Procedimiento de preparación previo a la soldadura de productos realizados con aleaciones de aluminio y litio.
Procedimiento de preparación de un producto de aleación de aluminio y litio para soldarlo por fusión que abarca las sucesivas fases de
(i) suministro de un producto conformado en caliente hecho de una aleación de aluminio que contiene,
al menos, un 0,8 % en peso de litio,
(ii) opcionalmente, la conformación en frío del producto resultante,la limpieza de, al menos, la superficie del producto resultante destinada a la soldadura,
(iii) el recubrimiento de, al menos, la superficie limpiada del producto resultante con un revestimiento que tenga, como características en seco, una cantidad entre 0,1 y 5 mg/cm2 y, preferiblemente entre 0,5 y 4 mg/cm2 y una concentración de flúor de, al menos, un 10 % en peso,
(iv) la realización de una operación consistente en un baño en disolución a una temperatura superior a 450 ºC seguida del temple del producto resultante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/000830.
Solicitante: Constellium France.
Nacionalidad solicitante: Francia.
Dirección: 40-44, rue Washington 75008 Paris FRANCIA.
Inventor/es: JAMBU, STEPHANE, EBERL,FRANK, BARTHELEMY,CHRISTRIAN, POUGET,GAËLLE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › de metales no férreos (B23K 11/20 tiene prioridad).
- B23K11/34 B23K 11/00 […] › Tratamiento previo.
- B23K15/00 B23K […] › Soldadura o corte por haz de electrones (tubos de haces electrónicos o iónicos H01J 37/00).
- B23K26/32 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › tomando en consideración las propiedades del material involucrado.
- B23K26/42
- B23K9/23 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › teniendo en cuenta las propiedades de los materiales a soldar.
- B23K9/235 B23K 9/00 […] › Tratamiento previo.
PDF original: ES-2398537_T3.pdf
Fragmento de la descripción:
Procedimiento de preparación previo a la soldadura de productos realizados con aleaciones de aluminio y litio.
Campo de la invención Esta invención consiste en un procedimiento de preparación previo a la soldadura de productos realizados con aleaciones de aluminio y litio.
Estado de la técnica Las aleaciones de aluminio y litio (Al-Li) son consideradas desde hace mucho tiempo una solución eficaz para reducir el peso de los elementos estructurales debido a su escasa densidad. Se utilizan sistemáticamente en las estructuras aeronáuticas más modernas. Además, la utilización de la soldadura en lugar de las técnicas habituales de remachado constituye también una tendencia actual en el sector aeronáutico. De ello se deduce que, para poder utilizar las aleaciones Al-Li en el sector aeronáutico, es preferible poderlas soldar sin dificultad por fusión.
La patente US 5.032.359 describe una familia de aleaciones Al-Li soldables, las aleaciones de aluminio, cobre, litio, magnesio y plata. Estas aleaciones son conocidas además con el nombre comercial de "WELDALITE®", haciendo hincapié en su soldabilidad. Sin embargo, en esta patente inicial y en la bibliografía posterior se reconoce que este tipo de aleaciones son susceptibles de formar porosidades al soldarlas. El mecanismo que provoca este problema no se conoce bien, pero parece específico de las aleaciones Al-Li.
ASM Handbook "Aluminum", 1991, páginas 402-403, propone una posible solución a este problema mediante un tratamiento previo, generalmente un decapado de la superficie del orden de 250 μm justo antes de efectuar la soldadura. Se observa entonces la desaparición de las porosidades posteriores a la soldadura. Sin embargo, esta práctica presenta algunos inconvenientes: es necesario efectuar una etapa de tratamiento superficial bastante larga antes de la soldadura, lo cual complica el procedimiento de fabricación y puede conllevar inversiones prohibitivas para las fábricas que no estén equipadas con líneas de tratamiento de superficies. Dicho tratamiento puede ser difícil de realizar de manera homogénea, especialmente en perfiles con formas complejas. Además, es difícil realizar
un decapado químico del orden de 250 μm de forma precisa y en piezas de poco grosor, que suele rondar 1 o 2 mm.
El decapado de ambas caras puede representar entre el 25 y el 50 % del grosor final, lo cual plantea problemas técnicos para respetar las tolerancias de grosor y tiene que tenerse en cuenta a la hora de dimensionar las piezas. Finalmente, este tratamiento provoca una merma de metal que económicamente resulta muy desfavorable, especialmente en el caso de piezas de escaso grosor.
El documento de Ellis M B D "Fusion welding of aluminium-lithium alloys" Welding and Metal Fabrication, EPC LTD. HAYWARDS HEATH, GB vol 64, n°2, 1 de febrero de 1996, páginas 44/56, 58 y 60, indica igualmente que es necesario retirar 0, 2 mm de cada cara para realizar soldaduras sin porosidades en las aleaciones de aluminio y litio.
El documento Ryazantsev V I "Preparation of the surface of aluminium alloys for arc welding" Welding International, Taylor & Francis Abingdon, GB, vol. 16, nº 9, 1 de enero de 2002, páginas 744-749, describe diversos procedimientos de preparación de productos con aleaciones de aluminio, en particular con aleaciones de aluminio y litio, incluidas las etapas de desengrase y decapado químico, así como el baño en una disolución dentro de un horno al vacío.
La patente US 6.881.491 describe un procedimiento de protección de una superficie de aluminio que se puede recubrir para evitar la formación de burbujas durante los tratamientos térmicos. Dicho procedimiento no está destinado a preparar la superficie antes de soldar aleaciones de aluminio y litio.
Del mismo modo, la solicitud de la patente EP-A-0 882 809 indica tratamientos que contienen pequeñas cantidades de flúor para evitar la oxidación, pero no generaliza su utilización antes de la soldadura o para aleaciones de aluminio y litio.
Existe, por lo tanto, la necesidad de un procedimiento que permita preparar las piezas hechas de aleaciones de aluminio y litio antes de soldarlas y que evite la formación de porosidades en la soldadura y elimine, al mismo tiempo, todos los inconvenientes derivados del decapado de la superficie.
Objeto de la invención El objeto de la invención es un procedimiento para preparar un producto de aleación de aluminio y litio para soldarlo por fusión, incluidas las sucesivas etapas de
(i) suministro de un producto conformado en caliente hecho de una aleación de aluminio que contenga, al menos, un 0, 8 % en peso de litio,
(ii) opcionalmente, la conformación en frío del producto resultante,
(iii) la limpieza de, al menos, la superficie del producto resultante destinada a la soldadura,
(iv) el recubrimiento de, al menos, la superficie limpiada del producto resultante con un revestimiento que tenga, como características en seco, una cantidad entre 0, 1 y 5 mg/m2 y, preferiblemente entre 0, 5 y 4 mg/cm2 y una concentración de flúor de, al menos, un 10 % en peso,
(v) la realización de una operación consistente en un baño en disolución a una temperatura superior a 450 ºC seguida del temple del producto resultante.
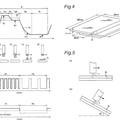
Descripción de los dibujos Figura 1: clasificación de la calidad en términos de porosidad de las líneas de soldadura. Figura 2: perfiles utilizados para los ensayos.
Descripción detallada de la invención A menos que se indique lo contrario, todas las indicaciones relativas a la composición química de las aleaciones se expresan en forma de porcentaje en peso basado en el peso total de la aleación. La denominación de las aleaciones se basa en las reglas de The Aluminum Association, conocidas por los expertos en la materia. Las definiciones de los estados metalúrgicos están indicadas en la norma europea EN 515. A menos que se indique lo contrario, se utilizan las definiciones de la norma EN 12258-1. La norma EN 2066 determina los grosores de los productos extrudidos.
Se entiende por revestimiento seco el estado alcanzado por el revestimiento cuando está seco en todo su espesor, tal y como determina la norma ISO 9117-90, que es diferente a un revestimiento seco en superficie, cuando gran parte del revestimiento no se ha estabilizado aún.
El procedimiento según la presente invención es un procedimiento de preparación de un producto de aleación de aluminio y litio para soldarlo por fusión. Se entiende por soldadura por fusión ciertos procedimientos, como la soldadura por puntos, la soldadura por chispa, soldadura por láser, soldadura por arco o la soldadura por haz de electrones, en los que se realiza la soldadura por encima del punto de fusión de la aleación de aluminio y litio, en su fase líquida. En el marco de la presente invención, se entiende por aleación de aluminio y litio las aleaciones que contienen como mínimo un 0, 8 % en peso de litio. El procedimiento de la invención es especialmente apropiado para las aleaciones con un contenido mínimo del 1, 4 % en peso de litio. Según esta invención, el procedimiento se aplica de forma especialmente adecuada a un producto hecho de una aleación incluida dentro del grupo constituido por las aleaciones 2090, 2091, 2196, 2097, 2197, 2297, 2397, 2099, 2199, 8090, 8091 y 8093. En una forma de realización preferida, el procedimiento según la presente invención se aplica a un producto de aleación 2196.
En un primer momento, se suministra un producto hecho de una aleación de aluminio y litio conformado en caliente. Por conformado se entiende la operación que consiste en deformar un bloque obtenido, por ejemplo, mediante colada semicontinua. El conformado en caliente de las aleaciones de aluminio y litio se efectúa en general a una temperatura inicial de conformado superior a 350 o 400 ºC. Las operaciones de conformado son normalmente el laminado, la extrusión y el forjado. En una forma de realización preferida de la invención, el conformado en caliente es la extrusión en caliente.
Después, el producto conformado en caliente puede conformarse opcionalmente en frío, en una segunda fase, para obtener así un producto de menor grosor. Como ejemplo de operaciones de conformado en frío tenemos, por ejemplo, el laminado en frio, el estirado y/o el martelado.
Después, se limpia al menos la superficie destinada a la soldadura del producto conformado en caliente y, opcionalmente, conformado después en frío. La limpieza tiene la finalidad de eliminar los principales residuos procedentes de las etapas de conformado. Dichos residuos son principalmente aceites de conformado y partículas: óxidos y/o partículas metálicas. La limpieza puede efectuarse... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de preparación de un producto de aleación de aluminio y litio para soldarlo por fusión que abarca las sucesivas fases de
(i) suministro de un producto conformado en caliente hecho de una aleación de aluminio que contiene, al menos, un 0, 8 % en peso de litio,
(ii) opcionalmente, la conformación en frío del producto resultante, la limpieza de, al menos, la superficie del producto resultante destinada a la soldadura,
(iii) el recubrimiento de, al menos, la superficie limpiada del producto resultante con un revestimiento que tenga, como características en seco, una cantidad entre 0, 1 y 5 mg/cm2 y, preferiblemente entre 0, 5 y 4 mg/cm2 y una concentración de flúor de, al menos, un 10 % en peso,
(iv) la realización de una operación consistente en un baño en disolución a una temperatura superior a 450 ºC seguida del temple del producto resultante.
2. Procedimiento según la reivindicación 1 en el cual dicha aleación de aluminio contiene al menos un 1, 4 % en peso de litio.
3. Procedimiento según la reivindicación 2 en el cual dicha aleación de aluminio es seleccionada dentro del grupo constituido por las aleaciones 2090, 2091, 2196, 2097, 2197, 2297, 2397, 2099, 2199, 8090, 8091, 8093.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3 por el cual el producto conformado en caliente, y opcionalmente conformado en frío, es un producto laminado o extrudido de un grosor inferior a 5 mm, y preferiblemente inferior a 2 mm.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4 por el cual la limpieza de la etapa (iii) se efectúa por tratamiento con una disolución acuosa de pH superior a
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5 por el cual las etapas (iii) y (iv) se efectúan en la mayoría o preferiblemente en toda la superficie de dicho producto.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6 por el cual dicho revestimiento contiene un agente aglomerante cuya concentración en seco está comprendida entre el 5 y el 50 % en peso.
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7 por el cual dicho revestimiento consiste, en seco, en un % en peso de entre el 75 % y el 95 % de NaBR4, entre el 0 y el 15% en peso de carboximetilcelulosa y entre el 0 y el 15 % de un silano.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 6 en el que dicho revestimiento consiste, tras el secado, en un % en peso de entre el 50 y el 100 % de KXAlYFZ, entre el 0 y el 5 % de CsXAlYFZ y entre el 0 y el 50 % en peso de un agente aglomerante.
10. Procedimiento según la reivindicación 9 en el cual dicho agente aglomerante es un resina de alquilsilicona.
11. Procedimiento según las reivindicaciones 9 o 10 en el que dicho revestimiento se aplica mediante polvo electrostático.
FIGURA 1 FIGURA 2
Patentes similares o relacionadas:
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Material de soldadura para aleación a base de níquel resistente al calor y metal soldado y unión soldada formada usando los mismos, del 27 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de soldadura para aleaciones a base de Ni, resistentes al calor, que tiene una composición química que consiste, en % en masa, en: […]
Procedimiento para la soldadura con gas protector de metal para la reducción de sustancias nocivas, del 20 de Noviembre de 2019, de Linde GmbH: Procedimiento para la soldadura con gas protector de metal, en el que se suministra un material de aportación de soldadura a un soplete para soldar […]
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método, del 13 de Noviembre de 2019, de CONSOLIDATED METAL PRODUCTS, INC.: Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia […]
 Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto, del 22 de Mayo de 2019, de LIBURDI ENGINEERING LIMITED: Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de: a. aplicar un polvo de relleno de material compuesto que comprende […]
 Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Procedimiento para la soldadura de materiales austeníticos, del 12 de Marzo de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por plasma de materiales austeníticos bajo gas de protección y bajo empleo de un material aditivo de soldadura, caracterizado por […]