CIP-2021 : F16D 23/02 : Disposiciones para la sincronización (forma o montaje de las partes de órganos de embrague que están dispuestas para facilitar la unión F16D 11/08).
CIP-2021 › F › F16 › F16D › F16D 23/00 › F16D 23/02[1] › Disposiciones para la sincronización (forma o montaje de las partes de órganos de embrague que están dispuestas para facilitar la unión F16D 11/08).
Notas[t] desde F15 hasta F17: TECNOLOGIA EN GENERAL
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL.
F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00).
F16D 23/00 Partes constitutivas de los embragues de control mecánico no específicas a un tipo distinto; Dispositivos de sincronización para embragues.
F16D 23/02 · Disposiciones para la sincronización (forma o montaje de las partes de órganos de embrague que están dispuestas para facilitar la unión F16D 11/08).
CIP2021: Invenciones publicadas en esta sección.
Aleación de cobre-zinc y uso de una aleación de este tipo.
(07/05/2019). Solicitante/s: DIEHL METALL STIFTUNG & CO. KG. Inventor/es: GEBHARD, FRIEDRICH, HOLDERIED,MEINRAD.
Aleación de cobre-zinc que comprende, en porcentaje en peso, 58,2 a 58,7 % de cobre, 1,8 a 2,2 % de aluminio, 2,4 a 2,8 % de manganeso, 0,9 a 1,2 % de silicio, 0,2 a 0,35 % de hierro, 0 a 0,3 % de plomo, a 0,3 % de níquel, 0 a 0,3 % de estaño, el resto zinc, así como impurezas inevitables.
PDF original: ES-2711794_T3.pdf
Unidad que comprende dos anillos sincronizadores.
(07/11/2018). Solicitante/s: Hoerbiger Antriebstechnik Holding GmbH. Inventor/es: SAUTER, MARKUS, ECHTLER,PETER, KÖLZER,MICHAEL, SCHNELZER,THOMAS, SIEGMUND,ARMIN, VÖLK,WOLFGANG.
Unidad para una sincronización de una caja de cambios que comprende un transmisor , así como un primer y un segundo anillo sincronizador que están unidos entre sí, donde el transmisor presenta al menos una abertura de fijación y los dos anillos sincronizadores están unidos entre sí a través de dicha abertura de fijación mediante una unión de forma continua y donde el transmisor está provisto, en ambos lados respectivos, de un engranaje de transmisión , que puede ser engranado en un engranaje de acoplamiento al que se asocia cada piñón , caracterizada porque cada uno de los dos anillos sincronizadores comprende al menos dos pestañas de unión que se extienden respectivamente hasta el otro anillo sincronizador , donde cada pestaña de unión está provista de un diseño en unión continua.
PDF original: ES-2688974_T3.pdf
Aleación de cobre compatible con lubricantes.
(30/10/2018). Solicitante/s: OTTO FUCHS KOMMANDITGESELLSCHAFT. Inventor/es: GUMMERT,Hermann, PLETT,THOMAS, REETZ,BJÖRN.
Pieza componente de aleación de cobre compatible con lubricantes, que comprende, en porcentaje en peso:
54 - 65% de cobre
2,5 - 5,0% de aluminio
1,0 - 3,0% de silicio
2,0 - 4,0% de níquel
0,1 - 1,5% de hierro
≤ 1,5% de manganeso
≤ 1,5% de estaño
≤ 1,5% de cromo
≤ 1,5% de cobalto
≤ 0,8% de plomo
resto zinc junto con otras impurezas inevitables,
estando presente silicio con una proporción en peso de al menos 0,4% y a lo sumo de 2% en la matriz de la aleación o en fases no siliciuro con contenido en silicio, y
la relación ponderal entre zinc y silicio libre asciende a 15 -75, y
está presente una proporción de fase ß mayor que 80% y en la matriz de la aleación no aparecen fases γ ricas en silicio.
PDF original: ES-2688034_T3.pdf
(13/02/2017). Solicitante/s: PORRAS VILA,F. JAVIER. Inventor/es: PORRAS VILA,F. JAVIER.
El embrague para un avión, es un mecanismo que activa a voluntad el giro de unas hélices verticales que acoplamos a una gran rueda dentada que formará un aro alrededor de los extremos de las palas de unas hélices horizontales de un avión de despegue vertical, o, de un helicóptero. Enfrentamos dos ruedas y , que tendrán electroimanes , - las ruedas -, e, imanes, - la rueda -. Cuando se activen los electroimanes , los imanes de la rueda fijada al eje de las hélices verticales girarán a la par, atraídos por el magnetismo de los electroimanes , hasta ponerlos en fase. Una vez en fase, un mecanismo aproximará las dos ruedas de manera que, los ejes horizontales que tienen las ruedas , se incrustarán en los agujeros de la rueda , para transmitirles la fuerza de su giro.
PDF original: ES-2600868_A1.pdf
PDF original: ES-2600868_B1.pdf
Procedimiento para la fabricación de un componente con un forro de fricción.
(09/11/2016). Solicitante/s: PMG Füssen GmbH. Inventor/es: RAU, GUNTER, DR., DRESSEN,THOMAS, JACHTNER,TIMO, RAMBALDINI,PASCAL, WEIRATHER,JÜRGEN.
Procedimiento para la fabricación de un componente anular con un cuerpo anular que presenta una superficie lateral y un forro de fricción fijado en esta superficie lateral , en donde dos aristas circunferenciales del cuerpo anular , que discurren a distancia entre sí en dirección axial , delimitan una anchura axial (b) dentro de la que se fija el forro de fricción , en donde el cuerpo anular se fabrica por sinterización y después de su fabricación se provee de una superficie lateral , cuyas regiones de superficie a recubrir por el forro de fricción no están mecanizadas de forma mecánica al menos parcialmente, caracterizado por que
la superficie lateral del cuerpo anular sinterizado se provee de poros de sinterización de poro abierto y el forro de fricción se fija mediante pegado en la superficie lateral de poro abierto.
PDF original: ES-2613092_T3.pdf
Anillo de fricción, anillo de sincronización, unidad de sincronización, así como una caja de cambios de velocidades para un vehículo.
(27/04/2016) Unidad de sincronización de una caja de cambio de velocidades de un vehículo, con un anillo de fricción y un anillo de sincronización , donde el anillo de fricción comprende un cuerpo de anillo de fricción cónico con una superficie de fricción interna y una superficie de instalación externa , que delimitan respectivamente el cuerpo del anillo de fricción en un sentido circunferencial (U), que se extiende radialmente de forma perpendicular a un eje anular de fricción axial , y la superficie de fricción interna se extiende de forma cónica en un ángulo de fricción predeterminable (α1) y la superficie de instalación externa en un ángulo de montaje predeterminable (α2) respectivamente a lo largo del eje del anillo de fricción , y el…
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
(09/04/2014) Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo…
Paquete de anillos de sincronización.
(01/04/2013) Paquete de anillos de sincronización, comprendiendo como mínimo dos anillos síncronos los cualescomo mínimo dos anillos síncronos disponen cada uno de una superficie de rozamiento , quepueden ser regulados entre sí en unión activa para formar una pareja de rozamiento, en donde uno de los comomínimo dos anillos síncronos está fabricado en material acero y el otro anillo síncrono está fabricado dematerial de latón, caracterizado porque la superficie de rozamiento del anillo síncrono de material de latón es lisa con excepción de ranuras de aceite, en su caso existentes, que se extienden en dirección axial, y elanillo síncrono de material…
EMBRAGUE DE RESORTE PRETENSADO PARA MOVIMIENTO HACIA DELANTE Y HACIA ATRÁS.
(07/04/2011) Un embrague capaz de amortiguar el movimiento hacia delante y evitar el movimiento hacia atrás, que comprende: un primer mandril que además comprende una superficie de engrane en un extremo del mismo; un segundo mandril ; un manguito de embrague montado en una sección extrema de dicho segundo mandril cercana a dicho primer mandril para engranar dicha superficie de engrane en dicho primer mandril; una palanca de accionamiento que acciona dicho manguito de embrague para moverse longitudinalmente; un anillo de embrague montado de forma deslizable sobre dicho manguito de embrague, que tiene un mecanismo de amortiguación con dicho manguito…
ANILLO SINCRONIZADOR PARA SINCRONIZADOR DE CAJA DE CAMBIOS Y PROCEDIMIENTO PARA LA FABRICACION DEL CUERPO METALICO DE DICHO ANILLO.
(01/12/2005) Anillo de sincronización para un sincronizador de caja de cambios del tipo que comprende un cuerpo de forma general anular troncocónica, realizado por conformado de una rodaja de chapa, que delimita al menos una superficie de apoyo troncocónica susceptible de cooperar por fricción con una superficie de apoyo complementaria que pertenece a otro componente, y que está delimitada axialmente por dos bordes de extremos , por una superficie lateral cónica externa y por una superficie lateral cónica interna , caracterizado por el hecho de que el cuerpo anular troncocónico comprende un doble espesor de chapa constituido por un anillo radialmente exterior y por un anillo radialmente interior concéntricos que están unidos entre ellos por un pliegue de extremo axial y por el hecho de que la superficie lateral cónica externa del cuerpo es la superficie…
PROCEDIMIENTO PARA LA FABRICACION PULVIMETALURGICA DE UN CUERPO DE ACOPLAMIENTO.
(16/06/2005) Procedimiento para la fabricación pulvimetalúrgica de un cuerpo de acoplamiento con una corona de dientes de acoplamiento, cuyos flancos emergentes son destalonados por superficies frontales cuneiformes, en el que una briqueta con dientes de acoplamiento que presentan superficies frontales cuneiformes, pero flancos paralelos al eje, se prensa a partir de un polvo de sinterizar y se sinteriza en una pieza bruta, cuyos dientes de acoplamiento son sometidos, para la formación de los destalonados de los flancos de una conformación para el prensado axial entre dos herramientas de moldeo , por una parte para las superficies frontales…
PIEZA MECANICA DE FRICCION Y PROCEDIMIENTO PARA SU FABRICACION.
(16/09/2004). Solicitante/s: RENAULT S.A.S. FEDERAL MOGUL. Inventor/es: DURAND, CHRISTOPHE, PEYTOUR-CHANSAC, CLAUDE, GROLLERON, CHRISTOPHE.
Pieza mecánica de fricción, realizada por sinterización, destinada a funcionar en un medio lubrificado, hecha de un material constituido por: (A) una matriz formada a partir (i) de partículas a base de hierro y (ii)de 2 a 7% en peso, con relación a la matriz total de partículas de elementos de aleación escogidos entre el cobre, el níquel y el molibdeno, y (iii) eventualmente de carbono. (B) de 2 a 10 partes en volumen por 100 partes en volumen de partículas que constituyen la matriz (A), de partículas de refuerzo, que tienen un tamaño medio comprendido entre 20 y 100 ìm y una dureza superior a la de las partículas de la matriz.
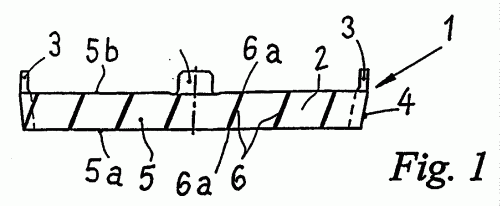
ANILLO DE SINCRONIZACION FABRIADO SIN ARRANQUE DE VIRUTAS CON SUPERFICIES DE FRICCION ESTRUCTURADAS.
(01/11/2003). Ver ilustración. Solicitante/s: INA WALZLAGER SCHAEFFLER OHG. Inventor/es: SCHWUGER, JOSEF, SINNER, RUDOLF, WALDERT, HARTWIG, KRAUS, KARL-HEINZ.
Anillo de sincronización fabricado sin arranque de virutas para una instalación de sincronización de una transmisión de automóvil - con un cuerpo de anillo formado de chapa y configurado esencialmente cónico, - con una superficie envolvente exterior (4, 9, 24b) que se extiende cónicamente con respecto al eje medio longitudinal del cuerpo de anillo y - con una superficie envolvente interior (7, 19, 24a) que se extiende cónicamente con respecto al eje medio longitudinal del cuerpo de anillo , donde el anillo de sincronización presenta al menos en una de las superficies envolventes (4, 7, 9, 19, 24a, 24b) mencionadas una superficie de fricción (5, 9a, 11a, 13a, 17a, 19a, 26, 27) y la superficie de fricción (5, 9a, 11a, 13a, 17a, 19a, 26, 27) está provista con al menos una ranura de aceite.
PROCEDIMIENTO PARA FABRICACION DE UN MANGUITO DE DISTRIBUCION O CORREDERA PARA MECANISMO KFZ.
(16/11/1993). Solicitante/s: SINTERSTAHL GESELLSCHAFT M.B.H.. Inventor/es: KNOESS, WALTER, DIPL. ING., WOLLENTEIT, ULRICH, DR.-ING.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE UN MANGUITO DE DISTRIBUCION O CORREDERA PARA MECANISMOS KFZ CONECTADOS A MANO. SEGUN EL INVENTO SE PREPARA EL MANGUITO EN FORMA DE DOS PIEZAS INDIVIDUALES SIMETRICAS APROXIMADAMENTE Y SEGUIDAMENTE MEDIANTE PROCEDIMIENTOS HABITUALES DE UNIONES SE ELABORAN HASTA EL MANGUITO COMPLETO. ASI PUEDEN FABRICARSE MANGUITOS POR PRIMERA VEZ MEDIANTE PROCEDIMIENTO POLVOMETALURGICO ECONOMICAMENTE COMPARATIVOS POR PRENSADO Y SINTERIZACION.
ANILLO DE SINCRONIZACION PERFECCIONADO.
(16/04/1984). Solicitante/s: CONTIN LACUNZA,ALBERTO LIZARRAGA JAUREGUI,JESUS.
Anillo de sincronización perfeccionado, de los empleados en cajas de cambio de vehículos automóviles, caracterizado porque se estructura en al menos dos cuerpos cuales son el cuerpo del anillo propiamente dicho y un forro de fricción adosado a el interior o exteriormente según el tipo particular de anillo de modo que dicho forro actúa como retardo en el acoplamiento sincronizado entre los engranajes de la caja de cambios.
PROCEDIMIENTO DE CONTROL DEL ESTADO DE SUPERFICIE DE PIEZAS METALIZADAS.
(16/04/1977). Solicitante/s: CHRYSLER FRANCE.
Resumen no disponible.
{kind=link}