Buje de bicicleta y procedimiento para su fabricación.
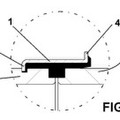
Buje de bicicleta configurado como pieza mecanizada de chapa con dos coronas (6,
7) acodadas radialmente hacia fuera, que presentan orificios (11) para recibir radios, dispuestas en las zonas (3, 4) terminales, las cuales están sujetas mutuamente a distancia por un manguito (5), así como con pistas (8) de rodadura de bolas terminales, situadas radialmente en el interior, caracterizado por que cada zona (3, 4) terminal se ha conformado como doble pared por lo menos en la zona de la pista (8) de rodadura de bolas, formando una pared interior y una pared exterior directamente adyacente, acoplándose la corona (6, 7) a la pared exterior.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/051879.
Solicitante: Griemla, Stefan.
Nacionalidad solicitante: Alemania.
Dirección: Marie-Juchacz-Strasse 11 40470 Düsseldorf ALEMANIA.
Inventor/es: GRIEMLA, HORST.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60B27/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60B RUEDAS DE VEHICULOS (fabricación de ruedas o de sus partes por laminado B21H 1/00, por forjado, martillado o prensado B21K 1/28 ); RUEDAS PEQUEÑAS PIVOTANTES; EJES PARA RUEDAS; MEJORA EN LA ADHERENCIA DE RUEDAS. › B60B 27/00 Cubos (no metálicos B60B 5/00; de gran elasticidad B60B 9/00). › adaptados para girar sobre el eje.
- B60B27/04 B60B 27/00 […] › que encierran dispositivos de arrastre, p. ej. piñones de cadenas.
PDF original: ES-2541617_T3.pdf
Fragmento de la descripción:
Buje de bicicleta y procedimiento para su fabricación La invención se refiere a un cubo de bicicleta según el preámbulo de la reivindicación 1 así como a un procedimiento para fabricarlo.
Cubos de bicicleta, en especial, los que presentan un dentado interior para un freno de contrapedal con piñón libre así como un dentado interior como pieza correspondiente de un cambio de marcha de buje, se forjan hasta ahora a partir de un tubo y se acaban por mecanización con arranque de virutas, para lo cual también cuenta, junto con la práctica de dentados interiores, una perforación de orificios de las coronas conformadas integralmente en la que se enganchan los radios. Las pistas de rodadura de bolas interiores, terminales, se realizan asimismo por arranque de virutas, concretamente por mandrilado.
Naturalmente, estas etapas de trabajo sólo se pueden realizar mediante un gasto considerable, que da lugar a los correspondientes elevados costes de acabado de manera que los bujes de bicicleta conocidos son extraordinariamente caros en comparación con las restantes piezas de una bicicleta.
Además, dichos bujes de bicicleta forjados son relativamente pesados, ya que deben tener una pared convenientemente gruesa como condición previa para la conformación tanto de la forja como también para el arranque de virutas.
Ese peso relativamente elevado se opone, sin embargo, a los requerimientos, según los cuales los componentes mecánicos se han de realizar por principio optimizando el peso en el sentido de reducirlo.
Para evitar esos inconvenientes, se propone en el documento DE 29 06 627 C2 de constitución genérica realizar el buje de bicicleta como pieza mecanizada de chapa con dos piezas de buje, que se fabrican, en cada caso, por embutición profunda.
Las dos piezas de buje se acoplan mutuamente en unión positiva de forma o de material, proponiéndose como unión positiva de forma un prensado o un remachado, mientras que la unión positiva de material debe conseguirse por encolado o soldadura.
Para el prensado se requiere una deformación, lo que puede afectar a la marcha concéntrica del buje de bicicleta. En cambio, la soldadura da lugar a una contracción de las piezas del buje, que sólo se puede eliminar con los correspondientes trabajos de rectificación.
En cada caso, son necesarios procesos operativos adicionales encarecedores de costes para unir mutuamente las dos piezas de buje.
Por lo demás, la conocida construcción da lugar a diferentes diámetros de las pistas de rodadura de bolas, por lo que su utilización resulta inconveniente. No es posible, en especial, aprovechar una de las dos piezas de buje como pieza básica para diferentes cambios de marcha de buje instalados en el interior del buje de bicicleta.
Una deseada optimización del peso del buje de bicicleta está limitada por las solicitaciones existentes en la región de las pistas de rodadura de bolas durante la marcha de la bicicleta, que exigen un adecuado espesor de pared en las piezas del buje, que son esencialmente genéricas en los conocidos bujes de bicicleta, es decir, el espesor de pared se dimensiona exclusivamente por la mencionada solicitación.
Como inconveniente adicional del conocido buje de bicicleta, se observa que las dos coronas en aro, referidas a su distancia a la respectiva cara frontal asociada del buje de bicicleta, son diferentes de manera que una zona terminal del buje de bicicleta sobresale hacia fuera de los radios enganchados.
En particular por soldadura o estañado se fijan también las dos coronas al manguito de un buje de bicicleta, que se muestra y se describe en el documento US 2 997 145. En este sentido, los inconvenientes descritos anteriormente para la unión positiva de material se presentan también en este buje de bicicleta.
En el documento FR 2 732 733 A3, se describe un buje de bicicleta, a partir del cual no se puede deducir por cierto el tipo de fabricación. Una pared exterior de las respectivas piezas de cojinete descansa en una pared interior, que
se ha conformado de forma cóncava formando una pista de rodadura de bolas, donde la pared exterior toca la pared interior tangencialmente en la zona de la pista de rodadura de bolas.
Se le plantea a la invención el problema de perfeccionar el desarrollo de un buje de bicicleta del tipo genérico de manera que, con capacidad de carga mejorada, la chapa empleada pueda presentar un espesor más reducido y sea posible una fabricación simplificada y más económica.
Ese problema se resuelve por medio de un buje de bicicleta con las características de la reivindicación 1 así como con un procedimiento para su fabricación.
Realizando una doble pared en la región de la respectiva pista de rodadura de bolas, que se fabrica según el procedimiento de la invención por abatimiento hacia atrás, donde una pared interior conformada queda adosada directamente a un pared exterior conformada, se consigue una capacidad de carga muy elevada de las pistas de rodadura de bolas, que permite una minimización del espesor de la chapa, que es de preferiblemente 1, 8 mm.
El buje de bicicleta se fabrica preferiblemente de una pieza por embutición profunda y conformación de una chapa redonda metálica, en especial, de una chapa redonda cerrada, donde después de una embutición profunda para formar una copa se separa el fondo y las zonas terminales se conforman adecuadamente.
Por estar hecho de una pieza el buje de bicicleta, hace posible una fabricación extraordinariamente económica, ya que, por un lado, son posibles prácticamente todas las etapas de trabajo en un desarrollo mecánico continuo sin interrupciones y, por otro, se optimiza el empleo de material.
Aunque también podría pensarse fabricar las zonas terminales individualmente, en cada caso, y unirlas mutuamente con el manguito realizado entonces como pieza separada o conformar una de las zonas terminales en el manguito de manera que las dos piezas sean de una pieza. La otra zona terminal como pieza de buje separada se inserta en el manguito por la otra cara opuesta a la zona terminal moldeada.
La unión de la zona o de las zonas terminales con el manguito tiene lugar, en este caso, en unión positiva de rozamiento, para lo cual los diámetros mutuamente correspondientes se dimensionan con la intención de un ajuste forzado. Tal como se ha mostrado sorprendentemente, se consigue una unión resistente a la torsión de las piezas del buje por la unión positiva de rozamiento, que resiste todas las cargas en proporción suficiente.
Puesto que, al contrario que en el estado actual de la técnica, para unir los componentes individuales ya no deben calentarse, no existe tampoco el peligro de la formación de tensiones térmicas y, a consecuencia de ello, de una retracción, de manera que se procura, por medio de la invención, una mejora de calidad sustancial por lo menos sin tratamiento ulterior.
Las zonas terminales o bien una zona terminal con manguito acoplado se fabrican a partir de una pieza de chapa redonda, que se presenta preferiblemente de forma cerrada, de modo que con una primera etapa operativa de "embutición profunda" se moldee una copa, cuyo fondo se recorta seguidamente de manera que resulte una pieza de buje abierta por ambos extremos.
La conformación de las respectivas coronas se lleva a cabo según la invención por abatimiento de la zona terminal y subsiguiente acodado radialmente hacia fuera. La zona marginal asociada de la cara interior se conforma para configurar una pista de rodadura de bolas.
El abatimiento, la conformación de la corona y el moldeado hacia adentro de la pista de rodadura de bolas pueden realizarse en otra etapa operativa. A ello sigue un agujereado de la corona, en la cual se hacen por punzonamiento los orificios para enganchar los radios.
Para el funcionamiento de un cambio de marcha de buje, son necesarios dentados interiores, que se fabrican por conformación en frío, donde los dentados interiores pueden preverse periféricamente en una de las dos piezas de buje o en ambas piezas de buje, respectivamente.
Los dentados interiores se pueden hacer de forma especialmente sencilla por hundimiento de la pared cilíndrica del manguito.
El procedimiento según la invención puede llevarse a cabo en una secuencia operativa automática, conectándose consecutivamente máquinas de conformación adecuadas, mientras que el respectivo producto semiacabado, a partir del cual se fabricará finalmente el buje de bicicleta, es llevado por autómatas alimentadores.
Esta secuencia operativa automática da lugar a una fabricación extraordinariamente económica del buje de bicicleta, ya que entre, otras cosas, el tiempo de fabricación... [Seguir leyendo]
Reivindicaciones:
1. Buje de bicicleta configurado como pieza mecanizada de chapa con dos coronas (6, 7) acodadas radialmente hacia fuera, que presentan orificios (11) para recibir radios, dispuestas en las zonas (3, 4) terminales, las cuales están sujetas mutuamente a distancia por un manguito (5) , así como con pistas (8) de rodadura de bolas terminales, situadas radialmente en el interior, caracterizado por que cada zona (3, 4) terminal se ha conformado como doble pared por lo menos en la zona de la pista (8) de rodadura de bolas, formando una pared interior y una pared exterior directamente adyacente, acoplándose la corona (6, 7) a la pared exterior.
2. Buje de bicicleta según la reivindicación 1, caracterizado por que se ha realizado de una pieza.
3. Buje de bicicleta según la reivindicación 1, caracterizado por que se compone de varias piezas (1, 2) de buje mutuamente unidas en unión positiva de fricción.
4. Buje de bicicleta según una de las reivindicaciones precedentes, caracterizado por que la doble pared recubre por lo menos una zona (12) , que se define en funcionamiento por las zapatas de freno de un freno de contrapedal adyacente.
5. Buje de bicicleta según una de las reivindicaciones precedentes, caracterizado por que las zonas (3, 4) terminales y el manguito (5) se han configurado respectivamente como piezas separadas.
6. Buje de bicicleta según una de las reivindicaciones precedentes, caracterizado por que una zona (3) terminal se ha configurado de una pieza con el manguito (5) .
7. Buje de bicicleta según una de las reivindicaciones precedentes, caracterizado por que el manguito (5) dispone mutuamente a distancia las piezas o la primera y/o la segunda piezas (1, 2) del buje presentan respectivamente un dentado (9, 10) interior.
8. Procedimiento para fabricar un buje de bicicleta con dos coronas (6, 7) , dispuestas en las zonas (3, 4) terminales y que presentan orificios (11) para recibir radios, cuyas coronas (6, 7) están mutuamente sujetas a distancia por medio de un manguito (5) , así como pistas (8) de rodadura de bolas terminales, situadas radialmente en el interior, donde las zonas (3, 4) terminales se han hecho por embutición profunda a partir de una chapa redonda y la respectiva corona (6, 7) asociada y la respectiva pista (8) de rodadura de bolas se han conformado sin arranque de virutas, caracterizado por que cada zona (3, 4) terminal se ha fabricado por abatimiento formando una pared interior y una pared exterior resultando una doble pared por lo menos en la zona de la pista (8) de rodadura de bolas y las coronas (6, 7) se han hecho por acodado y/o plegado de la pared exterior a partir de una chapa redonda.
9. Procedimiento según la reivindicación 8, caracterizado por que el manguito (5) y las zonas terminales adyacentes se han configurado de una pieza por embutición profunda de una chapa redonda preferiblemente cerrada.
10. Procedimiento según la reivindicación 8 o 9, caracterizado por que las zonas (3, 4) terminales están formadas por piezas (1, 2) de buje, que se han embutido profundamente respectivamente a partir de una chapa redonda cerrada y el fondo formado sustituido preferiblemente por orificios.
11. Procedimiento según una de las reivindicaciones 8 a 10, caracterizado por que por lo menos una pista (8) de rodadura de bolas se ha fabricado por abatimiento hacia adentro.
12. Procedimiento según una de las reivindicaciones 8 a 11, caracterizado por que se ha moldeado un dentado (9, 10) interior circundante en el manguito (5) .
13. Procedimiento según una de las reivindicaciones 8 a 12, caracterizado por que el moldeo del dentado (9, 10) interior se ha llevado a cabo por hundimiento desde la cara exterior.
Patentes similares o relacionadas:
Dispositivo de apriete, en especial de apriete de un sillín para una bicicleta, del 8 de Julio de 2020, de Smoove: Dispositivo de apriete, en especial de apriete de un sillín para una bicicleta, que comprende: - una abrazadera de apriete que define un eje (X10) […]
Casete para un sistema de transmisión de bicicleta, del 26 de Febrero de 2020, de ZUMA INNOVATION S.L: Casete para un sistema de transmisión de bicicleta, que comprende: - al menos un primer piñón (P1) provisto de una pluralidad de dientes (T1) y un segundo piñón (P2) […]
Motocicleta con dispositivo amortiguador lateral, del 27 de Noviembre de 2019, de Ducati Motor Holding S.p.A: Motocicleta que comprende un bastidor que presenta un plano medio (W), una rueda delantera y una rueda trasera, comprendiendo cada rueda un buje con su propio […]
Rueda de bicicleta, del 2 de Octubre de 2019, de Giant Manufacturing Co., Ltd: Una rueda de bicicleta que comprende: una llanta que tiene una primera cara y una segunda cara ; un buje que está situado en […]
Vehículo, del 8 de Mayo de 2019, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un vehículo que comprende: un bastidor de carrocería que se puede inclinar a la derecha del vehículo cuando el vehículo gira a la derecha […]
CONJUNTO DE RODAMIENTO CON CASQUILLO DE SEGURIDAD Y SUJECIÓN AXIAL DEL ARO EXTERIOR, del 17 de Marzo de 2016, de FERSA INNOVA, S.L.U: Conjunto de rodamiento con casquillo de seguridad y sujeción axial del aro exterior Conjunto de rodamiento, con casquillo de seguridad y sujeción axial del aro exterior, […]
Suspensión de rueda para una rueda de vehículo, así como cubo de rueda para la fijación de una rueda de vehículo, del 1 de Julio de 2015, de BPW BERGISCHE ACHSEN KG: Cubo de rueda para la fijación de una rueda de vehículo y de un disco de freno de un freno de disco, con un cuerpo base de cubo dotado en su lado interior de […]
 JUNTA DE ESTANQUEIDAD, del 25 de Junio de 2015, de FERSA INNOVA, S.L.U: Junta de estanqueidad para sellado entre conos en rodamientos de rueda, constituida de forma cilindrica, fabricada en caucho o material […]
JUNTA DE ESTANQUEIDAD, del 25 de Junio de 2015, de FERSA INNOVA, S.L.U: Junta de estanqueidad para sellado entre conos en rodamientos de rueda, constituida de forma cilindrica, fabricada en caucho o material […]