Método y patrón de características geométricas para calibración y verificación de la medición con brazos articulados de medir por coordenadas.
Método y patrón de características geométricas para la verificación y calibración de la medición con brazos articulados de medir por coordenadas,
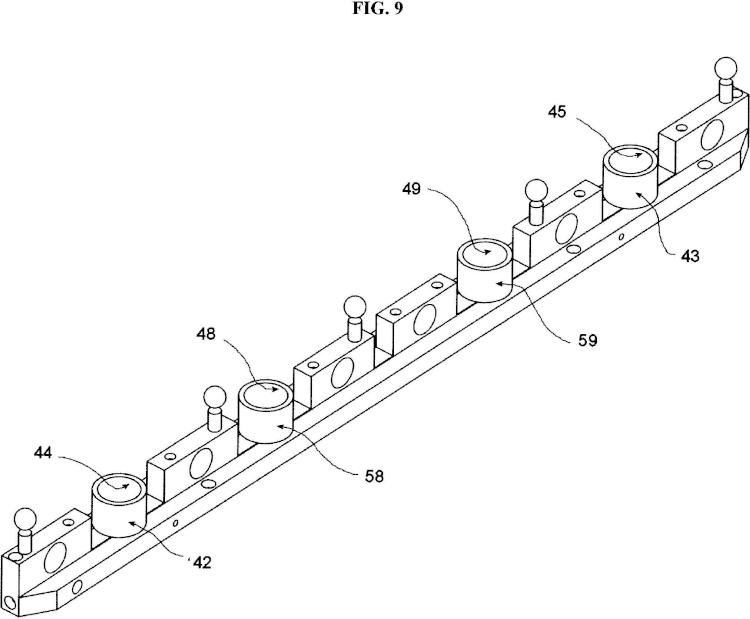
que comprende esferas macizas, esferas virtuales, planos, cilindros interiores (44), (45) y exteriores (42), (43), (58), (59) y conos interiores (48), (49) o exteriores. La invención comprende una particular selección y disposición espacial de características geométricas que permite materializar numerosas tolerancias dimensionales y geométricas. La medición de las características geométricas y su comparación con valores de referencia en distintas posiciones del espacio, permite evaluar tanto el equipo como la técnica de medición, entrenando o acreditando a operarios en su utilización. La invención también comprende un método de calibración y verificación utilizando dicho patrón. De aplicación en sectores en los que se diseñen, produzcan y utilicen patrones de calibración, como en metrología dimensional industrial preferentemente con máquinas de medir por coordenadas de estructura portátil o de estructura fija.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201300241.
Solicitante: UNIVERSIDAD DE OVIEDO.
Nacionalidad solicitante: España.
Inventor/es: BARREIRO GARCÍA,JOAQUÍN, CUESTA GONZÁLEZ,Eduardo, GONZÁLEZ MADRUGA,Daniel, SÁNCHEZ ÁLVAREZ,Miguel, ÁLVAREZ ÁLVAREZ,Braulio José, PEREIRA NETO,Octavio Manuel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01B21/04 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › mediante la medida de coordenadas de puntos.
- G01B5/008 G01B […] › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › que utilizan máquinas de medida de coordenadas.
Fragmento de la descripción:
MÉTODO Y PATRÓN DE CARACTERÍSTICAS GEOMÉTRICAS PARA CALIBRACIÓN Y VERIFICACIÓN DE LA MEDICIÓN CON BRAZOS ARTICULADOS DE MEDIR POR COORDENADAS
La presente invención se refiere a un patrón dotado de características geométricas dirigido a la verificación y calibración de la medición con Brazos Articulados de Medición por Coordenadas (Articúlate Arm Coordínate Measuring Machine, AACMM o, simplemente, Coordínate Measuring Arm, CMA). Su uso también puede extenderse a otros aparatos metrológicos de medición cartesiana (Coordínate Measuring Machines, CMM), así como a otros instrumentos manuales en metrología dimensional. La invención se basa en una particular selección y disposición espacial de características geométricas que se integran en el aparato de tal manera que permite materializar numerosas tolerancias dimensionales y geométricas específicamente orientadas a la verificación y calibración de equipos de medición tridimensional en todo, o en una parte, de su volumen de trabajo. La presente invención también se refiere a un método para calibrar y/o verificar los AACMM con dicho patrón.
La invención es de aplicación en los sectores en los que se diseñen, produzcan y utilicen patrones de calibración, como el de la metrología dimensional industrial aplicada a la verificación y fabricación de productos, el de metalurgia y fabricación de productos metálicos, o el de maquinaria y equipo mecánico. Centrando aún más este ámbito, el sector principal de la invención es aquel en el que se utilizan este tipo de máquinas de medir por coordenadas, de estructura fija (CMM) o portátiles (AACMM), usadas en los procesos de inspección y verificación dimensional en industrias metal-mecánicas, fabricantes de piezas y componentes de bienes de equipo.
ESTADO DE LA TÉCNICA
Los expertos en la materia son conocedores de la existencia de diferentes tipos de patrones dimensionales para comprobar el comportamiento y precisión de los aparatos metrológicos de medición por coordenadas. Dentro de los del tipo tridimensional, las máquinas de medir por coordenadas (CMM) son los aparatos de referencia en el campo de la metrología de inspección tridimensional de piezas. Los AACMM son una
alternativa al uso de las CMM. Estos instrumentos comparten la misma función que las CMM, la medición tridimensional de piezas con alta precisión, pero son de características constructivas y de control totalmente distintas que le otorgan una clasificación propia dentro de los instrumentos de medición por coordenadas. Su estructura está compuesta por segmentos unidos por articulaciones rotativas similares a un brazo, normalmente de 6 ó 7 grados de libertad. Otra característica propia es su control de naturaleza manual, es decir, es el propio operario el encargado de dirigir el movimiento del brazo decidiendo el valor de los parámetros de medición en cada contacto (dirección, presión, velocidad, etc.). Al contrario de lo que ocurre en las CMM donde en cada medición los parámetros son automatizados y controlados por la máquina.
Los AACMM pueden ser utilizados en medición por contacto o sin contacto. En la primera, en el extremo libre del brazo, se sitúa un palpador que permite la obtención de las coordenadas del punto de contacto. En la segunda, el palpador es sustituido por un sensor de triangulación láser (LTS) que recoge los puntos de la superficie gracias a la captura del reflejo de un haz láser sobre ella. Tanto en un caso como en otro, a partir de las coordenadas de los puntos obtenidos se realiza un procesado mediante software, que calcula los valores dimensionales y geométricos de las entidades construidas. En el caso de los sensores láser de triangulación, la densidad de puntos puede ser muy elevada, permitiendo en este caso reconstruir toda la geometría, lo que tiene aplicación en trabajos de ingeniería inversa y/o donde se requiera una comparativa contra un CAD nominal. Los patrones de calibración y verificación utilizados para ambos tipos son diferentes.
La capacidad de los AACMM de medir un punto con precisión, y con ello la aceptación de las medidas realizadas y del proceso de inspección, se consigue por medio de dos procesos: la calibración y la verificación. En el primero se obtiene un valor cuantitativo (incertidumbre y valores de corrección si procede) y en el segundo se obtiene un valor más bien de tipo cualitativo (error máximo aproximado, correcto o no correcto, grado de aproximación a unos límites, etc.). Después de una calibración, habitualmente se lleva a cabo una optimización o corrección de las medidas, de forma que las mismas se aproximen a las de un patrón de referencia. Con el paso del tiempo
y con el uso del equipo, la precisión alcanzada tras esa calibración se pierde progresivamente. La comprobación de la precisión que el brazo puede llegar a alcanzar, en intervalos periódicos, midiendo el alejamiento de los valores medidos con respecto a los de la última calibración es, en realidad, una verificación. Con objeto de abaratar costes sin pérdida de fiabilidad, es habitual realizar verificaciones periódicas entre calibraciones. A menudo el resultado de las verificaciones modifica, y establece, el periodo optimo de calibración necesario.
Tanto la calibración como la verificación consisten en la comparación de las medidas obtenidas con las que tiene un artefacto patrón, del cual se conocen sus dimensiones con muy alta precisión. Los patrones y métodos utilizados en tareas de verificación suelen ser más simples y específicos que los utilizados en calibración (solo se requiere ver si mide dentro de especificaciones) aunque los de calibración sirven igualmente para verificación. El objetivo último de una calibración es conocer la incertidumbre asociada a las medidas del aparato y las correcciones necesarias para compensar las mediciones si fuese necesario.
En las CMM los errores en la medición vienen inducidos por defectos en los elementos físicos y mecánicos de la estructura cinemática (en las direcciones de los ejes coordenados) de la propia máquina y de sus sensores. Debido a que poseen una gran repetibilidad, y a que las condiciones de medición están automatizadas y son constantes, sus patrones no necesitan elementos complejos. De hecho, el patrón para CMM más utilizado en la industria está compuesto simplemente por varias esferas unidas por una barra. Para facilitar la tarea de calibración y verificación en todo el volumen de trabajo de las MMC, se han desarrollado patrones basados en barras que se acoplan adoptando formas tridimensionales con esferas en puntos singulares, que ahorran tiempo al evitar el multiposicionamiento del patrón lineal. Las formas tridimensionales incluyen tetraedros (Joao Bosco de Aquino Silva, M Burdekin, A modular space frame for assessing the performance of co-ordinate measuring machines (CMMs), Precisión Engineering, Volume 26, Issue 1, January 2002, Pages 37-48, ISSN 0141-6359, 10.1016/S0141-6359(01)00096-4), cubos, placas y otras.
Otras invenciones y aparatos incluidos en el estado del arte son variaciones de las barras con esferas, como por ejemplo los incluidos en el documento de patente
US5681981 (A) en la que se revela el uso de una estructura configurable formada por barras y esferas utilizadas para la verificación de las CMM. El documento de patente JP2003302202 (A) menciona el uso de esferas en una estructura en forma de L para calibrar las CMM, y en DE102010051921 (Al) también se incluye la utilización de esferas con el mismo objeto. Otros documentos de patente relacionados desarrollan aparatos utilizados para el posicionamiento de barras con esferas dentro del volumen de trabajo de las CMM, como por ejemplo US4763507 (A). Existen patrones en forma de placa (plano) en los que se distribuyen esferas con los que simulan varias posiciones de una barra lineal de esferas. Además, en algunos casos también se construyen patrones de tipo lineal por adición de bloques patrones longitudinales, como se muestra en US6493956 (Bl), en US7036236 (Bl) o en L, Takatsuji. T. (2001). Uncertainty analisys of cálibration of geometrical gauges. Precisión Engineering. 6, 1. 24-29. Otras invenciones incluyen aparatos adicionales como interferómetros para calcular los errores de los patrones (Osawa. S. (2001). Development of a ball step-gauge and an interfometric stepper used for ball píate calibration. Precisión Engineering. 26,2. 214-221).
La estructura cinemática de los AACMM aporta gran flexibilidad en la medición pero a su vez añade redundancia, ya que un punto puede ser leído de casi infinitas configuraciones posicionales (poses) del AACMM. Unido a esta característica, el control manual causa una gran falta de repetibilidad y reproducibilidad, pues el operario no medirá nunca...
Reivindicaciones:
1. Patrón para la calibración y verificación de la medición con máquinas de medir por coordenadas, especialmente para brazos articulados de medir por coordenadas, que comprende las siguientes características geométricas:
- al menos dos esferas de calibración macizas (2) y (17);
- al menos dos esferas virtuales (1) y (18);
- al menos ocho planos (6), (7), (8), (9), (10), (11), (12) y (13);
- al menos cuatro cilindros (3), (4), (15) y (16);
- al menos dos conos (o troncos de cono) (5) y (14);
y además comprende una estructura portante con una dimensión preferente
longitudinal sobre la que se sitúan las características geométricas.
2. Patrón según la reivindicación 1, caracterizado por que la dimensión preferente longitudinal sobre la que se sitúan las características geométricas, tiene una longitud de al menos un 55 % del rango máximo de medida del equipo a calibrar
o verificar.
3. Patrón según la reivindicación 1, caracterizado por que el material de las características geométricas y la estructura portante es:
- la misma aleación metálica o;
- el mismo compuesto de fibra o;
- el mismo material cerámico.
4. Patrón según la reivindicación 1, caracterizado por que las características geométricas son insertos o casquillos en la estructura portante, de los siguientes materiales:
- las características geométricas son de una aleación metálica y la estructura portante es de un compuesto de fibra o;
- las características geométricas son de material cerámico y la estructura portante es de un compuesto de fibra o;
- las características geométricas son de material cerámico y la estructura portante es de aleación metálica.
5. Patrón según la reivindicación 3 ó 4 caracterizado por que la aleación metálica es acero.
6. Patrón según la reivindicación 3 ó 4 caracterizado por que la aleación metálica es INVAR.
7. Patrón según la reivindicación 3 ó 4 caracterizado por que la aleación metálica es una aleación de aluminio.
8. Patrón según la reivindicación 7 caracterizado por que la superficie de las características geométricas de aleación de aluminio está endurecida superficialmente.
9. Patrón según la reivindicación 3 6 4 caracterizado por que el compuesto de fibra es fibra de carbono.
10. Patrón según la reivindicación 1 caracterizado por que cualquiera de las esferas virtuales (1) o (18) están definidas por cuatro puntos (A), (B), (C) y (D) situados sobre su superficie.
11. Patrón según la reivindicación 1 caracterizado por que las esferas más alejadas, bien las esferas macizas (2) y (17), o las esferas virtuales (1) y (18), están separadas por una distancia igual o mayor al 80% de la dimensión mayor del patrón.
12. Patrón según la reivindicación 1, caracterizado por que dos planos (5) y (13) son paralelos, separados una distancia igual o mayor al 90% de la dimensión mayor del patrón, otros dos planos (9) y (11) son paralelos separados una distancia
menor de 30 ram o menor al 10 % de la longitud del patrón, dos planos (8) y (9) son perpendiculares con eje común, y al menos dos planos (6) y (7) forman un ángulo agudo mayor o igual que 20° y menor o igual que 70°.
13. Patrón según la reivindicación 1, caracterizado por que dos cilindros son para palpado externo y dos para palpado interno, siendo dos de los cilindros (3) y (16) ó (4) y (15) paralelos y otros dos, (3) y (15) ó (4) y (16) perpendiculares.
14. Patrón según la reivindicación 1, caracterizado por que dos conos son de ejes paralelos (5) y (14).
15. Patrón según la reivindicación 14, caracterizado por que los conos (5) y (14) son ambos exteriores o ambos interiores.
16. Patrón según la reivindicación 1, caracterizado por que las características geométricas poseen un error de forma menor al 10% de la precisión o valor de incertidumbre del brazo articulado de medición objeto de la calibración o
verificación.
17. Método para la realización de calibración y verificación de máquinas de medir por coordenadas, especialmente brazos articulados de medir por coordenadas, y que, utilizando el patrón de la reivindicación 1, comprende las siguientes etapas:
a) definir las posiciones que adoptará el patrón dentro del volumen de trabajo del instrumento a calibrar o verificar;
b) posicionar y fijar rígidamente el patrón en una posición espacial estable del aparato de multiposición que defina la primera posición u orientación;
c) medir todas las características geométricas de patrón;
d) posicionar el patrón en la siguiente posición y repetir el paso (c) hasta medir en todas las posiciones definidas en (a);
e) determinar, por comparación con valores de referencia, si el instrumento de medición mide dentro del rango de tolerancia aceptable de acuerdo a cada característica geométrica y a sus relaciones entre ellas.
18. Método según la reivindicación 17 que además comprende la etapa:
f) si el instrumento de medición está fuera de rango de tolerancia proceder
a su corrección.
Patentes similares o relacionadas:
Método de medición de una distancia, del 17 de Junio de 2020, de The Chugoku Electric Power Co., Inc: Un método de medición de una distancia que comprende: instalar un miembro de referencia en una superficie de un primer miembro metálico (P1), e instalar un miembro […]
Punta para un escáner óptico, del 25 de Diciembre de 2019, de 3SHAPE A/S: Una punta para un escáner 3D, en donde la punta comprende: - un armazón de punta , donde una primera parte (605a) del armazón comprende un primer material […]
Malla adaptativa de resolución para realizar metrología en 3-d de un objeto, del 6 de Noviembre de 2019, de THE BOEING COMPANY: Un metodo (200, 200') para generar una malla adaptativa de resolucion para la metrologia 3-D de un objeto , que comprende: recibir […]
Dispositivo de medición y procedimiento para la medición por triangulación, del 5 de Junio de 2019, de Pepperl+Fuchs AG: Dispositivo de medición para la medición por triangulación, que presenta - un transmisor de luz para emitir luz de iluminación en un modo de medición, […]
Procedimiento y dispositivo para la determinación de la posición de un sensor, del 17 de Mayo de 2019, de Carl Zeiss Optotechnik GmbH: Procedimiento para la determinación de la posición en el espacio de un sensor en diferentes posiciones de captación, en el que, para la determinación […]
Sistema de monumento montado en robótica para sistemas de metrología, del 14 de Febrero de 2019, de THE BOEING COMPANY: Un aparato que comprende: uno o más vehículos robóticos, en donde cada uno del uno o más vehículos robóticos está configurado para moverse a una posición respectiva […]
Procedimiento para medir el estado de una vía usando un vehículo en funcionamiento, y vehículo en funcionamiento para medir el estado de una vía, del 9 de Enero de 2019, de NIPPON STEEL CORPORATION: Procedimiento de medición de un estado de una vía (R) usando un vehículo para operaciones comerciales, en el que el vehículo para operaciones comerciales […]
Dispositivo auxiliar y procedimiento para colocar a medida una disposición de medición óptica que se puede montar en un manipulador, del 10 de Enero de 2018, de KUKA ROBOTER GMBH: Dispositivo auxiliar para la colocación a medida de una disposición de medición óptica que puede montarse en un manipulador , […]