Homogeneización y tratamiento térmico de metales colados.
Un método de calentamiento de un lingote metálico colado de aleación de aluminio AA3003 o AA3104,
para preparar dicho lingote para mecanizado en caliente a una temperatura predeterminada, método que comprende:
(a) precalentar dicho lingote a una temperatura de nucleación que es inferior a dicha temperatura predeterminada de mecanizado en caliente y es una temperatura a la cual ocurre nucleación de precipitado en el metal para hacer que tenga lugar formación de núcleos, estando comprendida dicha temperatura de nucleación en un intervalo de 380ºC a 450ºC;
(b) mantener dicho lingote a dicha temperatura de nucleación, o elevar gradualmente la temperatura de dicho lingote desde dicha temperatura de nucleación a una tasa menor que 25ºC/h hasta una temperatura de nucleación superior dentro de dicho intervalo de 380ºC-450ºC, durante un periodo de 2 a 4 horas;
(c) después de dicho paso de mantenimiento (b), calentar ulteriormente dicho lingote hasta una temperatura de crecimiento del precipitado comprendida en un intervalo de 480ºC a 550ºC y mantener el lingote a dicha temperatura durante al menos 10 horas, al cabo de las cuales se produce crecimiento de precipitado para causar el crecimiento de precipitado en el metal, siendo dicha temperatura de crecimiento del precipitado mayor que la o que cada temperatura de nucleación del paso (b); y
(d) si dicho lingote no se encuentra ya a dicha temperatura predeterminada de mecanizado en caliente después del paso (c), calentar adicionalmente dicho lingote hasta dicha temperatura predeterminada de mecanizado en caliente lista para el mecanizado en caliente.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10010441.
Solicitante: NOVELIS, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3560 Lenox Road, Suite 2000 Atlanta, GA 30326 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WAGSTAFF, ROBERT, BRUCE, FENTON,WAYNE,J.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D15/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 15/00 Colada mediante la utilización de un molde o macho en el que una parte importante, para el procedimiento, es de conductividad térmica elevada, p. ej. colada en coquilla; Moldes o accesorios especialmente adaptados a esta técnica (colada continua de metales en moldes sin fondo para la colada con enfriamiento directo B22D 11/049). › Máquinas o aparatos para colada en coquilla (B22D 15/02 tiene prioridad).
- B22D21/04 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de aluminio o magnesio.
- B22D30/00 B22D […] › Enfriamiento de piezas coladas, no limitado a procedimientos de colada cubiertos por un solo grupo principal (accesorios para el enfriamiento de barras coladas en colada continua de metales B22D 11/124; control o regulación de las operaciones o del funcionamiento para el enfriamiento de barras coladas o de moldes en colada continua de metales B22D 11/22; colada en coquilla B22D 15/00).
- B22D7/00 B22D […] › Colada de lingotes (equipos para el transporte del metal líquido B22D 35/00).
- B22D7/12 B22D […] › B22D 7/00 Colada de lingotes (equipos para el transporte del metal líquido B22D 35/00). › Organos accesorios, p. ej. para la agitación, para evitar las salpicaduras.
- B22D9/00 B22D […] › Máquinas o instalaciones para la colada de lingotes.
- B29C33/04 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando líquido, gas o vapor de agua.
- B29C39/38 B29C […] › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › Calentamiento o enfriamiento.
- C22F1/04 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22F MODIFICACION DE LA ESTRUCTURA FISICA DE METALES O ALEACIONES NO FERROSOS (procesos específicos para el tratamiento térmico de aleaciones ferrosas o aceros y dispositivos para el tratamiento térmico de metales o aleaciones C21D). › C22F 1/00 Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío. › de aluminio o aleaciones basadas en él.
PDF original: ES-2494416_T3.pdf


Fragmento de la descripción:
Homogeneización y tratamiento térmico de metales colados.
CAMPO TÉCNICO
Esta invención se refiere a la colada de metales, particularmente las aleaciones metálicas AA3003 y AA3104, y su tratamiento para hacerlas adecuadas para formar productos metálicos tales como artículos en chapa y plancha.
ANTECEDENTES DE LA TÉCNICA
US 3.938.991 describe un artículo mecanizado que posee un tamaño de grano fino recristalizado que se prepara a partir de una aleación base de aluminio que comprende, en porcentaje en peso, hasta 0, 6% de silicio, hasta 0, 7% de hierro, hasta 1, 5% de manganeso y 0, 03-0, 20% de vanadio.
Las aleaciones metálicas, y particularmente las aleaciones de aluminio, se moldean a menudo a partir de la forma fundida para producir lingotes o tochos que se someten subsiguientemente a laminación, mecanizado en caliente, o análogos, a fin de producir artículos de chapa o plancha utilizados para la fabricación de numerosos productos. Los lingotes se producen frecuentemente por colada directa en coquilla (DC) , pero existen métodos de colada equivalentes, tales como la colada electromagnética (v.g. como se tipifica por las patentes U.S. 3.985.179 y 4.004.631, concedidas ambas a Goodrich et al.) , que se emplean también. La exposición que sigue se refiere fundamentalmente a la colada DC, pero los mismos principios son aplicables a la totalidad de dichos procedimientos de colada que dan lugar a las mismas o equivalentes propiedades microestructurales en el metal colado.
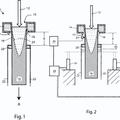
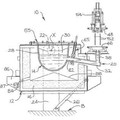
La colada DC de metales (v.g. aluminio y aleaciones de aluminio -a los que se hace referencia colectivamente en lo que sigue como aluminio) para producir lingotes se lleva a cabo típicamente en un molde de poca profundidad y abierto por los extremos, axialmente vertical, que está cerrado inicialmente en su extremo inferior por una plataforma móvil hacia abajo (a la que se hace referencia a menudo como bloque de fondo) . El molde está rodeado por una camisa de refrigeración a través de la cual se hace circular continuamente un fluido refrigerante tal como agua a fin de proporcionar enfriamiento externo de la pared del molde. El aluminio (u otro metal) fundido se introduce en el extremo superior del molde enfriado y, a medida que el metal fundido se solidifica en una región adyacente a la periferia interior del molde, la plataforma se desplaza hacia abajo. Con un movimiento eficazmente continuo de la plataforma y suministro correspondientemente continuo de aluminio fundido al molde, puede producirse un lingote de la longitud deseada, limitado únicamente por el espacio disponible bajo el molde. Detalles adicionales de la colada DC pueden obtenerse de la patente U.S. 2.301.027 concedida a Ennor (cuya exposición se incorpora en esta memoria por referencia) , y otras patentes.
La colada DC puede realizarse también horizontalmente, es decir con el molde orientado en posición distinta de la vertical, con cierta modificación del equipo y, en tales casos, la operación de colada puede ser esencialmente continua. En la exposición que sigue, se hace referencia a la colada en coquilla vertical, pero los mismos principios son aplicables a la colada DC horizontal.
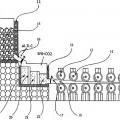
El lingote que sale por el extremo inferior (salida) del molde en la colada DC vertical es externamente sólido pero está todavía fundido en su núcleo central. Dicho de otro modo, el conjunto de metal fundido en el interior del molde se prolonga hacia abajo en la porción central del lingote que se desplaza en sentido descendente a lo largo de cierta distancia por debajo del molde como un pozo de metal fundido. Este foso tiene una sección transversal progresivamente decreciente en la dirección descendente dado que el lingote se solidifica hacia dentro desde la superficie exterior hasta que su porción de núcleo se solidifica totalmente. La porción del producto de metal colado que tiene una corteza exterior sólida y un núcleo fundido se designa en esta memoria como un lingote embriónico que se transforma en un lingote colado cuando se solidifica por completo.
Como una característica importante del proceso de colada directa en coquilla, un fluido refrigerante suministrado continuamente, tal como agua, se pone en contacto directo con la superficie exterior del lingote embriónico que avanza inmediatamente por debajo del molde, causando con ello el enfriamiento directo del metal de la superficie. Este enfriamiento directo de la superficie del lingote sirve a la vez para mantener la porción periférica del lingote en estado sólido y para promover el enfriamiento y la solidificación internos del lingote.
Convencionalmente, se proporciona una sola zona de enfriamiento por debajo del molde. Típicamente, la acción refrigerante en esta zona se efectúa dirigiendo un flujo sustancialmente continuo de agua uniformemente a lo largo de la periferia del lingote inmediatamente por debajo del molde, descargándose el agua, por ejemplo, por el extremo inferior de la camisa de refrigeración del molde. En este procedimiento, el agua choca con fuerza o impulso considerable sobre la superficie del lingote en un ángulo sustancial con la misma y fluye hacia abajo sobre la superficie del lingote con un efecto refrigerante continuado pero decreciente hasta que la temperatura de la superficie del lingote se aproxima a la del agua.
Típicamente, el agua de refrigeración, después del contacto con el metal caliente, sufre primeramente dos eventos de ebullición. Un film constituido predominantemente por vapor de agua se forma directamente bajo el líquido en la región estancada del chorro e inmediatamente adyacente a esto, en las regiones superiores próximas, a ambos
lados y por debajo del chorro, tiene lugar una ebullición clásica del film nucleado. A medida que se enfría el lingote, y que disminuye la nucleación y el efecto de mezcladura de las burbujas, las condiciones de flujo de fluido y de la capa térmica límite cambian a convección forzada bajo la masa del lingote hasta que, finalmente, las condiciones hidrodinámicas cambian a un film simple de caída libre a través de la superficie total del lingote en los extremos inferiores del mismo.
Los lingotes de colada directa en coquilla producidos de este modo se someten generalmente a pasos de laminación en caliente y en frío, u otros procedimientos de mecanizado en caliente, a fin de producir artículos tales como chapa o plancha de diversos espesores y anchuras. Sin embargo, en la mayoría de los casos se requiere normalmente un procedimiento de homogeneización antes de la laminación u otro procedimiento de mecanizado en caliente a fin de convertir el metal en una forma más utilizable y/o mejorar las propiedades finales del producto laminado. La homogeneización se lleva a cabo para equilibrar gradientes de concentración microscópicos. El paso de homogeneización implica el calentamiento del lingote colado a una temperatura elevada (generalmente una temperatura superior a una temperatura de transición, v.g. una temperatura del solvus de la aleación, a menudo superior a 450º C y comprendida típicamente (para muchas aleaciones) en el intervalo de 500 a 630º C) durante un periodo de tiempo considerable, v.g. unas cuantas horas y generalmente hasta 30 horas.
La necesidad de este paso de homogeneización es resultado de las deficiencias de microestructura encontradas en el producto colado resultante de las etapas iniciales o etapas finales de la solidificación. A nivel microscópico, la solidificación de las aleaciones coladas DC se caracteriza por cinco eventos: (1) la nucleación de la fase primaria (cuya frecuencia puede estar asociada o no con la presencia de un afinador del grano) ; (2) la formación de una estructura celular, dendrítica o combinación de estructuras celular y dendrítica que definen un grano; (3) el rechazo de soluto por la estructura celular/dendrítica debido a las condiciones de solidificación prevalecientes distintas del equilibrio; (4) el desplazamiento del soluto rechazado que se mejora por el cambio de volumen de la fase primaria en solidificación; y (5) la concentración del soluto rechazado y su solidificación a una temperatura de reacción terminal (v.g. eutéctica) .
La estructura resultante del metal es por consiguiente muy compleja y se caracteriza por variaciones de composición a través no sólo del grano sino también en las regiones adyacentes a las fases intermetálicas en las que coexisten regiones relativamente blandas y duras en la estructura y, si no se modifican o transforman, crearán variaciones inaceptables en la propiedad de calibre final para el producto final.
La homogeneización es un término genérico utilizado generalmente para describir un tratamiento térmico designado para corregir las deficiencias microscópicas en... [Seguir leyendo]
Reivindicaciones:
1. Un método de calentamiento de un lingote metálico colado de aleación de aluminio AA3003 o AA3104, para preparar dicho lingote para mecanizado en caliente a una temperatura predeterminada, método que comprende:
(a) precalentar dicho lingote a una temperatura de nucleación que es inferior a dicha temperatura predeterminada de mecanizado en caliente y es una temperatura a la cual ocurre nucleación de precipitado en el metal para hacer que tenga lugar formación de núcleos, estando comprendida dicha temperatura de nucleación en un intervalo de 380º C a 450º C;
(b) mantener dicho lingote a dicha temperatura de nucleación, o elevar gradualmente la temperatura de dicho lingote desde dicha temperatura de nucleación a una tasa menor que 25º C/h hasta una temperatura de nucleación superior dentro de dicho intervalo de 380º C-450º C, durante un periodo de 2 a 4 horas;
(c) después de dicho paso de mantenimiento (b) , calentar ulteriormente dicho lingote hasta una temperatura de crecimiento del precipitado comprendida en un intervalo de 480º C a 550º C y mantener el lingote a dicha temperatura durante al menos 10 horas, al cabo de las cuales se produce crecimiento de precipitado para causar el crecimiento de precipitado en el metal, siendo dicha temperatura de crecimiento del precipitado mayor que la o que cada temperatura de nucleación del paso (b) ; y
(d) si dicho lingote no se encuentra ya a dicha temperatura predeterminada de mecanizado en caliente después del paso (c) , calentar adicionalmente dicho lingote hasta dicha temperatura predeterminada de mecanizado en caliente lista para el mecanizado en caliente.
2. Un método conforme a la reivindicación 1, en donde dicho aumento de temperatura en el paso (b) tiene lugar a una tasa inferior a 20º C/h.
3. Un método conforme a una cualquiera de reivindicaciones 1 a 2, caracterizado por que dicho lingote metálico colado es un lingote producido por un método que comprende los pasos de:
(i) suministrar metal fundido desde al menos una fuente a una región en la que el metal fundido está confinado periféricamente, proporcionando con ello al metal fundido una porción periférica;
(ii) enfriar la porción periférica del metal, formando con ello un lingote embriónico que tiene una envuelta externa sólida y un núcleo interno fundido;
(iii) hacer avanzar el lingote embriónico en una dirección de avance en el sentido de alejamiento de la región en la que el metal fundido está confinado periféricamente mientras se suministra metal fundido adicional a dicha región, extendiendo con ello el núcleo fundido contenido en el interior de la envuelta sólida más allá de dicha región;
(iv) enfriar una superficie externa del lingote embriónico que emerge de la región en la que el metal está confinado periféricamente dirigiendo un suministro de líquido refrigerante sobre dicha superficie externa; y
(v) retirar una cantidad eficaz del líquido refrigerante de la superficie externa del lingote embriónico en una localización en la superficie externa del lingote en la que una sección transversal del lingote perpendicular a la dirección de avance intercepta una porción de dicho núcleo fundido de tal modo que el calor interno del núcleo fundido recalienta la envuelta sólida adyacente al núcleo fundido después de la retirada de dicha cantidad eficaz de líquido refrigerante, causando con ello que las temperaturas de dichos núcleo y envuelta se aproximen cada una a una temperatura de convergencia de 425º C o mayor.
4. Un método conforme a la reivindicación 3, que incluye un método de colada directa en coquilla que comprende los pasos de:
(a) proporcionar un molde de colada directa en coquilla que tiene una o más entradas de molde y una o más salidas de molde;
(b) suministrar metal fundido a al menos una entrada del molde de colada;
(c) enfriar el molde para solidificar una porción periférica del metal, formando con ello un lingote embriónico que tiene una envuelta externa sólida;
(d) hacer avanzar continuamente el lingote embriónico más allá de al menos una salida del molde, extendiendo con ello el núcleo fundido contenido en el interior de la envuelta sólida más allá de dicha al menos una salida del molde;
(e) enfriar el lingote embriónico que emerge del molde para continuar la solidificación del mismo dirigiendo un suministro de líquido refrigerante sobre una superficie externa del lingote embriónico;
(f) hacer que dicho líquido refrigerante se retire de la superficie del lingote embriónico antes que el lingote se haya transformado en un lingote totalmente sólido a fin de que el calor interno del núcleo fundido recaliente la envuelta sólida adyacente al núcleo, causando con ello que las temperaturas de dicho núcleo y dicha envuelta se equilibren a una temperatura de convergencia, retirándose dicho líquido refrigerante de dicha superficie a una distancia de dicha al menos una salida del molde que hace que dicha temperatura de convergencia sea superior a una temperatura de transformación a la cual dicho metal sufre homogeneización in situ;
(g) enfriar dicho lingote o dejar que dicho lingote se enfríe.
5. Un método conforme a la reivindicación 5, caracterizado por que dicha temperatura de transformación es 425º C o mayor.
6. Un método conforme a una cualquiera de las reivindicaciones anteriores, caracterizado por que dicho lingote se calienta a dicha temperatura de nucleación a una tasa media de aproximadamente 50º C por hora.
7. Un método conforme a una cualquiera de las reivindicaciones anteriores, en el que la temperatura de mecanizado en caliente es una temperatura comprendida el intervalo de 480º C a 550º C.
8. Un método conforme a una cualquiera de las reivindicaciones anteriores, en el que la temperatura de crecimiento de precipitado se mantiene durante un período de tiempo que prolonga un periodo del paso total de precalentamiento a un intervalo de 10 a 24 horas.
Patentes similares o relacionadas:
 Artículo pozo adentro corrosible, del 25 de Marzo de 2020, de MAGNESIUM ELEKTRON LIMITED: Un artículo pozo adentro corrosible que comprende una aleación de magnesio, la aleación de magnesio comprende:
(a) 0,01-10% en peso de uno o más de Ni, Co, Ir, Au, Pd o Cu,
[…]
Artículo pozo adentro corrosible, del 25 de Marzo de 2020, de MAGNESIUM ELEKTRON LIMITED: Un artículo pozo adentro corrosible que comprende una aleación de magnesio, la aleación de magnesio comprende:
(a) 0,01-10% en peso de uno o más de Ni, Co, Ir, Au, Pd o Cu,
[…]
Cuadro fundido de motocicleta y alojamiento de motor integrados, del 6 de Septiembre de 2017, de Faster Faster Inc: Un cuadro de motocicleta eléctrica , incluyendo el cuadro: una primera estructura de cuadro incluyendo: un primer tubo de torsión completamente […]
Dispositivo y procedimiento de obtención de lodos semisólidos, del 5 de Abril de 2017, de CIE AUTOMOTIVE, S.A.: Equipo de fabricación de piezas metálicas por inyección, que comprende una mesa vibratoria, un equipo inyector de alta presión y un dispositivo […]
 Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
Procedimiento para la producción de un componente de motor y componente de motor, del 30 de Noviembre de 2015, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la producción de un componente de motor, en particular, de un émbolo para un motor de combustión, en el que se cuela una aleación […]
 Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio, del 29 de Julio de 2015, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , […]
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio, del 29 de Julio de 2015, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , […]
 Aparato de colada de aleación, del 10 de Diciembre de 2013, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un aparato de colada que permite el flujo y alimentación por gravedad de aleación en una operación decolada, en el que el aparato tiene una vasija de […]
Aparato de colada de aleación, del 10 de Diciembre de 2013, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un aparato de colada que permite el flujo y alimentación por gravedad de aleación en una operación decolada, en el que el aparato tiene una vasija de […]
 METODO MEJORADO PARA RECICLAR UN MATERIAL COMPUESTO AL-B, C, del 29 de Octubre de 2010, de ALCAN INTERNATIONAL LIMITED: Un método para recuperar un material de desecho compuesto, de Al-B4C, que comprende:
a) calentar un baño líquido de aluminio fundido a una temperatura del baño […]
METODO MEJORADO PARA RECICLAR UN MATERIAL COMPUESTO AL-B, C, del 29 de Octubre de 2010, de ALCAN INTERNATIONAL LIMITED: Un método para recuperar un material de desecho compuesto, de Al-B4C, que comprende:
a) calentar un baño líquido de aluminio fundido a una temperatura del baño […]