Aparato de colada de aleación.
Un aparato de colada (10) que permite el flujo y alimentación por gravedad de aleación (15) en una operación decolada,
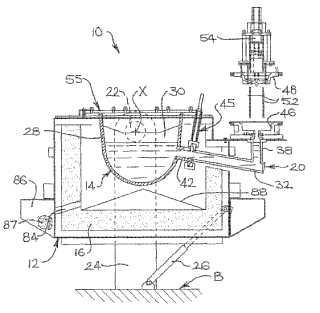
en el que el aparato (10) tiene una vasija de suministro (14) para mantener un suministro de aleación (15), unhorno (16) en el cual está contenida la vasija (14), y en el que se puede calentar la vasija (14) para mantener elsuministro de aleación (15) a una temperatura de colada adecuada, un molde (18) montado lateralmente por fuera de lavasija (14) en relación con el horno (16), un conducto (20) que proporciona comunicación entre la vasija (14) y el molde(18), y medios (22, 24, 26) para inclinar de modo reversible un conjunto (12) que incluye el horno (16), la vasija (14) y elmolde (18) alrededor de un eje horizontal X para permitir o impedir el flujo de aleación (15) desde la vasija (14) a unacavidad (50) del molde definida por el molde (18); caracterizado porque el molde (18) tiene una parte inferior (46)mediante la cual el molde (18) es montado en relación con el horno (16), y una parte superior (48) que es desplazablecon relación al horno (16) para abrir y cerrar el molde (18), el molde (18) está dotado de unos medios de alimentación(58, 60, 72) para suministrar un gas de cobertura de protección a la cavidad (50) del molde para proteger la superficie dela aleación fundida (15), en el segundo extremo (38) del conducto (20), cuando el molde (18) está abierto, y los mediosde alimentación (58, 60, 72) son accionables para proporcionar un gas de protección al molde (18) para su flujo en lacavidad (50) del molde tras la solidificación de la aleación (15) en el mismo, y justo antes de inclinar el conjunto (12) de laposición de colada a la posición de no colada, por lo que, cuando la aleación fundida (15) se retira del molde (18), unareducción de presión resultante en el segundo extremo (38) del conducto (20) permite que el gas de protección fluya enel segundo extremo (38) del conducto (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2005/001315.
Solicitante: COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION.
Nacionalidad solicitante: Australia.
Dirección: LIMESTONE AVENUE CAMPBELL, ACT 2601 AUSTRALIA.
Inventor/es: CARRIG,JOHN FRANCIS, DE LOOZE,GEOFFREY, NGUYEN,THANG TRAN, ALGUINE,VLADIMIR NIKOLAI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D18/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 18/00 Colada con presión; Colada en vacío (B22D 17/00 tiene prioridad; tratamiento del metal en el molde utilizado presión o vacío B22D 27/00). › Colada a baja presión, es decir, utilizando una presión de algunos bares como máximo para llenar el molde.
- B22D21/04 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de aluminio o magnesio.
- B22D23/00 B22D […] › Procedimientos de colada no previstos en los grupos B22D 1/00 - B22D 21/00 (fabricación de polvos metálicos por colada B22F 9/08; soldadura aluminotérmica B23K 23/00; refusión de metales C22B 9/16).
- B22D35/00 B22D […] › Equipo para el transporte del metal líquido hasta los lechos de fundición o hasta los moldes (B22D 37/00 - B22D 41/00 tienen prioridad; especialmente adaptados a procedimientos o máquinas particulares, veánse los grupos apropiados).
- B22D37/00 B22D […] › Control o regulación de la colada de metal líquido desde un recipiente de mantenimiento del baño en fusión (B22D 39/00, B22D 41/00 tienen prioridad; especialmente adaptados a procedimientos o a máquinas particulares, veánse los grupos apropiados de la presente subclase).
- B22D41/01 B22D […] › B22D 41/00 Recipientes de mantenimiento de un baño en fusión, p. ej. cucharas, artesas de colada, fosos de colada o sistemas análogos (B22D 39/00, B22D 43/00 tiene prioridad). › Medios de calentamiento.
- B22D41/04 B22D 41/00 […] › capaces de bascular.
- B22D41/06 B22D 41/00 […] › Equipo para el basculamiento.
PDF original: ES-2433365_T3.pdf
Fragmento de la descripción:
Aparato de colada de aleación Campo de la invención Esta invención se refiere a un aparato de colada de aleación.
Antecedentes de la invención Existe una necesidad de un aparato de colada por gravedad versátil que esté bien adaptado a las necesidades de las fundiciones para la producción económica de componentes de alta integridad. La presente invención está dirigida a satisfacer esa necesidad y, concretamente, a proporcionar un aparato de fundición útil en la producción de coladas de aleaciones de magnesio.
El documento de patente japonesa nº JP-A-03118956 divulga un aparato y un procedimiento de colada inclinable. Específicamente, se divulga un proceso para el tratamiento de un material retornado inclinando integralmente una vasija de metal fundido y un molde, vertiendo el metal fundido en la vasija de metal fundido en una cavidad en el molde y colando.
Sumario general de la invención De acuerdo con un aspecto de la presente invención, se proporciona un aparato de colada como se especifica en la reivindicación 1. De acuerdo con otro aspecto de la presente invención, se proporciona un molde como se especifica en la reivindicación 28. De acuerdo con un aspecto adicional de la presente invención, se proporciona un proceso para colar una aleación como se especifica en la reivindicación 29.
El aparato de colada proporcionado por la presente invención tiene un conjunto oscilante reversiblemente que permite el flujo y alimentación por gravedad de una aleación en una operación de colada. El conjunto incluye una vasija de suministro de aleación, en forma de Un crisol de reserva, una retorta o un tanque, un horno en el que está contenida la vasija, y un molde con el cual está en comunicación la vasija. El conjunto se puede inclinar en una dirección alrededor de un eje sustancialmente horizontal para permitir el flujo de la aleación hasta al menos una cavidad del molde definida por el molde, y en la dirección opuesta para impedir ese flujo.
El aparato puede estar adaptado o ser adecuado para su uso con cualquier aleación colada por gravedad. Sin embargo, es particularmente adecuado para su uso con magnesio y aleaciones de magnesio, denominadas aquí colectivamente como aleación de magnesio. Esto es debido a que el aparato permite que se adapten características particulares involucradas en el manejo y colado de aleaciones de magnesio fundido. Así pues, aunque la invención puede ser de más amplia aplicación, se describe aquí principalmente con referencia a una aleación de magnesio.
El aparato de colada de acuerdo con la presente invención tiene una vasija de suministro para mantener un suministro de aleación, un horno en el cual está contenida la vasija y en el que la vasija puede ser calentada para mantener el suministro de aleación a una temperatura de colada adecuada, un molde montado lateralmente por fuera de la vasija y sobre, o en una relación con, el horno, un conducto que proporciona comunicación entre la vasija y el molde, y medios 45 para inclinar de modo reversible un conjunto que incluye el horno, la vasija y el molde alrededor de un eje sustancialmente horizontal para permitir o impedir el flujo de la aleación de la vasija a una cavidad del molde definida por el molde.
En el aparato, los medios para inclinar de modo reversible del conjunto pueden ser capaces de funcionar en al menos el primero de dos posibles modos. El primero de los dos modos puede ser utilizado para el funcionamiento del aparato en un número de ciclos de colada repetidos. En el primer modo, el conjunto puede ser inclinado entre una primera posición de no colada que ocupa al acabar un ciclo y antes de comenzar el siguiente ciclo, y en la cual se impide el flujo de aleación de la vasija al molde, y una segunda posición de colada que permite el flujo de la vasija al molde. El segundo modo puede ser utilizado al finalizar una tanda de colada o para permitir el mantenimiento o reparación del aparato. En el
segundo modo, el conjunto puede ser inclinado hasta una tercera posición de almacenamiento, que está más allá de la posición de no colada en una dirección que se aleja de la posición de colada. Cuando el conjunto está en la posición de almacenamiento, la aleación retenida en el conducto durante la oscilación en el primer modo puede ser drenada de nuevo al interior de la vasija.
La vasija puede albergar un volumen de aleación fundida que es sustancialmente más grande que el volumen de aleación consumido en un ciclo de colada. Preferiblemente, la vasija puede recibir la aleación fresca que se requiera para mantener una superficie superior libre de la aleación a nivel sustancialmente constante con relación a la vasija cuando conjunto está en la posición de no colada. Sin embargo, la superficie de la aleación puede variar respecto a un nivel constante dentro de un intervalo relativamente estrecho. La magnitud de este intervalo puede variar con el tamaño del 65 aparato, pero puede ser, por ejemplo, no superior a, aproximadamente +/- 30 mm, tal como aproximadamente +/- 15 mm de un nivel deseable. Se puede suministrar aleación a la vasija desde un horno más grande, contiguo al aparato, tal
como por una acción de sifón. Alternativamente, se puede añadir aleación a la vasija de vez en cuando, cuando sea necesario entre ciclos sucesivos, tal como añadiendo aleación sólida para ser fundida en la vasija.
Las posiciones hasta las cuales se puede inclinar el conjunto se pueden conseguir haciéndolo pivotar a posiciones angulares fijadas. Esto incluye cada una de las tres posiciones detalladas anteriormente, así como una cuarta posición detallada aquí más adelante. Sin embargo, puede ser beneficioso que el conjunto pueda ser inclinado de la posición de no colada a la posición de colada a través de un ángulo que aumenta suficientemente en ciclos de colada sucesivos para conseguir una altura de colada sustancialmente uniforme para cada ciclo. Esto es, el aumento en el ángulo de inclinación puede estar diseñado para tener en cuenta la pérdida de metal fundido en cada ciclo de colada. Por supuesto, existen límites al número de ciclos sobre los cuales es práctico aumentar el ángulo de inclinación antes de que sea necesario aumentar el volumen de aleación en la vasija.
En una forma, el conducto tiene un primer extremo en la vasija en una posición que está lo más preferiblemente por debajo del nivel de aleación en la vasija cuando el conjunto está en una posición de no colada. La disposición es tal que una altura de colada de aleación fundida por encima de esa posición puede ser mantenida durante la oscilación del conjunto en el primer modo, y tal que la altura de colada de aleación aumente a medida que el conjunto se inclina de la posición de no colada a la posición de colada. Con el conjunto en la posición de colada, la altura de colada alcanza un máximo, con el nivel de aleación en la vasija lo suficientemente por encima del punto más alto en la cavidad del molde para asegurar un llenado completo de la cavidad del molde.
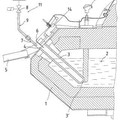
Desde la posición desde la cual se extiende el conducto, el conducto pasa desde la vasija, y lateralmente a través de una pared del horno y hacia fuera hasta un segundo extremo en el molde. El conducto comunica con el molde, al menos en formas preferidas de la invención, de un modo que permite que la aleación fluya hacia arriba y llene la cavidad del molde bajo la altura de colada de aleación establecida en la vasija cuando el conjunto está en la posición de colada. Aunque no es esencial, es preferible que el conducto se comunique con la cavidad del molde en una posición que, con el conjunto en la posición de no colada, esté directamente por debajo de la cavidad del molde. En cualquier caso, el molde se sitúa lo más preferiblemente lateralmente por fuera de la vasija y a una altura tal que, con el conjunto en su posición de no colada y el molde abierto, el nivel de aleación en cada uno de la vasija y el conducto esté en el mismo plano horizontal que se extiende contiguamente al segundo extremo del conducto y una parte fija del molde.
El conducto es preferiblemente relativamente largo. La primera parte del conducto dentro del horno es calentada por el horno, reduciendo así el riesgo de un enfriamiento excesivo de la aleación en su flujo hacia el molde. La segunda parte del conducto entre el horno y el molde está protegida preferiblemente de un enfriamiento excesivo. Para esta protección, el conducto puede ser de un material aislante refractario al calor, o la segunda parte puede estar dotada de una camisa de aislamiento. Sin embargo, la segunda parte del conducto, concretamente cuando es de un metal adecuado tal como acero, está preferiblemente calefactada, tal como proporcionando una bobina de... [Seguir leyendo]
Reivindicaciones:
1. Un aparato de colada (10) que permite el flujo y alimentación por gravedad de aleación (15) en una operación de colada, en el que el aparato (10) tiene una vasija de suministro (14) para mantener un suministro de aleación (15) , un 5 horno (16) en el cual está contenida la vasija (14) , y en el que se puede calentar la vasija (14) para mantener el suministro de aleación (15) a una temperatura de colada adecuada, un molde (18) montado lateralmente por fuera de la vasija (14) en relación con el horno (16) , un conducto (20) que proporciona comunicación entre la vasija (14) y el molde (18) , y medios (22, 24, 26) para inclinar de modo reversible un conjunto (12) que incluye el horno (16) , la vasija (14) y el molde (18) alrededor de un eje horizontal X para permitir o impedir el flujo de aleación (15) desde la vasija (14) a una cavidad (50) del molde definida por el molde (18) ; caracterizado porque el molde (18) tiene una parte inferior (46) mediante la cual el molde (18) es montado en relación con el horno (16) , y una parte superior (48) que es desplazable con relación al horno (16) para abrir y cerrar el molde (18) , el molde (18) está dotado de unos medios de alimentación (58, 60, 72) para suministrar un gas de cobertura de protección a la cavidad (50) del molde para proteger la superficie de la aleación fundida (15) , en el segundo extremo (38) del conducto (20) , cuando el molde (18) está abierto, y los medios de alimentación (58, 60, 72) son accionables para proporcionar un gas de protección al molde (18) para su flujo en la cavidad (50) del molde tras la solidificación de la aleación (15) en el mismo, y justo antes de inclinar el conjunto (12) de la posición de colada a la posición de no colada, por lo que, cuando la aleación fundida (15) se retira del molde (18) , una reducción de presión resultante en el segundo extremo (38) del conducto (20) permite que el gas de protección fluya en el segundo extremo (38) del conducto (20) .
2. El aparato (10) de la reivindicación 1, caracterizado además porque los medios (22, 24, 26) para inclinar de modo reversible del conjunto (12) son accionables para inclinar el conjunto (12) entre una primera posición de no colada que ocupa al acabar un ciclo y antes de comenzar el siguiente ciclo, y en la cual se evita el flujo de aleación (15) de la vasija
(14) al molde (18) , y una segunda posición de colada que permite el flujo de la vasija (14) al molde (18) . 25
3. El aparato (10) de la reivindicación 2, caracterizado además porque los medios (22, 24, 26) para inclinar de modo reversible el conjunto (12) son accionables para inclinar el conjunto (12) a una tercera posición de almacenamiento que está más allá de la posición de no colada en una dirección que se aleja de la posición de colada y en la cual la aleación
(15) en el conducto (20) puede drenar a la vasija (14) .
4. El aparato (10) de la reivindicación 3, caracterizado además porque los medios (22, 24, 26) para inclinar el conjunto
(12) son accionables para inclinar el conjunto (12) alejándolo de la tercera posición, a través y más allá de la posición de colada hasta una cuarta posición de vaciado de la aleación (15) .
6. El aparato (10) de una cualquiera de las reivindicaciones 1 a 5, caracterizado además porque el conducto (20) tiene un primer extremo en la vasija (14) en una posición en la cual está por debajo del nivel de aleación (15) en la vasija (14) cuando el conjunto (12) está en la posición de no colada, por lo que una altura de colada de aleación fundida (15) por encima de esa posición puede ser mantenida durante la inclinación del conjunto (12) de la posición de no colada a la posición de colada, y en el que la altura de colada de aleación (15) aumenta a medida que el conjunto (12) se inclina de la posición de no colada a la posición de colada.
7. El aparato (10) de la reivindicación 6, caracterizado además porque con el conjunto (12) en la posición de colada, la altura de colada está en un máximo, con el nivel de aleación (15) en la vasija (14) lo suficientemente por encima del punto más alto en la cavidad (50) del molde para asegurar el llenado completo de la cavidad (50) del molde.
8. El aparato (10) de la reivindicación 6 o de la reivindicación 7, caracterizado además porque de la posición desde la cual se extiende el conducto (20) , el conducto (20) pasa de la vasija (14) , y lateralmente a través de una pared del horno
(16) y hacia fuera hacia un segundo extremo (38) del molde (18) , y en el que el conducto (20) comunica con el molde
(18) de un modo que permite que la aleación (15) fluya hacia arriba y llene la cavidad (50) del molde bajo la altura de
colada de aleación (15) establecida en la vasija (14) cuando el conjunto (12) está en la posición de colada. 55
9. El aparato (10) de la reivindicación 8, caracterizado además porque el conducto (20) comunica con la cavidad (50) del molde en una posición en la cual, con el conjunto (12) en la posición de no colada, está directamente por debajo de la cavidad (50) del molde.
10. El aparato (10) de una cualquiera de las reivindicaciones 6 a 9, caracterizado además porque el molde (18) está situado lateralmente por fuera de la vasija (14) .
11. El aparato (10) de una cualquiera de las reivindicaciones 1 a 10, caracterizado además porque una primera parte del conducto (20) dentro del horno (16) se puede calentar por el horno (16) , reduciendo así el riesgo de un enfriamiento
excesivo de la aleación (15) al fluir hacia el molde (18) , y una segunda parte del conducto (20) entre el horno (16) y el molde (18) está protegida de un enfriamiento excesivo.
12. El aparato (10) de la reivindicación 11, caracterizado además porque el conducto (20) es de un material refractario térmicamente aislante.
13. El aparato de la reivindicación 11, caracterizado además porque la segunda parte del conducto (20) está dotada de una camisa de aislamiento.
14. El aparato (10) de la reivindicación 12, caracterizado además porque la segunda parte del conducto (20) se puede calentar mediante una bobina de resistencia eléctrica alrededor de la segunda parte.
15. El aparato (10) de una cualquiera de las reivindicaciones 1 a 14, caracterizado además porque el conducto (20) tiene una parte principal de su longitud que se extiende a través y hacia fuera del horno (16) está inclinado hacia abajo con relación al conjunto (12) en la posición de no colada.
16. El aparato (10) de la reivindicación 15, caracterizado además porque la parte principal del conducto (20) está inclinada en un ángulo de 5° a 15° con respecto a la horizontal.
17. El aparato (10) de la reivindicación 15 o de la reivindicación 16, caracterizado además porque el conducto (20) desde el extremo de la parte principal más alejado de la vasija (14) tiene una parte más corta que se extiende hacia arriba hasta el molde (18) .
18. El aparato (10) de la reivindicación 17, caracterizado además porque las longitudes de las partes principal y más corta, y el ángulo con el cual la parte principal se inclina hacia abajo con respecto a la horizontal, son tales que es necesario un ángulo de inclinación de 15° a 30° para permitir que el conjunto (12) pivote entre las posiciones de no
colada y de colada.
19. El aparato (10) de una cualquiera de las reivindicaciones 1 a 18, caracterizado además porque la vasija (14) tiene una pared derecha desde la cual se extiende el conducto (20) con la pared a un ángulo con respecto a la vertical con el conjunto (12) en la posición de no colada por lo que, cuando el conjunto (12) pivota desde esa posición, la altura de colada de aleación (15) por encima de la posición desde la cual se extiende el conducto (12) puede aumentar a medida que el conjunto (12) pivota hasta la posición de colada.
20. El aparato (10) de la reivindicación 19, caracterizado además porque el eje X alrededor del cual puede pivotar el conjunto (12) está separado horizontalmente más allá de la línea central de la vasija (14) en una dirección que se aleja
de esa posición, de modo tal que el espaciado entre el eje X y la posición sea al menos un 40% de la longitud de la parte principal del conducto (20) .
21. El aparato (10) de una cualquiera de las reivindicaciones 1 a 20, caracterizado además porque la vasija (14) comprende una cubeta que tiene forma de U en sección transversal perpendicular al eje de inclinación X, el conducto (20) se extiende de una de las paredes laterales opuestas definida por la forma de U, y el eje de inclinación X está desplazado hacia o más allá de la otra de esas paredes.
22. El aparato (10) de la reivindicación 21, en el que la vasija (14) tiene una tapa que permite mantener una atmósfera protectora sobre la superficie de la aleación (15) . 45
23. El aparato (10) de la reivindicación 21 o de la reivindicación 22, caracterizado además porque la vasija (14) tiene un deflector o partición transversal que divide el interior de la vasija (14) en dos cámaras o secciones, el conducto (20) se extiende de una primera de las cámaras o secciones, y la vasija (14) está adaptada para suministrar aleación fresca (15) a la segunda cámara o sección.
24. El aparato (10) de la reivindicación 23, caracterizado además porque el deflector permite que una aleación fresca (15) suministrada a la segunda cámara fluya a través de la primera cámara desde la cual se extiende el conducto (20) , a la vez que impide que grumos sólidos de aleación (15) presentes en la segunda cámara de carga obstaculicen el flujo de aleación (15) de la primera cámara de colada al conducto (20) durante una operación de colada.
25. El aparato (10) de una cualquiera de las reivindicaciones 1 a 24, caracterizado además porque el gas de cobertura puede fluir en la cavidad (50) del molde a lo largo de uno o más canales formados en una o en cada una de las partes de molde (18) en un plano de partición.
26. El aparato (10) de la reivindicación 25, caracterizado además porque se incluyen medios (58, 60, 72) mediante los cuales el gas puede ser suministrado a una cámara que se extiende alrededor de la periferia del molde (18) para fluir desde la cámara a la cavidad (50) del molde (18) a lo largo de una pluralidad de pasajes.
27. El aparato (50) de una cualquiera de las reivindicaciones 1 a 26, caracterizado además porque el aparato (10) incluye
medios (58, 60, 72) para temporizar el suministro de gas de protección como sea apropiado, en respuesta a parámetros de funcionamiento de la colada.
28. Un molde (18) para su uso con un aparato de colada de acuerdo con cualquiera de las reivindicaciones 1-27 para el suministro de aleación fundida (15) a una cavidad (50) del molde (18) en una operación de colada, en el que el molde (18) tiene partes de molde entre las cuales se define la cavidad (50) del molde en el molde (18) , teniendo el molde (18) 5 accesorios de montaje mediante los cuales el molde (18) se puede montar en un segundo extremo (22) de un conducto (20) de la instalación, el molde (18) tiene una abertura de entrada que comunica con la cavidad (50) del molde, y a través de la cual el molde (18) puede recibir aleación fundida (15) del conducto (20) para llenar la cavidad del molde (50) , caracterizado porque el molde (18) está provisto de un sistema de suministro (58, 60, 72) accionable para proporcionar un gas de protección para su flujo en la cavidad (50) del molde, como respuesta a la solidificación y contracción de la aleación (15) en la cavidad (50) del molde, por lo que el gas de protección puede ser extraído hacia la entrada por succión en la abertura de entrada creada por la retracción de la aleación fundida en el conducto (20) .
29. Un proceso de colada de una aleación (15) por flujo de gravedad y alimentación de la aleación (15) , en el que el proceso incluye las etapas de:
proporcionar un conjunto (12) que incluye un horno (16) , una vasija de suministro (14) contenida en el horno (16) un molde (18) que define una cavidad (50) del molde y montado lateralmente por fuera de la vasija de suministro (14) en relación con, y más allá de, el horno (16) , y un conducto (20) que se extiende hacia fuera desde el horno (16) y que proporciona comunicación entre la vasija de suministro (14) y el molde (18) para permitir el llenado por gravedad del
molde (18) desde abajo;
proporcionar una vasija de suministro (14) con un suministro de aleación de metal (15) , tal como una aleación de magnesio (15) , para mantener en la vasija (14) una cantidad de aleación (15) dentro de un intervalo requerido;
calentar la vasija de suministro (14) mediante el funcionamiento del horno (16) para poner la aleación (15) a una temperatura de colada fundida adecuada;
inclinar el conjunto (12) de una posición de no colada, en la cual, con la cantidad de aleación (15) en la vasija (14) dentro del intervalo requerido, un nivel común de aleación (15) en la vasija de suministro (14) y el conducto (20) está por debajo del molde (18) , y una posición de colada en la cual el nivel de aleación (15) en la vasija de suministro (14) se eleva con relación al molde (18) hasta una altura a la cual la aleación (15) puede fluir desde la vasija de suministro (14) para desplazar la aleación (15) a lo largo del conducto (20) por gravedad para conseguir un llenado por gravedad de la cavidad (50) del molde (18) ; e inclinar el conjunto (12) de la posición de colada hasta la posición de no colada, tras la solidificación de la aleación (15) en la cavidad (50) del molde, para retraer la aleación (15) en el conducto (20) desde el molde (18) ; y
caracterizado porque el proceso incluye además las etapas de:
suministrar un gas de protección a la cavidad (50) del molde tras completar el llenado de la cavidad (50) del molde con la aleación (15) , y
mantener el suministro de dicho gas a la cavidad (50) del molde durante la solidificación de la aleación (15) y permitir que dicho gas entre la cavidad (50) del molde tras la solidificación de la aleación (15) en la misma, y que fluya en un extremo 45 contiguo de dicho conducto (20) a medida que la aleación fundida (15) se retrae del molde (18) tras inclinar el conjunto (12) hacia la posición de no colada.
Patentes similares o relacionadas:
Dispositivo y procedimiento para la dosificación de material fundido, del 22 de Mayo de 2019, de STRIKOWESTOFEN GMBH: Dispositivo para la dosificación o el transporte discontinuo de un material líquido o fundido con uno o varios elementos de canalón (5, 6a, 6b) para […]
Aparato de control y posicionamiento de una varilla de obturación para el control del flujo de metal fundido a través de una boquilla, del 6 de Marzo de 2019, de INDUCTOTHERM CORP.: Un aparato de control y posicionamiento de varilla de detención para el control de un flujo de un metal fundido a través de una boquilla dispuesta en la parte […]
Caja de contención y vertido de metal fundido con boquillas de vertido duales, del 23 de Enero de 2019, de INDUCTOTHERM CORP.: Una caja de contención y vertido de metal fundido para contener un volumen de un metal fundido (M) a una temperatura de fundición, donde la caja de contención […]
Estación y procedimiento para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte así como una disposición y un sistema con una estación de este tipo, del 5 de Diciembre de 2018, de Hydro Aluminium Rolled Products GmbH: Estación para trasladar una masa fundida de metal desde un horno de fusión hacia un crisol de transporte , - con un […]
 Procedimiento y dispositivo para la dosificación de metal fundido, del 17 de Abril de 2013, de STRIKOWESTOFEN GMBH: Procedimiento para la dosificación de metal fundido desde un recipiente a través de un tubo dosificador insertado en el recipiente, en el que el metal fundido […]
Procedimiento y dispositivo para la dosificación de metal fundido, del 17 de Abril de 2013, de STRIKOWESTOFEN GMBH: Procedimiento para la dosificación de metal fundido desde un recipiente a través de un tubo dosificador insertado en el recipiente, en el que el metal fundido […]
APARATO PARA FORMAR PIEZAS FUNDIDAS METALICAS., del 16 de Marzo de 2007, de BBS RIVA S.P.A.: Un aparato para formar piezas fundidas metálicas, particularmente con conexión hidráulica entre el horno de mantenimiento y el molde, comprendiendo: - al menos un conducto […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL LLENADO CON CONTROL DEL PESO DE COQUILLAS EN MAQUINAS DE FUNDICION NO FERREA., del 16 de Agosto de 2006, de SMS DEMAG AKTIENGESELLSCHAFT: Procedimiento para el llenado con peso exacto de coquillas de una máquina de fundición no férrea, por ejemplo, una máquina de fundición de ánodos de cobre […]
MÉTODO PARA VERTER MASA FUNDIDA DESDE UN RECIPIENTE METALÚRGICO BASCULANTE, ASÍ COMO INSTALACIÓN PARA LA EJECUCIÓN DE DICHO MÉTODO, del 18 de Enero de 2012, de Siemens VAI Metals Technologies GmbH: Método para verter masa fundida de escoria y/o de acero a partir de un convertidor de acero en una cuchara o una cubeta de escoria , que […]