Procedimiento de fabricación de moldes para la elaboración de quesos y molde obtenido con dicho procedimiento.
Procedimiento de fabricación de moldes para la elaboración de quesos y molde obtenido con dicho procedimiento,
comprendiendo el procedimiento las etapas: A) Elección de, al menos, dos variedades de un mismo polietileno en polvo, donde la primera variedad de polietileno en polvo presenta un tamaño medio del poro inferior a 60 μm y una dureza inferior a 2 MPa, y la segunda variedad de polietileno en polvo presenta un tamaño medio del poro superior a 120 μm y una dureza superior a 7 MPa; B) Mezclar las variedades de polietileno en polvo y depositar la mezcla por gravedad en una matriz (4) de fabricación de un molde (5); C) Calentar la mezcla a una temperatura superior a 180°C durante un tiempo comprendido entre 2 y 3 horas; D) Dejar enfriar la matriz (4) y extraer el molde (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231700.
Solicitante: MECANIZADOS BUSQUI, S.L.
Nacionalidad solicitante: España.
Inventor/es: BUSQUI LLORENS, MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A01J25/13 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01J FABRICACION DE PRODUCTOS LACTEOS (para los aspectos químicos, ver la subclase A23C). › A01J 25/00 Fabricación del queso (recubrimiento del queso A01J 27/02). › Moldes para esta finalidad.
- B29C67/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › para la fabricación de objetos porosos o celulares, p. ej. espumas plásticas, espumas alveolares.
Fragmento de la descripción:
PROCEDIMIENTO DE FABRICACIÓN DE MOLDES PARA LA ELABORACIÓN DE QUESOS Y MOLDE OBTENIDO CON DICHO PROCEDIMIENTO
Sector de la técnica La presente invención está relacionada con los moldes empleados para la elaboración de quesos.
Estado de la técnica La fabricación en serie de quesos se lleva a cabo convencionalmente en unos moldes de material plástico, formados por un cuerpo cilíndrico que va cerrado por su parte superior 15 mediante una tapa que generalmente es del mismo material plástico que el cuerpo cilíndrico. El interior de los moldes suele presentar unos relieves, o formas, para dar una apariencia estética artesanal a la corteza de los quesos. La apariencia artesanal de los quesos se consigue mediante formas, o relieves, definidos en la pared interior de los moldes, o mediante una tela que va dispuesta en el interior del molde y que se retira tras la fabricación del queso.
Para la fabricación del queso, el interior del molde se rellena con leche cuajada, la cual va siendo prensada durante la fabricación del queso para ir eliminado paulatinamente el suero de la leche. La eliminación del suero se consigue a través de las paredes del molde, para lo cual se mecanizan perforaciones a modo de poros en las paredes del molde. Este proceso de mecanizado encarece el coste del molde y por limitaciones mecánicas no permite obtener un adecuado tamaño del poro de las perforaciones.
Para un adecuado desalojo del suero se conocen moldes con paredes formadas de material
poroso. Así, por ejemplo, la Patente US3287807 da a conocer un molde para la elaboración de queso, que se fabrica mediante un proceso de sinterización, en donde partículas individuales de polietileno se agrupan entre sí para formar un material poroso. Este proceso permite obtener moldes porosos sin necesidad de realizar ningún mecanizado.
El problema que se están encontrando los fabricantes de moldes para quesos es, sin embargo, obtener un molde que tenga una adecuada relación de porosidad y rigidez, ya que normalmente los moldes que presentan una adecuada porosidad para favorecer el desalojo del suero suelen ser excesivamente débiles y tienden a romperse o estropearse cuando son manipulados en las líneas de producción.
La patente española ES2152129 da a conocer a su vez un molde para la obtención de quesos, formado por una parte con estructura porosa que favorece la extracción del suero y otra parte no porosa con resistencia mecánica. Está solución permite disponer un molde que desaloja adecuadamente el suero y que presenta una zona rígida que permite su adecuada manipulación en la línea de producción; sin embargo se requiere un ensamblado de las partes que conforman el molde, lo cual encarece el coste de fabricación del mismo.
La patente española ES2144331 da a conocer, por su parte, un procedimiento de fabricación de moldes de queso realizados con una estructura porosa monopieza. El procedimiento consiste en seleccionar un polímero, o mezcla de polímeros, a los que se les adiciona un componente hidrosoluble (cloruro sódico) para aumentar el tamaño del poro. El polímero y el componente hidrosoluble se comprimen y se someten a temperaturas entre 135 ºC y 172 ºC. Posteriormente se enfría, se extrae el molde, y se somete a la acción de agua para extraer el cloruro sódico.
Objeto de la invención De acuerdo con la invención se propone un procedimiento alternativo para la fabricación de moldes para elaborar queso.
Este procedimiento de fabricación de moldes para la elaboración de quesos, según la invención, comprende las siguientes etapas:
A) Elección de, al menos, dos variedades de un mismo polietileno en polvo, donde la primera variedad de polietileno en polvo presenta un tamaño medio del poro inferior a 60
m y una dureza inferior a 2 MPa, y la segunda variedad de polietileno en polvo presenta un tamaño medio del poro superior a 120
m y una dureza superior a 7 MPa;
B) Mezclar las variedades de polietileno y depositarlas por gravedad en una matriz de fabricación del molde; C) Calentar la mezcla alojada en la matriz a una temperatura superior a 180 ºC, durante un tiempo comprendido entre 2 y 3 horas. Particularmente la mezcla se calienta en un horno a una temperatura comprendida entre 180 ºC y 230 ºC durante un tiempo aproximado de dos horas y media.
D) Dejar enfriar la matriz y extraer el molde. La matriz se deja enfriar a temperatura ambiente, o bien se enfría mediante agua hasta que pueda ser manipulada.
Se ha previsto, para prevenir la formación de microorganismos, adicionar a la mezcla de variedades de polietileno un principio biológicamente activo con iones de zinc, en una proporción de entre el 1% y 3% del peso de la mezcla.
El principio biológicamente activo se adiciona directamente a la mezcla de variedades de polietileno, o bien se adiciona a la mezcla contenido en unas micro capsulas que liberan el principio de una manera controlada.
Al emplear distintas variedades de un mismo tipo de polietileno en polvo con diferentes características de porosidad y dureza, no es necesario emplear un componente hidrosoluble para aumentar el tamaño del poro del material de formación del molde, como en otras soluciones anteriores, y por lo tanto al finalizar en proceso de fabricación del molde no hay que extraer el componente hidrosoluble. Además, con ello se reduce el tiempo total que es necesario para la sinterización de las variedades de polietileno en el horno.
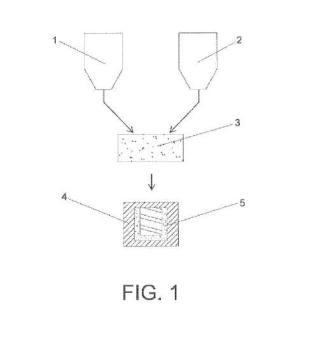
Descripción de las figuras La figura 1 muestra un esquema del procedimiento de fabricación de moldes para la elaboración de quesos, según la invención.
Descripción detallada de la invención El procedimiento de fabricación de moldes para la elaboración de quesos, según la invención, comprende, en primer lugar, la elección de al menos dos variedades de un mismo tipo de polímero en polvo de diferentes características, concretamente distintas variedades de polietileno en polvo. Para lograr una adecuada relación de porosidad y dureza, la primera variedad de polietileno en polvo se elige de manera que presenta un tamaño medio del poro inferior a 60
m y una dureza inferior a 2 MPa, y la segunda variedad de polietileno en polvo se elige de manera que presenta un tamaño medio del poro superior a 120
m y una dureza superior a 7 MPa.
Según se puede observar en el esquema representado en la figura 1, desde una primera tolva (1) se suministra una primera variedad de polietileno en polvo, mientras que desde una segunda tolva (2) se suministra otra variedad de polietileno en polvo. Las tolvas (1, 2) se conectan con un mezclador (3) en donde se mezclan las variedades de polietileno en polvo.
Desde el mezclador (3) se hace caer por gravedad la mezcla de las variedades de polietileno en polvo, hacia una matriz (4) destinada para la fabricación de un molde (5) para la elaboración de quesos. Para asegurar una distribución uniforme de la mezcla de fabricación del molde (5) , se puede hacer vibrar la matriz (4) en la que se aloja la mezcla.
La mezcla de variedades de polietileno en polvo se somete a un proceso de sinterización en el interior de la matriz (4) , para lo cual se somete a la mezcla a un calor suficiente para que las partículas de polietileno se ablanden, se expandan y se pongan en contacto unas con otras para formar una estructura porosa de formación del molde (5) para la elaboración de quesos. Para ello la matriz (4) es introducida en un horno donde se calienta a una temperatura superior a 180 ºC, particularmente a una temperatura comprendida entre 180 ºC y 230 ºC, durante un tiempo comprendido entre 2 y 3 horas, particularmente durante un tiempo aproximado de dos horas y media.
Transcurrido el tiempo de sinterización de las variedades de polietileno en polvo, se extra la matriz (4) horno y se deja enfriar a temperatura ambiente, o bien se somete a la matriz (4) a la acción de agua (aspersión o atomizado) para acelerar el enfriamiento. Cuando la matriz
(4) se ha enfriado lo suficiente para ser manipulada, se abre y se extrae el molde (5) de su interior, el cual se deja enfriar a temperatura ambiente.
La tapa que se emplea para cerrar el molde (5) se puede fabricar mediante un procedimiento análogo al anteriormente descrito o por cualquier otro procedimiento.
Con todo ello así el molde (5) presenta una adecuada relación de porosidad y dureza, permitiendo evacuar adecuadamente el suero de la leche en la fabricación de los quesos, y a la vez siendo lo suficientemente resistente para poder ser manipulado por robots en la línea de producción de los quesos.
Durante el proceso de elaboración del queso se pueden formar biopelículas de microorganismos...
Reivindicaciones:
1. Procedimiento de fabricación de moldes para la elaboración de quesos, caracterizado porque comprende las etapas: A) Elección de, al menos, dos variedades de un mismo polietileno en polvo, donde la primera variedad de polietileno en polvo presenta un tamaño medio del poro inferior a 60
m y una dureza inferior a 2 MPa, y la segunda variedad de polietileno en polvo presenta un tamaño medio del poro superior a 120
m y una dureza superior a 7 MPa; B) Mezclar las variedades de polietileno en polvo y depositar la mezcla por gravedad en una matriz (4) de fabricación de un molde (5) ; C) Calentar la mezcla a una temperatura superior a 180 ºC durante un tiempo comprendido entre 2 y 3 horas; D) Dejar enfriar la matriz (4) y extraer el molde (5) .
2. Procedimiento de fabricación de moldes para la elaboración de quesos, según la primera reivindicación, caracterizado porque la mezcla de variedades de polietileno en polvo se calienta en un horno a una temperatura comprendida entre 180 ºC y 230 ºC durante un tiempo aproximado de dos horas y media.
3. Procedimiento de fabricación de moldes para la elaboración de quesos, según la primera reivindicación, caracterizado porque a la mezcla de variedades de polietileno en polvo se adiciona un principio biológicamente activo con iones de zinc, en una proporción de entre el 1% y 3% del peso de la mezcla, para prevenir la formación de microorganismos.
4. Procedimiento de fabricación de moldes para la elaboración de quesos, según la tercera reivindicación, caracterizado porque el principio biológicamente activo se adiciona directamente a la mezcla de variedades de polietileno en polvo.
5. Procedimiento de fabricación de moldes para la elaboración de quesos, según la tercera reivindicación, caracterizado porque el principio biológicamente activo se adiciona a la mezcla de variedades de polietileno en polvo contenido en unas micro capsulas que liberan dicho principio biológicamente activo de una manera controlada.
6. Procedimiento de fabricación de moldes para la elaboración de quesos, según la primera reivindicación, caracterizado porque la matriz (4) se enfría a temperatura ambiente, o bien se enfría mediante agua, hasta que pueda ser manipulada.
7. Molde para la elaboración de quesos obtenido según el procedimiento de las reivindicaciones anteriores, caracterizado porque comprende una estructura porosa formada por, al menos, dos variedades de un mismo polietileno en polvo, donde la primera variedad de polietileno en polvo presenta un tamaño medio del poro inferior a 60
m y una dureza inferior a 2 MPa, y la segunda variedad de polietileno en polvo presenta un tamaño medio 5 del poro superior a 120
m y una dureza superior a 7 MPa.
8. Molde para la elaboración de quesos, según la séptima reivindicación, caracterizado porque la estructura porosa incluye adicionalmente un principio biológicamente activo con iones de zinc, que previene la formación de microorganismos.
1.
9. Molde para la elaboración de quesos, según la octava reivindicación, caracterizado porque el principio biológicamente activo con iones de zinc está contenido en unas micro capsulas que liberan de una manera controlada a dicho principio biológicamente activo.
Patentes similares o relacionadas:
Procedimiento y dispositivo para hacer queso, del 15 de Enero de 2020, de Kalt Maschinenbau AG: Dispositivo para la producción de queso, en particular una prensa de casetes con moldes de queso redondos o angulares para el prensado reductor […]
Procedimiento y dispositivo de manipulación de ruedas de queso, del 20 de Mayo de 2019, de Kalt Maschinenbau AG: Procedimiento de manipulación de ruedas de queso, en particular, ruedas de queso previamente prensadas a partir de una masa de queso crudo en moldes de una prensa […]
Molde de queso, del 23 de Abril de 2019, de Kalt Maschinenbau AG: Molde de queso, en particular un molde de queso para la disposición en una prensa de casete o similar, presentando el molde de queso al menos una base y una camisa […]
MOLDE Y SISTEMA DE APILADO DE MOLDES PARA PRODUCTOS ALIMENTARIOS, del 30 de Agosto de 2018, de TECNICAL TECNOLOGIA APLICADA, SLL: Comprende al menos un soporte , con una cara superior que comprende al menos un alojamiento que define una abertura superior para la colocación del […]
 Método y aparato para producir bloques de queso, del 16 de Diciembre de 2015, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para producir bloques de queso a partir de cuajo, en el que una masa de cuajo es depositada en al menos un molde de queso provisto con un seguidor […]
Método y aparato para producir bloques de queso, del 16 de Diciembre de 2015, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para producir bloques de queso a partir de cuajo, en el que una masa de cuajo es depositada en al menos un molde de queso provisto con un seguidor […]
PROCEDIMIENTO DE MOLDEO DE UN PRODUCTO DE QUESO., del 16 de Julio de 2005, de FROMAGERIES BEL: Procedimiento de moldeo tridimensional de un producto quesero en un molde , caracterizado porque el molde presenta una posición abierta y una […]
LAVADORA DE MOLDES DE QUESO MICRO-PERFORADOS POR SISTEMA DE CAMPANA., del 1 de Junio de 2005, de HERRERA FALDON,JOSE LUIS: 1. Lavadora de moldes de queso micro-perforados por sistema de campana, que se caracteriza por disponer de una cinta transportadora , que conduce los moldes sucios a […]
MAQUINA LAVADORA DE MOLDES MICROPERFORADOS PARA LA ELABORACION DE QUESO., del 1 de Agosto de 2006, de HERRERA FALDON,JOSE LUIS: 1. Máquina de lavado de moldes microperforados para la elaboración de queso, que se caracteriza por estar compuesto por un bastidor sobre el […]