Aparato y método para el control electrohidráulico del paralelismo en una máquina de curvado de productos metálicos.
Aparato para el control electrohidráulico del paralelismo de un rodillo (4) de una máquina de curvado 1 ;
10) para procesar piezas metálicas (L), que comprende : medios de bombeo (P1, P2) para alimentar con un fluido operativo primeros medios de accionamiento (C1) y segundos medios de accionamiento (C2) dispuestos para mover respectivamente un primer extremo (11) y un segundo extremo (12) de dicho rodillo (4);
medios transductores de posición (T1, T2) conectados operativamente a una unidad de control electrónica (U1) y adecuados para detectar las posiciones de dicho primer (11) y segundo (12) extremo;
donde dichos medios de bombeo comprenden una primera bomba (P1) y una segunda bomba (P2) conectadas operativamente entre sí, que están dispuestas para suministrar de una manera dedicada dicho primero (C1) y segundo (C2) medios de accionamiento, respectivamente, por medio de un primer (5) y un segundo (6 ) circuito hidráulico que son independientes entre sí, caracterizado porque el aparato comprende primero (VP1) y segundo (VP2) elementos de válvula proporcional que son operativamente controlable por dicha unidad de control electrónico (U1) para ajustar el flujo de dicho fluido operativo en dichos primer (C1) y segundo (C2) medios de accionamiento de acuerdo a señales de dichos medios transductores de posición (T1, T2),
dichos primer (VP1) y segundo (VP2) elementos de válvula proporcional estando situados, según una configuración en paralelo, a lo largo de un primer (13) y un segundo (14) conductos que están conectados de una manera ramificada a una primera (8) y segunda (18) porción de suministro de dichos primer (5) y segundo (6) circuitos hidráulicos, respectivamente, dichos primer (VP1) y segundo (VP2) elementos de válvula proporcional estando configurados para ser capaces de extraer fluido operativo desde dicha primera (8) y segunda (18) porción de suministro para reducir el caudal volumétrico de las mismas a dicho primero (C1) y/o segundo (C2) medios de accionamiento.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12177973.
Solicitante: Promau S.R.L.
Inventor/es: DAVI,ORAZIO MARIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D5/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › por pasada entre rodillos o cilindros (B21D 5/06 tiene prioridad).
- F15B11/17 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F15 DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO; HIDRAULICA O NEUMATICA EN GENERAL. › F15B SISTEMAS QUE FUNCIONAN POR MEDIO DE FLUIDOS EN GENERAL; DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO, p. ej. SERVOMOTORES; DETALLES DE LOS SISTEMAS DE FLUIDO A PRESION, NO PREVISTOS EN OTRO LUGAR. › F15B 11/00 Sistemas de servomotores desprovistos de acción de seguimiento (F15B 3/00 tiene prioridad). › utilizando dos o más bombas.
- F15B11/22 F15B 11/00 […] › Sincronización del movimiento de dos o más servomotores.
PDF original: ES-2519265_T3.pdf
Fragmento de la descripción:
Aparato y método para el control electrohidráulico del paralelismo en una máquina de curvado de productos metálicos
[0001] El campo técnico al que se refiere la presente invención es el campo de las máquinas para curvar chapas o placas metálicas, perfiles y similares. La presente invención se refiere a un aparato y a un método para el control electrohidráulico del paralelismo de un rodillo de una máquina de doblado para procesar piezas metálicas según el preámbulo de las reivindicaciones 1 y 7. Un aparato de este tipo y un método de este tipo se describen por ejemplo en el documento JP-A-59225821.
[0002] La invención se refiere además a una máquina de curvado con dos o más rodillos de máquina de curvado para curvar productos metálicos tales chapas metálicas, placas metálicas, perfiles o similares, provista de un aparato de control como se mencionó anteriormente.
[0003] Se conocen aparatos para controlar el paralelismo de los rodillos de máquinas para curvar una chapa metálica tales como para obtener un producto final con una forma deseada o con un radio de curvatura apropiado. Tales aparatos actúan, durante el trabajado de una chapa metálica, para mantener el eje longitudinal de un primer rodillo, que es móvil, paralelo a sí mismo o paralelo al eje longitudinal de un segundo rodillo fijo, dependiendo del tipo de operación de trabajo a realizar.
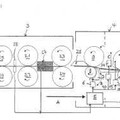
[0004] Entre los diversos aparatos en uso, con referencia a la figura 3 se conoce un aparato de control 100 para una máquina de doblado que comprende un bomba hidráulica P100 que suministra aceite a presión a un primer actuador hidráulico de elevación C101 ya un segundo actuador hidráulico de elevación C102, que están conectados a extremos opuestos de un rodillo móvil R100. El primer accionador hidráulico C101 y el segundo C102 actúan para elevar el rodillo móvil R100, que de esta forma se mueve en relación a un rodillo de arrastre con un eje longitudinal fijo. La bomba hidráulica P100 envía aceite a alta presión a un circuito hidráulico 101 conectado en común al primer C101 y segundo C102 accionadores hidráulicos de elevación. En particular, el circuito hidráulico 101 comprende una primera porción 102, conectada directamente a la bomba P100, que se ramifica en una primera y segunda rama de circuito, que están conectadas, respectivamente, al primer C101 y segundo C102 accionadores hidráulicos de elevación, y junto con las que se proveen respectivamente una primera VD101 y segunda VD102 válvulas direccionales, que se operan para controlar la dirección del flujo del aceite. Las dos ramas de circuito tienen, respectivamente, una primera VP101 válvula de flujo proporcional y una segunda VP102 válvula de flujo proporcional colocadas en serie a lo largo de las respectivas trayectorias de entrega de aceite de alta presión al primero C101 y segundo C102actuadores hidráulicos. Se proporcionan un primera T101 y un segundo T102 transductor de posición que están dispuestos para detectar la posición de un extremo respectivo del rodillo móvil R100. Se provee una unidad de control electrónico U100 que está conectada operativamente al primer T101 y segundo T102 transductor de posición, a la primera VP101 y segunda VP102 válvula proporcional y a la primera VD101 y segunda VD102válvula direccional.
[0005] En la primera parte de circuito 102 conectada a la bomba P100 se provee una válvula de máximo Vmax que es adecuada para enviar aceite a presión procedente de la bomba P100 directamente a un tanque 103 del circuito 100 si la presión del aceite alcanza un valor de seguridad máximo establecido
[0006] Durante la operación, la bomba P100 hace circular el aceite que fluye libremente a través de la primera VP101 y segunda VP102 válvulas de flujo proporcional, y, posteriormente, a través de la primera VD101 y segunda VD102 válvulas direccionales, que a su vez envían el aceite al primer C101 y segundo C102 actuadores hidráulicos, que son a su vez accionados para subir o bajar el rodillo móvil R100. El primer T101 y segundo T102 transductores de posición envían las señales a la unidad de control U100, que compara, en tiempo real, paso a paso, las diversas posiciones adoptadas por el rodillo móvil R100, que de esta manera se puede mover paralelo a sí mismo.
[0007] Si uno de los dos actuadores hidráulicos, por ejemplo, el segundo actuador C102, se mueve más rápido que el primer actuador C101, la unidad de control electrónico U100, mediante la detección llevada a cabo por los transductores de posición T101 y T102, acciona para cerrar la segunda válvula proporcional VP102 para "regular", es decir, reducir el caudal de aceite al segundo actuador C102. La velocidad a la que se mueve el segundo actuador C102 se reduce por tanto proporcionalmente a la regulación a la que se somete la segunda válvula proporcional VP102. En particular, el cierre de la segunda válvula proporcional VP102 "regula el paso del aceite que encuentra menos resistencia en la primera válvula proporcional VP101 y por lo tanto fluye más por esta última, lo que aumenta la velocidad de accionamiento del primer accionador hidráulico C101 hasta que el rodillo móvil R100 se vuelve a colocar en paralelo al segundo rodillo fijo. La primera VP101 y segunda VP102 válvulas de flujo proporcional, durante el funcionamiento normal, están por tanto normalmente abiertas, pero continuamente se cierran más o menos, de acuerdo con lo que se ha descrito anteriormente, si se produce una condición de no paralelismo del rodillo móvil R100 respecto al rodillo fijo. Una de las válvulas proporcionales VP101, VP102 mencionados, se cierra de forma variable de acuerdo con la magnitud de la desviación del rodillo móvil R100 desde la condición de paralelismo.
[0008] Un inconveniente de tal aparato de control conocido es que para asegurar el paralelismo en la máquina de plegado se requiere perfecta operación de los componentes electrónicos, en particular de las válvulas proporcionales VP101, VP102, que siempre están en riesgo en ambientes muy corrosivos y sucios tales como instalaciones mecánicas para procesar una chapa metálica. Además, en tales entornos hay a menudo calamina, que es perjudicial para los componentes electrónicos, que también son dañados por las descargas eléctricas continuas y violentas que se producen durante las operaciones de soldadura de piezas de trabajo metálicas. En el caso de un fallo o mal funcionamiento de las válvulas proporcionales VP101, VP102, porque no es ya posible mantener y garantizar el estado de paralelismo entre el rodillo móvil R100 y el rodillo fijo, la máquina ya no sería utilizable en modo alguno hasta que el fallo haya sido completamente eliminado. En tales casos, se produce un tiempo de inactividad de la máquina que es financieramente perjudicial debido a la caída de la productividad.
[0009] Otro inconveniente de un aparato de este tipo es que las operaciones continuas de cierre de la primera y segunda válvulas proporcionales VP101 VP102 con el fin de garantizar el paralelismo del rodillo móvil R100 respecto al rodillo fijo, conduce frecuentemente a un aumento general de presión en el circuito hidráulico 101 que conlleva desgaste intenso, la generación de una gran cantidad de calor y una enorme pérdida de potencia. La presión en el circuito hidráulico es por tanto innecesariamente empujada a altos, incluso a máximos niveles, no a causa de las cargas de trabajo reales, sino debido a la necesidad de establecer el paralelismo, en particular en el caso de cargas que no están centradas en el rodillo móvil. Por ejemplo, cuando uno de los dos actuadores hidráulicos se mueve más rápido que el otro, y, modulando la apertura de la válvula proporcional asociada con el mismo, no es posible reducir la velocidad del actuador de tal manera que sea alcanzada por el otro actuador, es necesario actuar sobre la válvula proporcional respectiva de forma que regule el paso de aceite hasta el punto de que tal paso incluso se obstruya completamente. Esto provoca un aumento drástico y repentino de la presión que alcanza el valor máximo y esto se produce, como se ha dicho, no con el fin de hacer frente a una carga de trabajo sino meramente con el fin de restaurar el paralelismo
[0010] Esto causa fatiga innecesaria a las válvulas proporcionales, que trabajan sin cesar, y a la bomba y todos los demás componentes del sistema hidráulico, que sufren esfuerzos innecesariamente a altas presiones incluso hasta el nivel máximo de seguridad
[0011] En otras palabras, este aumento de presión, que se debe a la regulación, impide explotar al máximo la capacidad de curvado de la máquina dobladora. En otras palabras, la corrección del paralelismo lleva a tener sobrepresión continua en comparación con los valores de presión normales... [Seguir leyendo]
Reivindicaciones:
1. Aparato para el control electrohidráulico del paralelismo de un rodillo (4) de una máquina de curvado 1 ; 10) para procesar piezas metálicas (L), que comprende :
medios de bombeo (P1, P2) para alimentar con un fluido operativo primeros medios de accionamiento (C1) y segundos medios de accionamiento (C2) dispuestos para mover respectivamente un primer extremo (11) y un segundo extremo (12) de dicho rodillo (4);
medios transductores de posición (T1, T2) conectados operativamente a una unidad de control electrónica (U1) y adecuados para detectar las posiciones de dicho primer (11) y segundo (12) extremo; donde
dichos medios de bombeo comprenden una primera bomba (P1) y una segunda bomba (P2) conectadas operativamente entre sí, que están dispuestas para suministrar de una manera dedicada dicho primero (C1) y segundo (C2) medios de accionamiento, respectivamente, por medio de un primer (5) y un segundo (6 ) circuito hidráulico que son independientes entre sí, caracterizado porque el aparato comprende primero (VP1) y segundo (VP2) elementos de válvula proporcional que son operativamente controlable por dicha unidad de control electrónico (U1) para ajustar el flujo de dicho fluido operativo en dichos primer (C1) y segundo (C2) medios de accionamiento de acuerdo a señales de dichos medios transductores de posición (T1, T2),
dichos primer (VP1) y segundo (VP2) elementos de válvula proporcional estando situados, según una configuración en paralelo, a lo largo de un primer (13) y un segundo (14) conductos que están conectados de una manera ramificada a una primera (8) y segunda (18) porción de suministro de dichos primer (5) y segundo (6) circuitos hidráulicos, respectivamente, dichos primer (VP1) y segundo (VP2) elementos de válvula proporcional estando configurados para ser capaces de extraer fluido operativo desde dicha primera (8) y segunda (18) porción de suministro para reducir el caudal volumétrico de las mismas a dicho primero (C1) y/o segundo (C2) medios de accionamiento.
2. Aparato según la reivindicación 1, en el que dicha primera bomba (P1) y dicha segunda bomba (P2) están conectadas mecánicamente entre sí con un eje de transmisión mecánico común (7), dispuesto para sincronizar el movimiento de dicha primera bomba (P1) y de dicha segunda bomba (P2) a la misma velocidad de rotación para proporcionar los mismos valores de caudal volumétrico de fluido operativo a dichos primer (C1) y segundo (C2) medios de accionamiento
3. Aparato según la reivindicación 1 o 2, que comprende además primer (VD1) y segundo (VD2) elementos de válvula direccional proporcionados en dicho primer (5) y segundo (6) circuito, respectivamente, con el fin de ajustar la dirección de flujo de dicho fluido operativo respecto a dichos primer (C1) y segundo (C2) medios de accionamiento.
4. Aparato según una cualquiera de las reivindicaciones 1 a 3, en el que dichos primer (13) y segundo (14) conductos ramificados se extienden de tal manera que hacer que el fluido de trabajo procedente de dicha primera (VD1) y segunda (VD2) válvula proporcional fluya a un tanque (21) que suministra dichos primer (5) y segundo (6) circuito hidráulico.
5. Aparato según la reivindicación 4, en el que dicha primera bomba (P1) y dicha segunda bomba (P2) están conectadas a una válvula de presión máxima (Vmax) que descarga el fluido operativo dentro de dicho tanque (21) cuando se alcanza un valor de presión máximo establecido
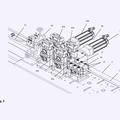
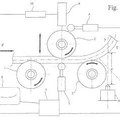
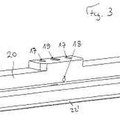
6. Máquina de curvado para el procesamiento de productos metálicos tales como chapas o perfiles, que comprende dos o más rodillos de curvado (3, 4; 3, 4 30, 31) y un aparato (20) para controlar el paralelismo de acuerdo con cualquier reivindicación precedente dispuesto para controlar el paralelismo de al menos uno de dichos dos o más rodillos de curvado (3, 4; 3, 4 30, 31).
7. Método para el control electrohidráulico del paralelismo de un rodillo (4) de una máquina de doblado (1; 10) para el procesamiento de piezas metálicas (L), que comprende las etapas de:
alimentar, con un fluido operativo, primeros medios (C1) de accionamiento y
segundos medios (C2) de accionamiento para mover respectivamente un primer
extremo (11) y un segundo extremo (12) de dicho rodillo (4);
detectar y procesar electrónicamente señales de posición de dicho primer (11) y
segundo (12) extremo para comprobar el estado de paralelismo de dicho rodillo
(4);
dicha alimentación comprendiendo bombear dicho fluido operativo por medio de una primera bomba (P1) y una segunda bomba (P2) que están mutuamente conectadas operativamente para suministrar de una manera dedicada dichos primer (C1) y segundo (C2) medios de accionamiento respectivamente por medio de un primer (5) y un segundo (6) circuitos hidráulicos que son independientes entre sí, caracterizado porque el método comprende controlar el flujo de dicho fluido operativo en dichos primer (C1) y segundo (C2) medios de accionamiento actuando sobre primer (VP1) y segundo (VP2) elementos de válvula proporcional en función de dichas señales de posición, dicho control comprendiendo abrir dichos primer (VP1) y segundo (VP2) elementos de válvula proporcional para extraer dicho fluido operativo a través de un primer (13) y un segundo (14) conductos conectados de una manera ramificada a una primera (8) y una segunda (18) porciones de suministro de dichos primer (5) y segundo (6 ) circuito hidráulico respectivamente, reduciendo de este modo el caudal volumétrico del fluido operativo a dichos primer (C1) y/o segundo (C2) medios de accionamiento.
8. Método según la reivindicación 7, en el que dicho bombeo comprende mantener mecánicamente el movimiento de dicha primera bomba (P1) y de dicha segunda bomba (P2) sincronizados a la misma velocidad de rotación con el fin de proveer a
dichos primer (C1) y segundo (C2) medios de accionamiento con los mismos valores de caudal volumétrico de fluido operativo.
9. Método según la reivindicación 7 u 8, que comprende además conducir primer (VD1) y
segundo (VD2) elementos de válvula direccional para ajustar la dirección de flujo en
primeros (C1) y segundos (C2) medios de accionamiento
10. Método de acuerdo con una cualquiera de las reivindicaciones 7 a 9, en el que dicha extracción comprende hacer que el fluido operativo fluya libremente, a la presión de
ío trabajo aplicada para curvar la pieza (L), en un tanque (21) para dicho fluido.
11. Método según la reivindicación 10, en el que se proporciona drenaje, por medio de
una válvula de presión máxima (Vmax), del fluido operativo dentro de dicho tanque (21) cuando se alcanza un valor de presión máximo determinado.
Patentes similares o relacionadas:
 Dispositivo de formación de cilindro y método de formación de cilindro, del 30 de Octubre de 2019, de Fuji Machine Works Co., Ltd: Un aparato de formación de tubo para conformar una pieza de trabajo (W) de un material conformado como lámina de plástico en una forma tubular que tenga un radio […]
Dispositivo de formación de cilindro y método de formación de cilindro, del 30 de Octubre de 2019, de Fuji Machine Works Co., Ltd: Un aparato de formación de tubo para conformar una pieza de trabajo (W) de un material conformado como lámina de plástico en una forma tubular que tenga un radio […]
 Método para fabricar un casquillo de manguito cojinete hendido, del 31 de Julio de 2019, de VORWERK AUTOTEC GmbH & Co. KG: Método para fabricar un casquillo de manguito cojinete revestido al menos en un lado con un promotor de adherencia y hendido en dirección […]
Método para fabricar un casquillo de manguito cojinete hendido, del 31 de Julio de 2019, de VORWERK AUTOTEC GmbH & Co. KG: Método para fabricar un casquillo de manguito cojinete revestido al menos en un lado con un promotor de adherencia y hendido en dirección […]
Aparato para trabajar tubos, barras, secciones y piezas en bruto similares, que comprende una pluralidad de máquinas que están dispuestas en línea, del 24 de Agosto de 2016, de CTE Sistemi S.r.l: Aparato para trabajar piezas en bruto alargadas (C), tales como tubos, barras, secciones y tiras, que comprende una pluralidad de máquinas dispuestas […]
Máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada, del 13 de Noviembre de 2013, de CML INTERNATIONAL S.P.A.: Una máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada (T), que comprende, almenos, tres rodillos de curvado que cooperan […]
 Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma, del 30 de Enero de 2013, de CML INTERNATIONAL S.P.A.: Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo unapieza de trabajo alargada (T) con radios de […]
Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma, del 30 de Enero de 2013, de CML INTERNATIONAL S.P.A.: Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo unapieza de trabajo alargada (T) con radios de […]
 Elemento de redondeo previo en un aparato de redondeo, del 30 de Noviembre de 2012, de SOUDRONIC AG: Aparato de redondeo para la fabricación de cercos de envases, con un elemento de redondeo previo oelemento de redondeo , que comprende una parte superior […]
Elemento de redondeo previo en un aparato de redondeo, del 30 de Noviembre de 2012, de SOUDRONIC AG: Aparato de redondeo para la fabricación de cercos de envases, con un elemento de redondeo previo oelemento de redondeo , que comprende una parte superior […]
 Procedimiento y dispositivo para redondear secciones de láminas de metal, del 5 de Septiembre de 2012, de SOUDRONIC AG: Procedimiento para el redondeo de secciones de chapas individuales para formar piezas brutas de cercosde envases individuales, en el que las secciones de chapas individuales […]
Procedimiento y dispositivo para redondear secciones de láminas de metal, del 5 de Septiembre de 2012, de SOUDRONIC AG: Procedimiento para el redondeo de secciones de chapas individuales para formar piezas brutas de cercosde envases individuales, en el que las secciones de chapas individuales […]
 APARATO DE REDONDEO CON UN ELEMENTEO ARTICULADO DE REDONDEO PREVIO EN LA ESTACIÓN DE REDONDEO Y PROCEDIMIENTO DE REDONDEO DE CHAPAS, del 19 de Mayo de 2011, de SOUDRONIC AG: Aparato de redondeo para el redondeo de chapas individuales en la transición con una estación de redondeo y un elemento de redondeo previo en la […]
APARATO DE REDONDEO CON UN ELEMENTEO ARTICULADO DE REDONDEO PREVIO EN LA ESTACIÓN DE REDONDEO Y PROCEDIMIENTO DE REDONDEO DE CHAPAS, del 19 de Mayo de 2011, de SOUDRONIC AG: Aparato de redondeo para el redondeo de chapas individuales en la transición con una estación de redondeo y un elemento de redondeo previo en la […]