APARATO DE REDONDEO CON UN ELEMENTEO ARTICULADO DE REDONDEO PREVIO EN LA ESTACIÓN DE REDONDEO Y PROCEDIMIENTO DE REDONDEO DE CHAPAS.
Aparato de redondeo (4) para el redondeo de chapas individuales en la transición con una estación de redondeo (11,
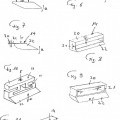
12, 13, 14) y un elemento de redondeo previo (14) en la estación de redondeo (11, 12, 13, 14), comprendiendo el elemento de redondeo previo (14) una parte superior (20) del elemento esencialmente rígida, que está configurada con medios de fijación (26) para la fijación en el aparato de redondeo, o que está formada por una parte del aparato de redondeo, que está fijada en el aparato, una parte inferior (22) del elemento, destinada para la actuación sobre las chapas a redondean en el aparato de redondeo, caracterizado porque el elemento de redondeo previo (14) comprende una disposición de articulación (21), a través de la cual la parte inferior (22) del elemento está conectada de forma articulada con la parte superior (20) del elemento, así como comprende al menos un elemento de activación (23), a través del cual se puede pivotar la parte inferior del elemento de tal forma que a través de ésta se pueden impulsar de manera diferente las chapas a redondear
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09005351.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: BOISSIN,GUY, Schulthess,Oliver.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Abril de 2009.
Clasificación Internacional de Patentes:
- B21D5/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › por pasada entre rodillos o cilindros (B21D 5/06 tiene prioridad).
- B21D51/26L
- B23K11/06B2
- B23K11/06B2B
Clasificación PCT:
- B21D5/12 B21D 5/00 […] › utilizando rodillos de conformación.
- B21D5/14 B21D 5/00 […] › por pasada entre rodillos o cilindros (B21D 5/06 tiene prioridad).
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B23K11/06 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › utilizando electrodos de rodillo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
PDF original: ES-2359193_T3.pdf

Fragmento de la descripción:
Antecedentes
La invención se refiere a un aparato de redondeo para el redondeo de chapas individuales en la transición con una estación de redondeo y un elemento de redondeo previo en la estación de redondeo del aparato de redondeo, a un dispositivo de soldadura para engastes de latas con tal aparato de redondeo así como a un procedimiento para el redondeo de secciones de chapas individuales para obtener piezas brutas de engastes de envases.
Estado de la técnica
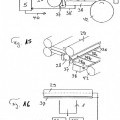
Los aparatos de redondeo se utilizan en la fabricación de engastes de envases, en particular engastes de latas, de chapa. Las piezas brutas de engastes de envases son transportadas a tal fin después del redondeo directamente a una máquina de soldar para la soldadura de la costura longitudinal del engaste. En este caso, en general, la pila de las chapas, el aparato de redondeo y la máquina de soldar forman una unidad. Instalaciones correspondientes para la fabricación de latas se conocen, por ejemplo, a partir de los documentos DE-A-33 30 171 o US-A-5 209 625. El redondeo se realiza en este caso de tal manera que el engaste de la lata formado se puede conducir directamente al carril en Z utilizado para el solape de la costura. Para el redondeo, las secciones de chapa recortadas de forma rectangular con dimensiones definidas y propiedades del material establecidas en normas son desplazadas desde un sistema de inserción hasta una primera pareja de rodillos de transporte accionada, a continuación son transportadas por varios rodillos de transporte accionados con una velocidad de 100 – 450 m/min. y son dobladas en un aparato de redondeo con un sistema de redondeo con la ayuda de cuñas y rodillos o con sistemas de rodillos para obtener un engaste redondo. En particular, delante de los rodillos de redondeo se utiliza una cuña de redondeo previo, que influye en el resultado del redondeo. En ocasiones, adicionalmente por medio de un sistema de cuña de una estación de flexión opcional se realiza una deformación plástica preliminar, que sirve para la eliminación de la tensión en la chapa antes de redondeo. Tales aparatos o instalaciones de redondeo son conocidos por el técnico. De acuerdo con la calidad de la chapa, las chapas procesadas en serie presentan diferentes espesores de chapa y propiedades del material, como límite de estiramiento, comportamiento de dilatación y de solidificación, que conducen, después del proceso de redondeo, a diferentes radios de engaste y, por lo tanto, a diferentes aberturas en los extremos libres. Puesto que de esta manera no todos los engaste redondeados en serie se encuentran en la misma posición en la estación de redondeo y presentan diferentes radios de redondeo, esto puede tener como consecuencia variaciones de la medida de solape en la estación de soldadura, lo que es problemático para la soldadura del engaste, o puede conducir a problemas durante la extracción lateral de los engastes desde la máquina de redondeo hasta la instalación de soldadura y, por lo tanto, a una parada de la máquina con tiempos de fallo prolongados. La eficiencia de la máquina se reduce de esta manera y se producen costes de desechos para el operador de la máquina.
El ajuste de la cuña de redondeo se realiza manualmente de acuerdo con el estado de la técnica y depende de las propiedades de la chapa mencionadas, como límite de estiramiento, espesor de chapa y también del tamaño del formato de las chapas. Si se trabaja con diferentes calidades de la chapa, entonces debe ajustarse de nuevo en cada caso la cuña de redondeo previo en el estado parado del aparato de redondeo. El documento WO 2008/144946 A1, que ha sido publicado posteriormente, muestra una cuña de redondeo previo, que puede ser activada por un dispositivo de accionamiento, de una estación de redondeo.
Representación de la invención
Para la prevención de los problemas mencionados durante el redondeo y soldadura de engastes de latas se utilizan chapas con pocas oscilaciones de las propiedades del material y a partir de una serie de fabricación del fabricante de la chapa. Se evita en mayor medida posible una mezcla de diferentes chapas. El redondeo debe verificarse con frecuencia y, en caso necesario, debe reajustarse el sistema de redondeo y en particular la cuña de redondeo previo, lo que debe realizarse en el estado parado y reduce la eficiencia del aparato de redondeo y de las etapas siguientes y da como resultado costes de desechos para el operador de la máquina.
El cometido de la invención es reducir estos inconvenientes.
Esto se consigue con un aparato de redondeo de acuerdo con la reivindicación 1, que permite una modificación de la impulsión de la chapa a redondear durante la operación.
Con preferencia, el elemento de redondeo previo en la estación de redondeo, en particular una cuña de redondeo previo, está provisto con una articulación de cuerpo fijo, lo que da como resultado una estructura especialmente sencilla. La articulación de cuerpo fijo trabaja libre de juego y libre de desgaste. Con preferencia, el elemento de redondeo previo está provisto con un elemento de activación controlable eléctricamente, lo que da como resultado una activación sencilla y un tiempo de reacción rápido para la impulsión de las chapas.
El elemento de redondeo previo se puede controlar a través de un valor de entrada o un valor de previsión del control del aparato de redondeo, de manera que a través del operador se puede realizar una adaptación a diferentes calidades de la chapa, o de tal manera que, por ejemplo, a través de la entrada de propiedades de la chapa, como por ejemplo el formato de la chapa y/o el espesor de la chapa, se puede llamar un valor predeterminado para el ajuste del elemento de redondeo previo. Con preferencia a tal fin se utiliza un valor de medición de la propiedad de la chapa para el ajuste del elemento de redondeo previo. En este caso, se prefiere especialmente medir en la operación de redondeo una propiedad de las chapas y el elemento de redondeo previo se ajusta en el funcionamiento de acuerdo con la propiedad medida.
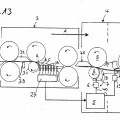
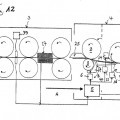
En un aparato de redondeo y de un dispositivo de soldadura de acuerdo con la invención o bien en un procedimiento para el redondeo o bien la soldadura se utiliza, por lo tanto, un elemento de redondeo previo correspondiente en la estación de redondeo. En particular, en este caso, está prevista al menos una instalación de medición, a través de la cual se puede medir al menos una propiedad de la chapa o se puede depositar un valor derivado de ella en un control del aparato de redondeo, y de manera que el elemento de redondeo previo del aparato de redondeo se puede controlar en función del valor de medición o de un valor derivado del mismo. De esta manera se puede conseguir un radio de redondeo esencialmente constante con propiedades inalteradas de la chapa.
En un procedimiento preferido o bien en un dispositivo preferido, la medición en la operación de redondeo se realiza de forma no destructiva en secciones sucesivas de la chapa, de manera que, por lo tanto, se mide en la operación de redondeo en curso y se ajusta el dispositivo de acuerdo con la medición. El redondeo se realiza durante la formación de engastes de latas, en particular con una velocidad de redondeo de 100 a 450 m/min., y las piezas brutas de engastes de envases redondeadas son conducidas desde la máquina de redondeo hasta un dispositivo de soldadura para engastes de latas con rodillos de soldadura, especialmente con electrodos intermedios de alambre que se extienden encima de los mismos, o hasta un carril en Z para el posicionamiento de los cantos de los engaste. En este caso, como propiedad de la chapa se puede medir, por ejemplo, el espesor de la chapa.
Con preferencia se mide como propiedad de la chapa directamente el comportamiento de redondeo o bien se mide el límite de estiramiento, de manera que se obtiene una medida directa para el comportamiento de una o de cada sección de chapa. Esto se puede realizar porque sobre el trayecto de recorrido se realiza un redondeo previo parcial de la chapa o porque en la máquina de redondeo se realiza un redondeo previo parcial de la chapa, en particular en la estación de fijación, y porque el comportamiento de redondeo se mide eléctrica y/o mecánica y/u óptica y/o acústicamente.
Breve descripción de los dibujos
Otras configuraciones, ventajas y aplicaciones de la invención se deducen a partir de las reivindicaciones dependientes y a partir de la descripción siguiente con la ayuda de las figuras. En este caso:
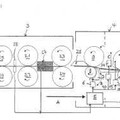
La figura 1 muestra una vista lateral de un elemento de redondeo.... [Seguir leyendo]
Reivindicaciones:
1. Aparato de redondeo (4) para el redondeo de chapas individuales en la transición con una estación de redondeo (11, 12, 13, 14) y un elemento de redondeo previo (14) en la estación de redondeo (11, 12, 13, 14), comprendiendo el elemento de redondeo previo (14) una parte superior (20) del elemento esencialmente rígida, que está configurada con medios de fijación (26) para la fijación en el aparato de redondeo, o que está formada por una parte del aparato de redondeo, que está fijada en el aparato, una parte inferior (22) del elemento, destinada para la actuación sobre las chapas a redondean en el aparato de redondeo, caracterizado porque el elemento de redondeo previo (14) comprende una disposición de articulación (21), a través de la cual la parte inferior (22) del elemento está conectada de forma articulada con la parte superior (20) del elemento, así como comprende al menos un elemento de activación (23), a través del cual se puede pivotar la parte inferior del elemento de tal forma que a través de ésta se pueden impulsar de manera diferente las chapas a redondear.
2. Aparato de redondeo (4) de acuerdo con la reivindicación 1, caracterizado porque la parte inferior (22) del elemento está configurada esencialmente en forma de cuña.
3. Aparato de redondeo (4) de acuerdo con la reivindicación 1 ó 2, caracterizado porque el elemento de activación
(23) está configurado para la realización de un movimiento esencialmente lineal en función de la señal eléctrica de entrada.
4. Aparato de redondeo (4) de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la disposición de articulación (21) presenta una articulación de cuerpo fijo.
5. Aparato de redondeo (4) de acuerdo con la reivindicación 4, caracterizado porque la parte superior (20) del elemento y la parte inferior (22) del elemento están unidas entre sí en una sola pieza.
6. Aparato de redondeo (4) de acuerdo con la reivindicación 4, caracterizado porque la parte superior (20) del elemento y la parte inferior (22) del elemento están unidas entre sí por medio de una disposición de lámina de resorte.
7. Aparato de redondeo (4) de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la disposición de articulación (21) presenta una articulación giratoria con un eje de articulación (21').
8. Aparato de redondeo (4) de acuerdo con una de las reivindicaciones 1 a 7 y con un control (5) para la activación del elemento de redondeo previo (14) en función de un valor de entrada y/o de un valor de previsión o en función de un valor de medición de la propiedad de chapas individuales a redondear.
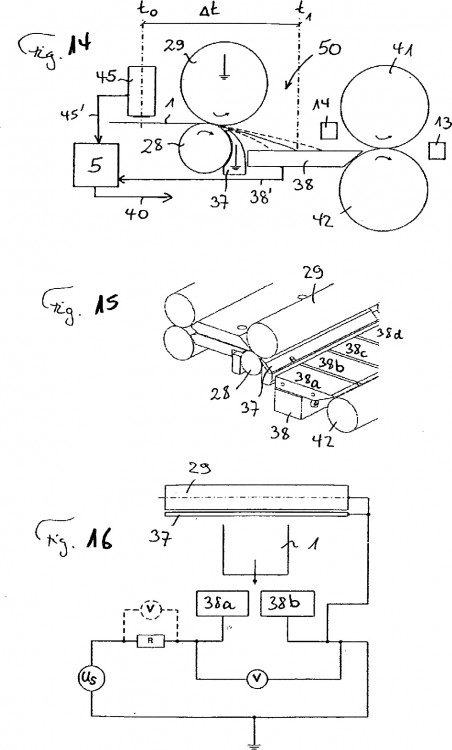
9. Aparato de redondeo de acuerdo con la reivindicación 8, en el que la máquina de redondeo comprende como elementos para el redondeo unos rodillos de redondeo (11, 12) y, dado el caso, una cuña de redondeo (13) así como medios de ajuste para estos elementos, y en el que el aparato de redondeo está configurado para el redondeo con una velocidad de 100 a 450 m/minuto, caracterizado porque a través del control (5) del aparato de redondeo se puede ajustar el elemento de redondeo previo (14) por medio del elemento de activación (23), y porque el control (5) presenta una entrada para un valor de medición de la propiedad de la chapa o un valor derivado de ella y el aparato de redondeo presenta una instalación de medición (27), con la que se mide como propiedad de la chapa el comportamiento de redondeo, de manera que la medición se realiza en la operación de redondeo de forma no destructiva en secciones sucesivas de chapa.
10. Aparato de redondeo de acuerdo con la reivindicación 9, caracterizado porque el comportamiento de redondeo se puede medir eléctrica y/o mecánica y/u óptica y/o acústicamente.
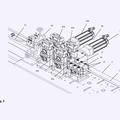
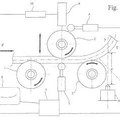
11. Aparato de redondeo de acuerdo con la reivindicación 10, caracterizado porque el comportamiento de redondeo se mide eléctricamente, pudiendo realizarse una medición de tiempo durante la transición de la chapa a partir de un lugar determinado y pudiendo determinarse de esta manera el tiempo hasta que la chapa pre-redondeada establece contacto eléctrico con una placa de medición (38).
12. Aparato de redondeo de acuerdo con la reivindicación 11, caracterizado porque la placa de medición (38) está dividida en varias partes de medición (38a, 38b, 28c, 28d) adyacentes entre sí, aisladas eléctricamente unas de las otras.
13. Dispositivo de soldar para engastes de latas, con un carril en Z para el posicionamiento de los cantos de engaste y con rodillos de soldadura, en particular con electrodos intermedios de alambre que se extienden encima de los mismos, que comprende un aparato de redondeo de acuerdo con una de las reivindicaciones 8 a 12.
14. Procedimiento para el redondeo de chapas en un aparato de redondeo, en el que con un elemento de redondeo previo (14) en la estación de redondeo (11, 12, 13, 14) del aparato de redondeo se impulsa cada chapa y el
elemento de redondeo previo presenta una parte superior (20) del elemento esencialmente estacionaria con medios de fijación para la fijación en el aparato de redondeo o la parte superior (20) del elemento es una parte fija del aparato de redondeo, en la que está prevista una parte inferior (22) del elemento, destinada para la actuación sobre las chapas a redondear en el aparato de redondeo, caracterizado porque está prevista una disposición de articulación (21), a través de la cual se conecta la parte inferior del elemento de forma articulada con la parte superior del elemento, así como está previsto al menos un elemento de activación (23), a través del cual la parte inferior del elemento se desvía de forma controlada por una señal, estando basada la señal en una medición de una propiedad de las chapas a redondear.
15. Procedimiento de acuerdo con la reivindicación 14, caracterizado porque como propiedad de la chapa se mide el comportamiento de redondeo, en el que la medición se realiza en la operación de redondeo de forma no destructiva en secciones sucesivas de la chapa.
16. Procedimiento de acuerdo con una de las propiedades 14 ó 15, caracterizado porque la medición se realiza en una estación de flexión del aparato de redondeo.
17. Procedimiento de acuerdo con la reivindicación 15 ó 16, caracterizado porque el comportamiento de redondeo se mide eléctrica y/o mecánica y/u óptica y/o acústicamente.
18. Procedimiento de acuerdo con la reivindicación 15, caracterizado porque el comportamiento de redondeo se mide eléctricamente, siendo detectada la chapa, durante la transición de la misma, en un lugar predeterminado, y siendo detectado en este caso en particular su canto delantero, y porque se lleva a cabo una medición de tiempo, con la que se determina el tiempo hasta que la chapa pre-redondeada establece contacto eléctrico con una placa de medición (38).
19. Procedimiento de acuerdo con una de las reivindicaciones 15 a 18, en el que durante la medición del comportamiento de redondeo con rodillos (8, 9; 28, 29) y en todo caso con una pieza de flexión (7; 37) que sigue a los rodillos, se actúa sobre la chapa.
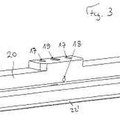
20. Procedimiento de acuerdo con la reivindicación 14, en el que a partir de secciones de chapa (1, 2) individuales se fabrican engastes de latas, y en el que las secciones de chapas individuales son conducidas desde una pila (10) a través de un recorrido de alimentación (3) o directamente hasta un aparato de redondeo (4) y son redondeadas en este aparato, en el que el redondeo se realiza a una velocidad de 100 a 450 m/minuto y las piezas brutas de engastes de envases redondeadas son conducidas desde el aparato de redondeo hasta un dispositivo de soldadura para engastes de latas con un carril en Z para el posicionamiento de los cantos de los engastes y de los rodillos de soldadura, en particular con electrodos intermedios de alambre que se extiende sobre los mismos, caracterizado porque antes y/o en el recorrido de alimentación (3) y/o junto o en el aparato de redondeo (4) se mide la propiedad de la chapa, que influye sobre el redondeo, porque el valor de medición o un valor derivado del mismo es conducido al control (5) del aparato de redondeo (4) y porque el aparato de redondeo es controlado en función del valor de medición o del valor derivado de tal forma que el radio de redondeo (R) del engaste se mantiene esencialmente constante cuando la propiedad de la chapa permanece inalterada.
21. Procedimiento de acuerdo con la reivindicación 20, caracterizado porque como propiedad de la chapa se mide el comportamiento de redondeo, en el que la medición se realiza en la operación de redondeo de manera no destructiva en secciones sucesivas de la chapa y el comportamiento de redondeo se mide eléctrica y/o mecánica y/u óptica y/o acústicamente y durante la medición del comportamiento de redondeo se actúa con rodillos de redondeo (8, 9; 28, 29) y en todo caso con una cuña (7; 37) que sigue a los rodillos de redondeo sobre la chapa.
Patentes similares o relacionadas:
 Dispositivo de formación de cilindro y método de formación de cilindro, del 30 de Octubre de 2019, de Fuji Machine Works Co., Ltd: Un aparato de formación de tubo para conformar una pieza de trabajo (W) de un material conformado como lámina de plástico en una forma tubular que tenga un radio […]
Dispositivo de formación de cilindro y método de formación de cilindro, del 30 de Octubre de 2019, de Fuji Machine Works Co., Ltd: Un aparato de formación de tubo para conformar una pieza de trabajo (W) de un material conformado como lámina de plástico en una forma tubular que tenga un radio […]
 Método para fabricar un casquillo de manguito cojinete hendido, del 31 de Julio de 2019, de VORWERK AUTOTEC GmbH & Co. KG: Método para fabricar un casquillo de manguito cojinete revestido al menos en un lado con un promotor de adherencia y hendido en dirección […]
Método para fabricar un casquillo de manguito cojinete hendido, del 31 de Julio de 2019, de VORWERK AUTOTEC GmbH & Co. KG: Método para fabricar un casquillo de manguito cojinete revestido al menos en un lado con un promotor de adherencia y hendido en dirección […]
Aparato para trabajar tubos, barras, secciones y piezas en bruto similares, que comprende una pluralidad de máquinas que están dispuestas en línea, del 24 de Agosto de 2016, de CTE Sistemi S.r.l: Aparato para trabajar piezas en bruto alargadas (C), tales como tubos, barras, secciones y tiras, que comprende una pluralidad de máquinas dispuestas […]
Aparato y método para el control electrohidráulico del paralelismo en una máquina de curvado de productos metálicos, del 6 de Noviembre de 2014, de Promau S.R.L: Aparato para el control electrohidráulico del paralelismo de un rodillo de una máquina de curvado 1 ; 10) para procesar piezas metálicas (L), que comprende […]
Máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada, del 13 de Noviembre de 2013, de CML INTERNATIONAL S.P.A.: Una máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada (T), que comprende, almenos, tres rodillos de curvado que cooperan […]
 Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma, del 30 de Enero de 2013, de CML INTERNATIONAL S.P.A.: Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo unapieza de trabajo alargada (T) con radios de […]
Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma, del 30 de Enero de 2013, de CML INTERNATIONAL S.P.A.: Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo unapieza de trabajo alargada (T) con radios de […]
 Elemento de redondeo previo en un aparato de redondeo, del 30 de Noviembre de 2012, de SOUDRONIC AG: Aparato de redondeo para la fabricación de cercos de envases, con un elemento de redondeo previo oelemento de redondeo , que comprende una parte superior […]
Elemento de redondeo previo en un aparato de redondeo, del 30 de Noviembre de 2012, de SOUDRONIC AG: Aparato de redondeo para la fabricación de cercos de envases, con un elemento de redondeo previo oelemento de redondeo , que comprende una parte superior […]
 Procedimiento y dispositivo para redondear secciones de láminas de metal, del 5 de Septiembre de 2012, de SOUDRONIC AG: Procedimiento para el redondeo de secciones de chapas individuales para formar piezas brutas de cercosde envases individuales, en el que las secciones de chapas individuales […]
Procedimiento y dispositivo para redondear secciones de láminas de metal, del 5 de Septiembre de 2012, de SOUDRONIC AG: Procedimiento para el redondeo de secciones de chapas individuales para formar piezas brutas de cercosde envases individuales, en el que las secciones de chapas individuales […]