Procedimiento y dispositivo para redondear secciones de láminas de metal.
Procedimiento para el redondeo de secciones de chapas individuales (1,
2) para formar piezas brutas de cercosde envases individuales, en el que las secciones de chapas individuales son alimentadas desde una pila (10) através de un trayecto de alimentación (3) o directamente a una máquina de redondeo (4) y sin redondeadas en ésta,en el que delante y/o en el trayecto de alimentación (3) y/o junto o en la máquina de redondeo (4) se mide unapropiedad de la chapa, que influye en el redondeo, de tal manera que el valor de medición o un valor derivado delmismo es alimentado al control (5) de la máquina de redondeo (4), y de tal manera que la máquina de redondeo escontrolada en función del valor de medición o del valor derivado del mismo, de tal manera que se mantieneesencialmente constante el radio de redondeo (R) del cerco a medida que se modifica la propiedad de la chapa,caracterizado porque como propiedad de la chapa se mide el comportamiento de redondeo, siendo realizada lamedición en la operación de redondeo de forma no destructiva en secciones de chapa sucesivas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2008/000173.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: SCHREIBER, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D5/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › por pasada entre rodillos o cilindros (B21D 5/06 tiene prioridad).
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
PDF original: ES-2391795_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para redondear secciones de láminas de metal
Antecedentes
La invención se refiere a un procedimiento para redondear secciones individuales de chapa para formar piezas brutas de cercos de envases así como a un procedimiento para la fabricación de cercos de latas a partir de secciones individuales de chapas de acuerdo con el preámbulo de las reivindicaciones 1 y 10, respectivamente. Además, la invención se refiere a una máquina de redondear para redondear secciones individuales de chapa de acuerdo con el preámbulo de la reivindicación 11 así como a un dispositivo de soldar cercos de latas con una máquina de redondear de este tipo.
Estado de la técnica
Los procedimientos y dispositivos del tipo mencionado se utilizan en la fabricación de cercos de envases, especialmente de cercos de envases de chapa. Las piezas brutas de cercos de envases son transportadas a tal fin después del redondeo directamente a una máquina de soldar para la soldadura de la costura longitudinal del cerco. En este caso, en general, el apilamiento de las chapas, el aparato de redondeo y la máquina de soldar forman una unidad. Instalaciones correspondientes para la fabricación de las latas se conocen, por ejemplo, a partir de los documentos DE-A-33 30 171 o US-A-5 209 625. El redondeo se realiza en este caso de tal manera que el cerco de lata formado puede ser conducido directamente al carril-Z utilizado para el solape de la costura. Para el redondeo se insertan las secciones de chapa cortadas a medida de forma rectangular con dimensiones definidas y con propiedades del material establecidas en normas desde un sistema de inserción en una primera pareja de rodillos de transporte accionada, se transportan posteriormente por varios rodillos de transporte accionados a una velocidad de 100-450 m/min. y se doblan en una máquina de redondear con un sistema de redondeo con la ayuda de cuñas con rodillos o con sistemas de rodillos para formar un cerco redondo. Eventualmente se lleva a cabo adicionalmente, por medio de un sistema de cuñas de una estación de flexión opcional, una deformación plástica preliminar, que sirve para la eliminación de la tensión en la chapa antes del redondeo. De acuerdo con la calidad de la chapa, las chapas procesadas en serie presentan diferentes espesores de chapa y diferentes propiedades del material, tales como límite de estiramiento, comportamiento de dilatación y de compactación, que conducen después del proceso de redondeo a diferentes diámetros de los cercos y, por lo tanto, a diferentes aberturas en los extremos libres. Puesto que de esta manera no todos los cercos redondeados en serie se encuentran en la misma posición en la estación de redondeo y presentan diferentes radios de redondeo, esto puede tener como consecuencia variaciones de la medida de solape en la estación de soldar, lo que es problemático para la soldadura de los cercos, o puede conducir a problemas durante el desplazamiento lateral de los cercos desde la máquina de redondear hasta el dispositivo de soldar y, por lo tanto, a una parada de la máquina con tiempos de averías prolongados. Con ello se reduce la eficiencia de la máquina y se producen costes de averías para el operador de la maquina.
Durante la formación comparativamente muy lenta de tubos o cuerpos individuales a partir de una chapa introducida por el operador en una máquina de redondeo, se conoce también a partir del documento EP-A-477 752 medir el espesor de la chapa y/o el límite de estiramiento o el límite de dilatación y adaptar la posición de rodillos laterales de redondeo. Además, se conoce a partir del documento DE-A-2 221 776 en la formación de tubos de costuras helicoidales, medir la resistencia a la deformación de la banda antes de la entrada de la banda de chapa en la instalación de flexión del borde, para que se mantenga la medida de la recuperación elástica dentro de límites admisibles. Durante el redondeo y la soldadura de cercos de latas, que se realiza a dicha velocidad muy alta, no se pueden utilizar los tipos de procedimiento mencionados. El documento US 5 497 935 muestra un procedimiento del tipo indicado al principio y un dispositivo de este tipo para el redondeo y soldadura de cercos de envases, en los que durante el redondeo se mide el espesor de la chapa y el valor de medición se utiliza para el control del medio de redondeo, para mantener los más constante posible el radio de redondeo.
Representación de la invención
Para la prevención de los problemas mencionados durante el redondeo y la soldadura de cercos de latas se utilizan actualmente, a ser posible, chapas con oscilaciones reducidas de las propiedades del material y a ser posible de una serie de fabricación del fabricante de la chapa. A ser posible, se evita una mezcla de diferentes chapas. El redondeo debe verificarse con frecuencia y, en caso necesario, debe reajustarse el sistema de redondeo.
El cometido de la invención es evitar estos inconvenientes.
Esto se consigue por medio de un procedimiento para el redondeo de secciones de chapas individuales para obtener piezas brutas de cercos de envases con las características de la reivindicación 1. Este cometido se soluciona de la misma manera por medio de un procedimiento para la fabricación de cercos de latas a partir de secciones individuales de chapas con las características de la reivindicación 10. Esto se puede realizar porque en el trayecto de alimentación se lleva a cabo, en parte, un redondeo previo o porque en la máquina de redondeo se realiza, en parte, un redondeo previo, especialmente en la estación de flexión y porque el comportamiento de
redondeo se mide eléctrica y/o mecánica y/u óptica y/o acústicamente.
El cometido mencionado anteriormente se soluciona también por medio de una máquina de redondeo con las características de la reivindicación 11.
En el procedimiento o bien en un dispositivo se realiza la medición en la operación de redondeo de forma no destructiva en secciones sucesivas de chapa, de manera que se mide, por lo tanto, en la operación de redondeo en curso y se ajusta el redondeo de acuerdo con la medición. El redondeo se realiza durante la formación de cercos de latas y especialmente con una velocidad de 100 a 450 m/minuto y las piezas brutas de cercos de envases redondeadas son conducidas desde la máquina de redondeo a un dispositivo de soldar cercos de latas con rodillos de soldadura, en particular con electrodos intermedios de alambre que se extienden encima, y a un carril-Z para el posicionamiento de los cantos de los cercos. En este caso, como propiedad de la chapa se puede medir el espesor de la chapa.
A través del valor de medición o el valor derivado del mismo se controla al menos uno de los rodillos de redondeo de la máquina de redondear y/o con preferencia una cuña de redondeo de la máquina de redondear. Adicional o alternativamente, a través del valor de medición o del valor derivado del mismo se puede controlar una cuña de redondeo previo de la máquina de redondear. Además, a través del valor de medición o del valor derivado del mismo se puede controlar una estación de flexión de la máquina de redondear, en particular una cuña de flexión dispuesta en ella.
Breve descripción de los dibujos
Otras configuraciones, ventajas y aplicaciones de la invención se deducen a partir de las reivindicaciones dependientes y a partir de la descripción siguiente con la ayuda de las figuras. En este caso:
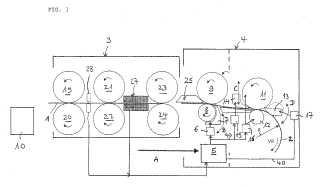
La figura 1 muestra de forma esquemática un dispositivo para la explicación de primeras formas de realización de la invención.
La figura 2 muestra de forma esquemática un dispositivo para la explicación de otras formas de realización de la invención.
La figura 3 muestra de forma esquemática una forma de realización similar a la mostrada en la figura 2 con una cuña en la instalación de medición.
La figura 4 muestra una representación esquemática de una instalación de medición.
La figura 5 muestra una representación parcialmente en perspectiva de la instalación de medición de la figura 4, y
La figura 6 muestra una representación del circuito eléctrico de la instalación de medición de las figuras 4 y 5.
Modos de realización de la invención
La figura 1 muestra de forma esquemática en vista lateral diferentes formas de realización de la presente invención.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el redondeo de secciones de chapas individuales (1, 2) para formar piezas brutas de cercos de envases individuales, en el que las secciones de chapas individuales son alimentadas desde una pila (10) a través de un trayecto de alimentación (3) o directamente a una máquina de redondeo (4) y sin redondeadas en ésta, en el que delante y/o en el trayecto de alimentación (3) y/o junto o en la máquina de redondeo (4) se mide una propiedad de la chapa, que influye en el redondeo, de tal manera que el valor de medición o un valor derivado del mismo es alimentado al control (5) de la máquina de redondeo (4) , y de tal manera que la máquina de redondeo es controlada en función del valor de medición o del valor derivado del mismo, de tal manera que se mantiene esencialmente constante el radio de redondeo (R) del cerco a medida que se modifica la propiedad de la chapa, caracterizado porque como propiedad de la chapa se mide el comportamiento de redondeo, siendo realizada la medición en la operación de redondeo de forma no destructiva en secciones de chapa sucesivas.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el redondeo se realiza a una velocidad de 100 a 450 m/minuto y porque las piezas brutas de cercos de envase redondeadas son alimentadas desde la máquina de redondeo a un dispositivo de soldar para cercos de envase con un carril-Z para el posicionamiento de los cantos de los cercos y de los rodillos de soldar, en particular con electrodos intermedios de alambre que se extiende encima de ellos.
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque la medición se realiza en una estación de flexión.
4. Procedimiento de acuerdo con la reivindicación 1 ó 3, caracterizado porque el comportamiento de redondeo se mide eléctrica y/o mecánica y/u óptica y/o acústicamente.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el comportamiento de redondeo se mide eléctricamente, siendo detectada durante el paso de la chapa esta chapa en un lugar predeterminado y siendo detectado en este caso especialmente su canto delantero, y porque se realiza una medición del tiempo, con la que se determina el tiempo hasta que la chapa pre-redondeada entra en contacto eléctrico con una placa de medición (38) .
6. Procedimiento de acuerdo con la reivindicación 1 ó 3, caracterizado porque durante la medición del comportamiento de redondeo se actúa sobre la chapa con rodillos de redondeo (28, 29; 30, 31) y en todo caso con una cuña de flexión (37; 36) que sigue a los rodillos de redondeo.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque a través del valor de medición o del valor derivado del mismo se controla al menos un rodillo de redondeo (11, 12) y/o una cuña de redondeo (13) de la máquina de redondeo.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque a través del valor de medición o del valor derivado del mismo se controla una cuña de redondeo previo (14) de la máquina de redondeo.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque a través del valor de medición o del valor derivado del mismo se controla una estación de flexión de la máquina de redondeo, en particular una cuña de flexión (7) dispuesta en ella.
10. Procedimiento para la fabricación de cercos de latas a partir de secciones de chapas (1, 2) individuales, en el que las secciones de chapas individuales son alimentadas desde una pila (10) a través de un trayecto de alimentación (3) o directamente a una máquina de redondeo (4) y son redondeadas en ésta y las piezas brutas de cercos de envases redondeados son alimentadas desde la máquina de redondeo a un dispositivo de soldar para cercos de latas con un carril-Z para el posicionamiento de los cantos de los cercos y de los rodillos de soldar, en particular con electrodos intermedios de alambre que se extienden sobre ellos, siendo medida delante y/o en trayecto de alimentación (3) y/o junto o en la máquina de redondeo (4) al menos una propiedad de chapa, que influye sobre el redondeo, de tal manera que el valor de medición o un valor derivado del mismo es alimentado al control (5) de la máquina de redondeo (4) , y de tal manera que la máquina de redondeo es controlada en función del valor de medición o de un valor derivado del mismo, de tal manera que se mantiene esencialmente constante el radio de redondeo (R) del cerco a medida que se modifica la propiedad de la chapa, en el que a través del valor de medición o del valor derivado del mismo se controla al menos un rodillo de redondeo (11, 12) y/o una cuña (13) de la máquina de redondeo, caracterizado porque el redondeo se realiza a una velocidad de 100 a 450 m/minuto, y porque como propiedad de la chapa se mide el comportamiento de redondeo, siendo realizada la medición en la operación de redondeo de una manera no destructiva en secciones de chapa sucesivas y siendo medido el comportamiento de redondeo eléctrica y/o mecánica y/u óptica y/o acústicamente y durante la medición del comportamiento de redondeo se actúa sobre la chapa con rodillos de redondeo (28, 29; 30, 31) y en todo caso con una cuña (37; 36) que sigue a los rodillos de redondeo.
11. Máquina de redondeo (4) para el redondeo de secciones de chapa (1, 2) individuales, en la que la máquina de
redondeo comprende como elementos de redondeo unos rodillos de redondeo (11, 12) y, dado el caso, una cuña de redondeo (13) y/o, dado el caso, una cuña de redondeo previo (14) así como presenta medios de ajuste para estos elementos, y en la que la máquina de redondeo presenta al menos un actuador (6, 15, 16, 17) para al menos uno de los elementos, a través del cual se puede accionar de forma regulable el elemento, y porque a través del control (5) 5 de la máquina de redondeo se puede regular el elemento por medio del actuador, en la que el control presenta, además, una entrada para un valor de medición de la propiedad de la chapa o un valor derivado del mismo, caracterizado porque la máquina de redondeo está configurada para el redondeo a una velocidad de 100 a 450 m/minuto y la máquina de redondeo presenta una instalación de medición, con la que se mide como propiedad de la chapa el comportamiento de redondeo, en la que la medición se realiza en la operación de redondeo de una manera
no destructiva en secciones de chapa sucesivas.
12. Máquina de redondeo de acuerdo con la reivindicación 11, caracterizada porque el comportamiento de redondeo se puede medir eléctrica y/o mecánica y/u óptica y/o acústicamente.
13. Máquina de redondeo de acuerdo con la reivindicación 11, caracterizada porque el comportamiento de redondeo se mide eléctricamente, pudiendo realizarse una medición del tiempo durante el paso de la chapa a partir
de un lugar determinado y pudiendo determinarse de esta manera el tiempo hasta que la chapa pre-redondeada entre en contacto eléctrico con una placa de medición (38) .
14. Máquina de redondeo de acuerdo con la reivindicación 13, caracterizada porque la placa de medición (38) está dividida en varias partes de medición (38a, 38b, 38c, 38d) dispuestas adyacentes y aisladas eléctricamente unas de las otras.
15. Máquina de redondeo de acuerdo con la reivindicación 11 ó 12, caracterizada porque durante la medición del comportamiento de redondeo se actúa sobre la chapa con rodillos de redondeo (28, 29; 30, 31) y en todo caso con una cuña (37; 36) que sigue a los rodillos de redondeo.
16. Dispositivo de soldar para cercos de latas, con un carril-Z para el posicionamiento de los cantos de cercos y con rodillos de soldar, en particular con electrodos intermedios de alambre que se extienden sobre ellos, que comprende
una máquina de redondeo de acuerdo con una de las reivindicaciones 11 a 15.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]