Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma.
Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo unapieza de trabajo alargada (T) con radios de curvatura variables,
de tal manera que la máquina de doblamiento porrodillos utiliza una serie de rodillos de accionamiento para doblar (1, 2, 3), estando el método caracterizado por quelas siguientes etapas de:
- medir la distancia de la pieza de trabajo alargada en un punto que está situado aguas abajo con respecto adicha serie de rodillos de accionamiento para doblamiento (1, 2, 3), y que se extiende en una dirección de unmedidor de distancia (6, 11), de manera que dicha medición de distancia se lleva a cabo para obtener ladistancia entre dicho un punto y una posición fija del medidor de distancia en instantes sucesivos;
- calcular un radio de curvatura para cada tramo o sección de doblez de la pieza de trabajo alargada (T)basándose en el cambio de posición, con respecto a la pieza de trabajo alargada (T) que se ha de doblar, deal menos un rodillo de dicha serie de rodillos para doblamiento (1, 2, 3), y en la distancia medida por elmedidor de distancia (6, 11).
- comparar el radio de curvatura calculado con el radio de curvatura deseado en dicha sección dedoblamiento, que tiene una posición y una longitud que son medidas concéntricamente con la pieza de trabajoalargada (T) por medio de un medidor de longitud (5), y determinar una diferencia entre dicho radio decurvatura calculado y dicho radio de curvatura deseado;
- calcular el cambio de posición al que ha de someterse un rodillo de aguas arriba (2) con el fin de anulardicha diferencia entre dicho radio de curvatura calculado y dicho radio de curvatura deseado; y- hacer funcionar dicho rodillo de aguas arriba (2) basándose en dicho cambio de posición calculado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2009/000049.
Solicitante: CML INTERNATIONAL S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Località Annunziata 03030 Piedimonte San Germano Frosinone ITALIA.
Inventor/es: CAPORUSSO,ALESSANDRO, Schiarante,Eugenio, Roso,Giuseppe.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D5/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › por pasada entre rodillos o cilindros (B21D 5/06 tiene prioridad).
- B21D7/08 B21D […] › B21D 7/00 Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00). › por pasada entre rodillos o a través de una matriz curva.
- G05B19/19 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
PDF original: ES-2394310_T3.pdf
Fragmento de la descripción:
Método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada con radios de curvatura variables, y máquina controlada de esta forma.
CAMPO TÉCNICO La presente invención se refiere a un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar de forma continua una pieza de trabajo alargada con radios de curvatura variable. Además, la invención se refiere a una máquina de doblamiento por rodillos así controlada.
TÉCNICA ANTERIOR La Patente norteamericana Nº 4.761.979, que fue concedida a la Mitsubishi Denki, de Tokio (Japón) , describe un aparato de doblamiento por rodillos de un tipo piramidal, que tiene una unidad de medición de curvatura configurada para medir un radio de curvatura de una pieza de trabajo, la cual comprende al menos tres sondas montadas en un soporte de sondas, de tal manera que al menos una de las sondas es una sonda movible cuyo desplazamiento lineal produce una señal de salida eléctrica correspondiente, siendo las sondas restantes sondas estacionarias. Un cilindro de accionamiento de la unidad de medición de curvatura mueve el soporte de sonda hacia la pieza de trabajo hasta que todas las sondas contactan firmemente con la superficie de la pieza de trabajo, estado en el cual la señal de salida eléctrica es aplicada a una unidad de cálculo y presentación visual como un valor medido, que es proporcionado por un operario, como un valor de entrada, a una computadora. La computadora calcula una medida de la carrera de un rodillo superior de la máquina, que es necesaria para obtener un radio de curvatura deseado de la pieza de trabajo.
Por otra parte, la Patente Europea Nº 477 752, que fue concedida a Promau s.r.l., de Cesena (Italia) , describe una máquina de doblamiento por rodillos destinada a doblar láminas de hierro, que utiliza un dispositivo de detección mecánico de tres puntos para la pieza de trabajo que sale de la máquina de doblamiento por rodillos. Este dispositivo permite que se compruebe el radio que la máquina está confiriendo a la lámina de hierro, permitiendo la intervención de una persona para realizar las correcciones necesarias.
La Solicitud de Patente Europea EP 1 644 140, a nombre de ORTIC AB, de Borlänge (Suecia) , describe un método para la supervisión y el control del procedimiento para el doblamiento en continuo de una pieza de trabajo alargada hasta un radio predeterminado, mediante el uso de tres medidores de distancia sin contacto paralelos, del tipo de transmisor de láser, y mediante la medición de las distancias a la superficie de doblamiento de la pieza de trabajo alargada, de manera que se calcula el radio de curvatura real basándose en las distancias fijas entre los medidores y las distancias medidas, y se ajusta la máquina de doblamiento en respuesta a la relación existente entre el radio real calculado y el radio deseado.
El documento US-A-4.232.540, a nombre de Cain Jack C et al., describe cómo doblar una lámina de metal con radios de curvatura variables, y cómo detectar, por medio de un codificador, la distancia que ha avanzado una lámina de metal a través del aparato, a fin de efectuar un cambio en la posición del rodillo de doblamiento para conseguir la curvatura de la lámina deseada para el siguiente segmento de la misma.
El documento US 2007/233422 A1, a nombre de Montanari, William, divulga un método para controlar el mecanizado de una pieza que rota dentro de una máquina de control numérico, que incluye la etapa de detectar valores instantáneos indicativos de las dimensiones de la pieza durante el mecanizado. El documento US 2007/233422 A1 tan solo describe cómo medir el desgaste de una pieza en contacto con una rueda de rectificado, y se sirve, esencialmente, de un medidor de arcos o arquímetro como el del documento EP 1 644 140, con la diferencia de que el detector descrito en el documento US 2007/233422 A1 es un detector de contacto.
Es evidente que en los documentos anteriormente citados, se mide el radio real de un tramo o sección de una pieza de trabajo alargada, pero la máquina es corregida o ajustada mientras se está doblando una sección de pieza de trabajo diferente de la que se ha medido. Sin embargo, si el doblez que se desea obtener es un doblez de un radio fijo predeterminado, el método puede resultar satisfactorio puesto que puede implicar que únicamente una primera sección de doblez de la pieza de trabajo es de un radio de doblez real diferente del que se desea. En este caso, el daño puede consistir en desechar la primera sección de doblez.
Por el contrario, cuando se desea doblar una pieza de trabajo alargada con radios de curvatura variables, por ejemplo, secciones de una pieza de trabajo con un radio fijo que están separadas por uniones de radio diferente o, generalmente, secciones de doblez que tienen un radio variable de forma continua, resulta más ventajoso medir un radio de la sección de la pieza de trabajo alargada que tiene un radio de curvatura cercano al radio de la sección de doblez que la máquina está trabajando en ese momento, o justamente después.
En consecuencia, un objeto principal de la invención es medir un radio de curvatura de una sección de doblez que no es el radio de curvatura real de una sección de doblez real que ya se ha formado, sino que es el radio de curvatura de una sección de doblez que está siendo formada por la máquina.
Otro objeto de la invención consiste en medir un radio de curvatura en un punto más cercano al punto de la deformación de doblamiento por parte de máquina, que es generalmente, el tercer rodillo para la pieza de trabajo que sale de la máquina.
DESCRIPCIÓN DE LA INVENCIÓN Por lo tanto, la invención, en un primer aspecto de la misma, proporciona un método para comprobar y controlar una máquina de doblamiento por rodillos destinada a doblar de forma continua una pieza de trabajo alargada con ángulos de curvatura variables, de tal manera que la máquina de doblamiento por rodillos utiliza una serie de rodillos de accionamiento para doblar, de modo que el método comprende las siguientes etapas de:
medir la distancia de la pieza de trabajo alargada en un punto que está situado aguas abajo con respecto a dicha serie de rodillos de accionamiento para el doblamiento, y que se extiende en la dirección de un medidor de distancia, de tal manera que la medición de la distancia se lleva a cabo con el fin de obtener la distancia entre dicho punto y una posición fija del medidor de distancia en instantes sucesivos; calcular un radio de curvatura de cada tramo o sección de doblez de la pieza de trabajo alargada; comparar el radio de curvatura calculado con el radio de curvatura deseado en dicha sección de doblez, que tiene una posición y una longitud que se miden concéntricamente con la pieza de trabajo alargada por medio de un medidor de longitud, y determinar una diferencia entre dicho radio de curvatura calculado y dicho radio de curvatura deseado; calcular el cambio de posición al que ha de ser sometido un rodillo de aguas arriba con el fin de anular dicha diferencia entre dicho radio de curvatura calculado y dicho radio de curvatura deseado; hacer funcionar dicho rodillo de aguas abajo basándose en dicho cambio de posición calculado.
En una primera realización del método de la presente invención, el cálculo del radio de curvatura de cada sección de doblez de la pieza de trabajo alargada se lleva a cabo basándose en el cambio de posición, con respecto a la pieza de trabajo alargada que se ha de doblar, de al menos uno de los rodillos de dicha serie de rodillos para doblamiento, y en la distancia medida por el medidor de distancia. En particular, la curva a lo largo de la cual se dobla dicha pieza de trabajo alargada, se define por medio de una sucesión de funciones polinómicas de tercer orden, de tal manera que dichas funciones consisten en splines [funciones polinómicas suaves aproximativas por puntos] cúbicas naturales, las cuales necesitan que se definan matemáticamente al menos tres puntos, siendo dichos al menos tres puntos obtenidos basándose en el cambio de posición, con respecto a la pieza de trabajo alargada que se ha de doblar, del rodillo que es variable en su posición, y en la distancia medida por el medidor de distancia, ambos cuales constituyen dos puntos, de manera que el tercer punto resulta, en un diagrama cartesiano, como el cambio de la curvatura del coeficiente angular de la cuerda, según se mide con respecto a la detección precedente.
En una segunda realización del método de la presente invención, dicho cálculo del radio de curvatura de cada sección de doblez de la pieza de trabajo alargada consiste en el cálculo de un radio de curvatura intermedio de una sección... [Seguir leyendo]
Reivindicaciones:
1. Un método para comprobar y controlar una máquina de doblamiento por rodillos para doblar en continuo una pieza de trabajo alargada (T) con radios de curvatura variables, de tal manera que la máquina de doblamiento por rodillos utiliza una serie de rodillos de accionamiento para doblar (1, 2, 3) , estando el método caracterizado por que las siguientes etapas de:
-medir la distancia de la pieza de trabajo alargada en un punto que está situado aguas abajo con respecto a dicha serie de rodillos de accionamiento para doblamiento (1, 2, 3) , y que se extiende en una dirección de un medidor de distancia (6, 11) , de manera que dicha medición de distancia se lleva a cabo para obtener la distancia entre dicho un punto y una posición fija del medidor de distancia en instantes sucesivos; -calcular un radio de curvatura para cada tramo o sección de doblez de la pieza de trabajo alargada (T) basándose en el cambio de posición, con respecto a la pieza de trabajo alargada (T) que se ha de doblar, de al menos un rodillo de dicha serie de rodillos para doblamiento (1, 2, 3) , y en la distancia medida por el medidor de distancia (6, 11) . -comparar el radio de curvatura calculado con el radio de curvatura deseado en dicha sección de doblamiento, que tiene una posición y una longitud que son medidas concéntricamente con la pieza de trabajo alargada (T) por medio de un medidor de longitud (5) , y determinar una diferencia entre dicho radio de curvatura calculado y dicho radio de curvatura deseado; -calcular el cambio de posición al que ha de someterse un rodillo de aguas arriba (2) con el fin de anular dicha diferencia entre dicho radio de curvatura calculado y dicho radio de curvatura deseado; y -hacer funcionar dicho rodillo de aguas arriba (2) basándose en dicho cambio de posición calculado.
2. El método de acuerdo con la reivindicación 1, caracterizado por que el cálculo del radio de curvatura de cada sección de doblez de la pieza de trabajo alargada (T) se lleva a cabo basándose en el cambio de posición, con respecto a la pieza de trabajo alargada (T) que se ha de doblar, de al menos un rodillo de dicha serie de rodillos para doblamiento (1, 2, 3) , y en la distancia medida por el medidor de distancia (6, 11) .
3. El método de acuerdo con la reivindicación 2, caracterizado por que la curva a lo largo de la cual se dobla dicha pieza de trabajo alargada, se define por medio de una sucesión de funciones polinómicas de tercer orden, de tal manera que dichas funciones son splines [funciones polinómicas suaves aproximativas por puntos] cúbicas naturales, que necesitan al menos tres puntos para quedar matemáticamente definidas, siendo obtenidos dichos al menos tres puntos basándose en el cambio de posición, con respecto a la pieza de trabajo alargada (T) que se ha de doblar, del rodillo variable en su posición, y en la distancia medida por el medidor de distancia (6, 11) , constituyendo ambos dos puntos, de manera que el tercer punto resulta en un diagrama cartesiano como un cambio de la curvatura del coeficiente angular de la cuerda, según se mide con respecto a la detección precedente.
4. El método de acuerdo con la reivindicación 1, caracterizado por que el cálculo del radio de curvatura de cada sección de doblez de la pieza de trabajo alargada (T) consiste en el cálculo de un radio de curvatura intermedio de una sección de doblez que se forma durante dichos al menos tres instantes sucesivos, estando dicho radio intermedio comprendido entre el radio de doblez en un primero de dichos al menos tres instantes y el radio de doblez en al menos uno de dichos al menos tres instantes.
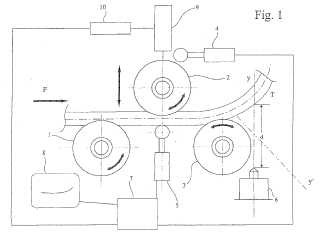
5. Una máquina controlada para doblar en continuo una pieza de trabajo alargada (T) con radios de curvatura variables, máquina que utiliza una serie de rodillos de accionamiento para doblamiento (1, 2, 3) , estando la máquina caracterizada por que comprende:
-un medidor de distancia (6, 11) , para medir la distancia de un punto de la pieza de trabajo alargada (T) que está situado aguas abajo con respecto a dicha serie de rodillos para doblamiento y se extiende en una dirección de un medidor de distancia, de tal modo que la medición de distancia se lleva a cabo para obtener la distancia entre dicho un punto y una posición fija del medidor de distancia en instantes sucesivos; -una computadora (7) que está conectada, entre otras cosas, al medidor de distancia (6, 11) para calcular, de acuerdo con la teoría de splines, un radio de un tramo o sección de doblez basándose tanto en la medición de dicha distancia en instantes sucesivos como en la comparación del radio de curvatura calculado con el radio de curvatura deseado en dicha sección de doblez;
estando la computadora (7) también conectada a un medidor de longitud (5) para medir la longitud de dicha sección de doblez concéntricamente con la pieza de trabajo alargada (T) ; de manera que la computadora (7) está también conectada a unos medios operativos (9, 10) configurados para hacer funcionar un rodillo (2) de una serie de rodillos de accionamiento para doblamiento (1, 2, 3) , a fin de ajustarlo por medio de un medidor de longitud (4) basándose en una diferencia entre dicho radio de curvatura medido y el radio de curvatura deseado en dicha sección de doblez.
6. La máquina de acuerdo con la reivindicación 5, caracterizada por que dicho medidor de distancia (6) es un medidor sin contacto.
7. La máquina de acuerdo con la reivindicación 6, caracterizada por que dicho medidor sin contacto es un medidor que comprende un único transmisor de láser en una única dirección.
8. La máquina de acuerdo con la reivindicación 5, caracterizada por que dicho medidor de distancia (11) es un medidor con contacto en un único punto y en una única dirección.
9. La máquina de acuerdo con la reivindicación 5, caracterizada por que dichos medidores de longitud (4, 5) son codificadores.
1.
10. La máquina de acuerdo con la reivindicación 5, caracterizada por que dicho medidor de distancia (6, 11) está fijado en su posición de un modo tal, que su dirección de medición cruza la pieza de trabajo alargada tan cerca como sea posible del rodillo de salida de la máquina.
Patentes similares o relacionadas:
Método para la producción de piezas curvas a partir de un elemento metálico continuo, del 9 de Enero de 2019, de Baomarc Automotive Solutions S.p.A: Método para la producción de una pieza curva a partir de un elemento metálico continuo que se extiende a lo largo de un eje longitudinal y avanza a […]
Procedimiento y dispositivo para fabricar perfiles con formación de posición variable, orientada longitudinalmente, del 13 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para fabricar perfiles con al menos una formación de posición variable, orientada longitudinalmente a partir de una pieza en bruto de […]
Sistema de guiado de perfiles de sección en L, para máquinas curvadoras, del 23 de Marzo de 2016, de JIMÉNEZ TRES, José Luis: Sistema de guiado de perfiles de sección en "L", para máquinas curvadoras, que consiste en disponer en la entrada y en la salida de la máquina curvadora de aplicación unos dispositivos […]
Estructura lateral para carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una estructura lateral para una carrocería de automóvil que tiene un pilar A que tiene una primera parte (63a) que tiene una sección transversal […]
Elemento de resistencia para carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un elemento de resistencia para una carrocería de automóvil que tiene un cuerpo (40h, 41Ch, 41Dh) tubular, que está constituida por un solo elemento en la […]
Miembro lateral frontal para una carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro lateral frontal que tiene un cuerpo formado a partir de un cuerpo tubular que tiene una sección transversal cerrada y que consiste en un […]
Miembro de refuerzo para una carrocería de automóvil, del 8 de Enero de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro de refuerzo para una carrocería de automóvil que tiene un cuerpo (40h, 41Ah- 41Dh, 42Ah, 42Bh, 43Ah, 43Bh, 44Ah, 44Bh) tubular […]
 Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]
Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]