Utilización de un dispositivo de corte y procedimiento de corte.
Utilización de un dispositivo de corte para cortar costuras transversales de cierre previamente realizadas,
de untubo laminar de material plástico lleno de un producto alimenticio, en especial, queso fundido, de manera que cadacostura de cierre transversal de la película tubular a tratar es alimentada de forma continua separando una porcióndel producto alimenticio de la porción siguiente, presentando el dispositivo un soporte de cuchillas rotativo y dotado,como mínimo, de una cuchilla de corte (22), de manera que la cuchilla de corte (22), al cortar una costura de cierretransversal, actúa sobre un soporte dispuesto en oposición (4), caracterizado porque la cuchilla de corte (22) escalentada a una temperatura inferior a la temperatura de fusión del material plástico del elemento laminar utilizadomediante un elemento de calentamiento del soporte de las cuchillas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/052934.
Solicitante: Hochland SE.
Nacionalidad solicitante: Alemania.
Dirección: Kemptener Strasse 17 88178 Heimenkirch ALEMANIA.
Inventor/es: ZEUSCHNER, ROLAND.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B25/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de rodajas o trozos de carnes, queso u otros productos blandos o pegadizos de formas particulares.
- B65B51/30 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B61/10 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › sirviéndose de alambres o de láminas calentadas.
PDF original: ES-2437618_T3.pdf
Fragmento de la descripción:
Utilizacion de un dispositivo de corte y procedimiento de corte
La presente invencion se refiere a la utilizacion de un dispositivo de corte y a un procedimiento para el corte de costuras de cierre transversales previamente realizadas, de un elemento tubular de un producto alimenticio, en especial, queso fundido, cuyo elemento tubular esta realizado en una lamina de plastico, de manera que cada una de las costuras transversales de cierre del elemento tubular a elaborar que es alimentado de manera continua, separa una porcion del producto alimenticio de la porcion siguiente, de manera que el dispositivo presenta un soporte de corte dotado, como minimo, de una cuchilla de corte rotativa, adoptando el soporte, en especial, la forma de un rodillo de corte, y de manera que la cuchilla de corte presiona en el corte de una costura transversal de cierre, un soporte dispuesto en oposicion, en especial un rodillo de tope dispuesto en oposicion, que gira en sentido contrario.
Estos dispositivos de corte son conocidos, por ejemplo, para la fabricacion de quesos fundidos en forma de disco envasados individualmente. Un procedimiento de este tipo para la fabricacion y el correspondiente dispositivo, se muestran, por ejemplo, en el documento DE 42 04 357 A1. En dicho documento, se llena un elemento tubular laminar con queso fundido, estando dotado de una costura longitudinal que, a continuacion es laminado adoptando forma plana y a continuacion es enfriado. En este caso, la banda de queso envuelta en el material laminar es dividida en porciones solamente despues del enfriamiento ("compresion en frio") , de manera que el queso es comprimido en bandas transversales y el elemento tubular liberado del queso es cerrado por accion del calor en estas bandas transversales. Esta compresion tiene lugar en maquinas modernas, mientras la masa de queso se encuentra todavia caliente ("compresion en caliente") . Para que a partir de esta "cadena" se puedan separar con respecto esta banda los discos conectados entre si para conseguir discos individuales, las costuras constituidas por
cierre transversal con anchura de algunos milimetros, son separadas con las cuchillas del dispositivo de corte. En este caso, estos dispositivos de corte pueden estar construidos segun el tipo de guillotinas. No obstante, se ha demostrado como especialmente ventajosa, la utilizacion de rodillos de cuchillas cuyas cuchillas de corte con accion de resorte cortan sobre la superficie endurecida sobre un rodillo dispuesto en oposicion, de manera que la cadena formada por los discos individuales es guiada por la accion de ambos rodillos. Un dispositivo de este tipo es conocido tambien por el documento EP 0 887 273 A1. Un inconveniente de los dispositivos de corte conocidos consiste en que las cuchillas de corte despues de un numero determinado de cortes, se desafilan y deben ser cambiadas. Esto comporta por lo tanto, que el elemento laminar de dos capas principalmente de polipropileno que forma el elemento laminar con un grosor de unas 50
micras es relativamente tenaz en el estado de corte. El desafilado de las cuchillas de corte influye negativamente en el tiempo de servicio y reduce la productividad de la maquina. Ademas, las cuchillas de corte de recambio constituyen un factor de coste al que se anade el montaje con la compleja operacion de ajuste. Es un objetivo de la presente invencion, garantizar un tiempo de servicio mas prolongado de las cuchillas de corte a causa de su menor desgaste, mediante una construccion sencilla. Este objetivo se consigue por la utilizacion de un dispositivo de corte, segun la reivindicacion 1 y el procedimiento de corte segun la reivindicacion 12. Se indican formas de realizacion ventajosas en las reivindicaciones dependientes.
Un concepto esencial de la invencion consiste en dotar al soporte de cuchillas de un elemento de calentamiento que produce un determinado calentamiento de la cuchilla de corte. En este caso, "determinado calentamiento" de la cuchilla de corte significa un calentamiento tal que supera la temperatura de funcionamiento normal de la cuchilla de corte, y que conduce a un calentamiento del soporte de las cuchillas que no es suficiente para que, por las dilataciones termicas, varie su geometria con respecto a un funcionamiento sin problemas. El calentamiento, segun la invencion, en especial, no es tan intenso para que el elemento laminar se abra por fusion en la costura transversal de cierre. La temperatura de la cuchilla de corte permanece por debajo de la temperatura de fusion del material utilizado para el elemento laminar. Se debe indicar en este punto que el procedimiento segun la invencion se diferencia del estado de la tecnica, tal
como, por ejemplo, el que se da a conocer por el documento DE 39 20 867 A1. En dicho documento, se comprime el producto de la zona a cortar del elemento tubular en una sola fase de trabajo, dicha zona se estanqueiza transversalmente y se corta. La cuchilla realiza por lo tanto, simultaneamente el cierre y corte. No existe, en modo alguno, la costura transversal de cierre previamente preparada. Por lo tanto, este procedimiento de trabajo no es posible con el producto alimenticio al que se refiere la presente invencion, en especial, queso fundido, que llena un elemento tubular, puesto que en el proceso de manipulacion se constituyen, en primer lugar, porciones unidas entre si que forman una cadena que debe ser sometida a una operacion de refrigeracion. Solamente las porciones manipuladas de forma previa de este modo, pueden ser separadas. El calentamiento adicional, segun la invencion, se debe mantener lo mas alejado posible de los soportes. Este 65 objetivo se puede conseguir de forma que el soporte de la cuchilla este concebido de manera tal que el flujo de calor sea guiado esencialmente a la cuchilla de corte. Esto se puede conseguir mediante la eleccion del material o por la
disposicion de aislamientos y/o la disposicion de un sumidero termico, por ejemplo, en forma de refrigeracion mediante un dispositivo de refrigeracion adecuado. Es especialmente ventajoso, puesto que es especialmente simple de conseguir, que el elemento de calentamiento este dispuesto en las proximidades de la cuchilla de corte y con correspondiente contacto termico con la cuchilla de corte, que una parte importante de la potencia calorifica de la cuchilla de corte sea alimentada al maximo posible directamente y esta produce el calentamiento mas intensamente que en el resto del soporte de la cuchilla.
De modo general, la ventaja del calentamiento de la cuchilla de corte consiste en que el elemento tubular laminar calentado localmente en un corto periodo de tiempo, presenta una menor resistencia al corte de la cuchilla, de manera que se reduce el grado de desgaste de la cuchilla de corte y, por lo tanto, aumenta el tiempo util de servicio del dispositivo de corte. Finalmente, el elemento tubular laminar constituido en un material plastico, por ejemplo, polipropileno, se hace mas blando en el punto de corte por accion del calentamiento, con respecto a la temperatura ambiente, de manera que se puede cortar mas facilmente. Se ha observado que el tiempo de utilizacion de la cuchilla de corte, de acuerdo con la invencion, se puede aumentar en un multiplo. Tambien se ha observado que es ventajoso que la potencia de calentamiento y la disposicion del elemento de calentamiento se escojan de forma tal que en el borde de corte de la cuchilla de corte se consiga una temperatura de mas de 80DC, en especial de unos 100DC. No se excluyen temperaturas de hasta 130DC.
Como elemento de calentamiento, se puede utilizar, por ejemplo, una capsula de calentamiento disponible comercialmente, con suficiente grosor, que es soportada en un orificio realizado en el soporte de corte y que es alimentada con tension electrica. El dimensionado de la capsula termica y su alimentacion con tension electrica se deben adecuar de manera adecuada a la geometria del soporte de corte. La potencia de calentamiento de las capsulas termicas puede ser adecuada a la velocidad de la instalacion, para conseguir la temperatura deseada. Si bien constituye una ventaja la medicion de la temperatura real mediante un sensor correspondiente y tambien lo es su capacidad de regulacion, ello no es necesario de manera imprescindible. En realidad, el dispositivo de corte efectua el corte en "situacion de emergencia", incluso sin cuchilla de corte calentada.
Dado que es constructivamente complicado el minimizar las dilataciones termicas no deseadas que varian la posicion de la cuchilla de corte y dichas variaciones no se pueden evitar de modo completo, es especialmente ventajoso que la cuchilla de corte sea soportada de manera elastica en el soporte de corte, siendo posible la accion elastica de la cuchilla de corte en la direccion de corte. En este caso, el esfuerzo elastico se debe disponer... [Seguir leyendo]
Reivindicaciones:
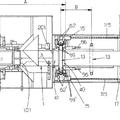
1. Utilizacion de un dispositivo de corte para cortar costuras transversales de cierre previamente realizadas, de un tubo laminar de material plastico lleno de un producto alimenticio, en especial, queso fundido, de manera que cada costura de cierre transversal de la pelicula tubular a tratar es alimentada de forma continua separando una porcion del producto alimenticio de la porcion siguiente, presentando el dispositivo un soporte de cuchillas rotativo y dotado, como minimo, de una cuchilla de corte (22) , de manera que la cuchilla de corte (22) , al cortar una costura de cierre transversal, actua sobre un soporte dispuesto en oposicion (4) , caracterizado porque la cuchilla de corte (22) es calentada a una temperatura inferior a la temperatura de fusion del material plastico del elemento laminar utilizado mediante un elemento de calentamiento del soporte de las cuchillas.
2. Utilizacion, segun la reivindicacion 1, caracterizada porque el elemento de calentamiento esta dispuesto de forma tal que la mayor parte de su potencia calorifica es alimentada a la cuchilla de corte (22) , y esta es calentada mas intensamente que el soporte de cuchillas.
3. Utilizacion, segun la reivindicacion 1, caracterizada porque la cuchilla de corte (22) esta soportada de forma elastica en la direccion de corte en el soporte de cuchillas.
4. Utilizacion, segun la reivindicacion 1, caracterizada porque el soporte de cuchillas esta constituido por un rodillo de cuchillas (2) , que esta dotado en especial de varias cuchillas de corte, en especial cuatro cuchillas (22) , de manera que un rodillo dispuesto en oposicion (4) constituye el soporte en oposicion.
5. Utilizacion, segun la reivindicacion 1, caracterizada porque la cuchilla de corte (22) descansa sobre una superficie de soporte, de manera que el elemento de calentamiento esta dispuesto en un orificio (30) del material macizo que constituye la superficie de soporte.
6. Utilizacion, segun la reivindicacion 5, caracterizada por una pieza de soporte separada (23) para soportar de manera correspondiente una cuchilla de corte (22) , que esta dispuesta en una guia radial dirigida hacia afuera del soporte de cuchillas y que recibe la accion del resorte (24) .
7. Utilizacion, segun la reivindicacion 5, caracterizada porque el material del soporte de cuchillas constituye la superficie de soporte (27) .
8. Utilizacion, segun la reivindicacion 7, caracterizada porque la cuchilla de corte (22) esta constituida por un material plano, en especial de metal duro, con seccion transversal rectangular, de manera que cada uno de los cuatro cantos del material plano constituye un borde de corte (29) .
9. Utilizacion, segun una de las reivindicaciones anteriores, caracterizada porque el elemento de calentamiento produce una temperatura en el borde de corte (29) de la cuchilla de corte de mas de 80DC, en especial de unos 100DC.
10. Utilizacion, segun una de las reivindicaciones anteriores, caracterizada porque el soporte de cuchillas esta dotado de un sensor para la medicion de la temperatura o de un dispositivo de refrigeracion.
11. Utilizacion, segun una de las reivindicaciones anteriores, caracterizada porque el borde de corte (29) de la cuchilla de corte (22) es de tipo tal que en especial es mas corto que la costura de cierre transversal, de manera que despues del corte subsisten puentes laminares o una costura dotada de perforaciones.
12. Procedimiento para el corte de costuras de cierre transversales realizadas previamente de un elemento tubular de lamina de material plastico lleno de un articulo alimenticio, en especial, queso fundido, de manera que la costura de cierre transversal del tubo laminar a trabajar que es alimentado de forma continua, separa una porcion del producto alimenticio con respecto a la porcion siguiente, de manera que una costura de cierre transversal es cortada por una cuchilla de corte con respecto a la porcion siguiente, mediante una cuchilla de corte fijada en un soporte de cuchillas rotativo, de manera que en el corte, la cuchilla de corte actua sobre un soporte dispuesto en oposicion, caracterizado porque la cuchilla de corte (22) esta dotada de un elemento de calentamiento del soporte de cuchillas de manera preseleccionada a una temperatura situada por debajo de la temperatura de fusion del material plastico utilizado para el elemento laminar.
13. Procedimiento para la fabricacion de porciones de producto alimenticio en el que, en primer lugar, se forman costuras de cierre transversales en un elemento tubular de material plastico lleno de un producto alimenticio, en especial, queso fundido, formando de esta manera una cadena de porciones unidas entre si, que son alimentadas a continuacion a una operacion de refrigeracion, de manera que cada una de las costuras de cierre transversales del elemento tubular laminar a trabajar, alimentado de manera continua, separa una porcion del articulo alimenticio de la porcion siguiente, separacion individual a continuacion de las porciones, segun una utilizacion, de acuerdo con una de las reivindicaciones 1 a 11, o un procedimiento, segun la reivindicacion 12.
Patentes similares o relacionadas:
Alambre de sellado para envolvedora de flujo vertical, del 1 de Julio de 2020, de GEA Food Solutions Weert B.V: Alambre de sellado hecho de un material eléctricamente conductor, preferentemente un material metálico, que es adecuado para ser presionado con una cierta presión, […]
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]