Dispositivo de soldadura por rayo láser con una instalación óptica para la conversión del rayo láser en un rayo láser de forma anular así como procedimiento de soldadura por rayo láser correspondiente.
Dispositivo de soldadura por rayo láser (1) para la soldadura mutua de piezas de trabajo (12),
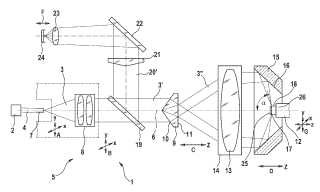
con una fuente derayo láser (2) y una instalación óptica (5) dispuesta en la trayectoria de rayos láser (20'), en el que la instalaciónóptica (5) está configurada de manera que convierte un rayo láser (3) generado por la fuente de rayos láser (2) en unrayo láser (3") con área de la sección transversal en forma de anillo, caracterizado porque la zona de la boca de unaguía de ondas de luz (4), que está dirigida hacia la instalación óptica (5) está dispuesta en posición variable para laalimentación del rayo láser (3) generado por la fuente de rayo láser (2) a la instalación óptica (5) perpendicular yhorizontalmente a la dirección axial del rayo láser (3"), porque la instalación óptica (5) presenta medios dedesviación para la desviación del rayo láser (3") con área de la sección transversal en forma de anillo para lageneración de una costura de soldadura circunferencial, porque el medio de desviación está configurado comoespejo cónico (15), y porque el espejo cónico (15) está dispuesto de forma variable de la posición en la direcciónaxial del rayo láser (3").
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/063182.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: SPENNEMANN,KLAUS, KITTEL,SONJA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/06 B23K 26/00 […] › Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
- B23K26/073 B23K 26/00 […] › Determinación de la configuración para el punto del láser.
- B23K26/28 B23K 26/00 […] › de costuras curvadas planas.
PDF original: ES-2423953_T3.pdf
Fragmento de la descripción:
Dispositivo de soldadura por rayo láser con una instalación óptica para la conversión del rayo láser en un rayo láser de forma anular así como procedimiento de soldadura por rayo láser correspondiente La invención se refiere a un dispositivo de soldadura por rayo láser de acuerdo con el preámbulo de la reivindicación 1 así como a un procedimiento de soldadura por rayo láser de acuerdo con el preámbulo de la reivindicación 11.
Un dispositivo de soldadura por rayo láser de este tipo se conoce a partir del documento US-A-4 658 109. Por medio de un dispositivo de soldadura por rayo láser de este tipo se pueden generar zonas de unión de forma anular, que posibilitan una unión libre de retracción o bien de poca retracción de dos componentes. La estructura de un dispositivo de soldadura por rayo láser de este tipo debe realizarse, sin embargo, con una precisión muy alta, para que los componentes ópticos individuales estén alineados o bien centrados entre sí.
Además, se conocen a partir del documento US-2005/0077276 A1 y a partir del documento US-A-4 636 611 dispositivos de soldadura por rayo láser con guías de ondas de luz, que alimentan un rayo láser generado por una fuente de rayo láser a una instalación óptica.
Publicación de la invención Partiendo del estado de la técnica representado, la invención tiene el cometido de desarrollar un dispositivo de soldadura por rayo láser de acuerdo con el preámbulo de la reivindicación 1, de tal manera que se posibilita un ajuste o bien una alineación simplificados de los componentes de la instalación óptica. Este cometido se soluciona en un dispositivo de soldadura por rayo láser con las características de la reivindicación 1. A través de las medidas indicadas en la parte de caracterización de la reivindicación 1se puede regular la guía de ondas de luz en particularmente así como horizontalmente al eje óptico, de manera que todo el sistema se puede centrar muy fácilmente y de esta manera se pueden eliminar posiciones inclinadas posibles del anillo del foco con relación al eje óptico del dispositivo de soldadura por rayo láser.
Otros desarrollos del dispositivo de soldadura por rayo láser de acuerdo con la invención se indican en las reivindicaciones dependientes, En el marco de la invención caen todas las combinaciones de al menos dos de las características publicadas en las reivindicaciones, en la descripción y/o en las figuras.
En un desarrollo de la invención está previsto con ventaja dirigir el rayo láser en forma de anillo generado por la instalación óptica en dirección esencialmente radial sobre la zona de unión de dos piezas de trabajo para generar de esta manera una costura de soldadura circunferencial o bien una costura de soldadura radial. En este caso, la desviación no tiene que ser necesariamente exacta radial, es decir, en un ángulo de 90º con relación al eje óptico del rayo láser generado por la fuente de rayo láser o bien con relación al eje longitudinal o eje de simetría de los componentes a soldar, sino que se puede realizar en una zona angular de 0º < α < 180º - de acuerdo con las particularidades geométricas. Es esencial que el rayo láser sea desviado lateralmente sobre la al menos una pieza de trabajo (es decir, sobre la superficie envolvente) , cuando el rayo láser cerrado en dirección circunferencial incide al menos aproximadamente perpendicular sobre la zona de unión. Con un dispositivo de soldadura por rayo láser configurado de esta manera es posible fabricar una costura de soldadura circunferencial, que no requiere una zona de solape, con lo que se evita una retracción del componente. Una aplicación de energía en la zona de unión se realiza de una forma homogénea y al mismo tiempo a lo largo de toda la longitud de la costura de soldadura. Además, se puede prescindir de un movimiento relativo entre la fuente de rayo de luz o bien el foco de rayo de luz y la al menos una pieza de trabajo, con lo que se puede elevar la velocidad del proceso, puesto que se suprimen las influencias de fuerza centrífuga. El dispositivo de soldadura por rayo láser es especialmente adecuado para la soldadura de componente cilíndrico, críticos de retracción con diámetros en el intervalo < 60 mm, pudiendo soldarse entre sí, sin embargo, sin problemas, en el caso de utilización de láser correspondientemente potente, componentes con diámetros mayores.
De acuerdo con una forma de realización preferida de la invención, el medio de desviación para la desviación del rayo láser, en particular para la desviación sobre la superficie envolvente de al menos un componente cilíndrico, está configurado como espejo cónico. A este respecto es ventajosa la disposición de la superficie de espejo sobre un lado interior del cono, puesto que en este caso el espejo cónico se puede disponer rodeando desde el exterior, al menos por secciones, la al menos una pieza de trabajo y de esta manera se puede ajustar fácilmente. Con preferencia, el espejo cónico es irradiado desde la dirección del fondo del cono. No obstante, también es concebible emplear de manera adicional o alternativa un espejo cónico con una superficie exterior de espejo, que se puede desplazar con preferencia al interior de al menos un componente, con lo que se puede fabricar una costura de soldadura circunferencial cerrada en la periferia sobre el lado interior de la pieza de trabajo. En este caso, el espejo cónico es irradiado con preferencia desde la dirección de la punta del cono. A través de la selección del ángulo cónico se puede ajustar el ángulo de incidencia del rayo láser de forma anular lateralmente sobre la al menos una pieza de trabajo. El espejo cónico está dispuesto de acuerdo con la invención coaxialmente al eje óptico del dispositivo de soldadura por rayo láser. Con preferencia, se trata de una forma cónica simétrica rotatoria. A través de desviaciones de la forma cónica se puede impulsar una zona de unión que se desvía de la forma circular.
A través del desplazamiento del espejo cónico en dirección axial se modifica el diámetro del anillo del foco del rayo láser, que se puede ajustar de esta manera al diámetro de la al menos una pieza de trabajo especialmente simétrica rotatoria a mecanizar.
Para la generación de un rayo láser con área de la sección transversal de forma anular está previsto al menos un axikon en un desarrollo de la invención. En el axikon se trata de un elemento óptico de forma cónica al menos por secciones. Con preferencia, el axikon está dispuesto regulable al menos en dirección axial, para poder variar de esta manera el ángulo de incidencia del anillo del foco de rayo láser sobre al menos una pieza de trabajo.
De manera más conveniente, en la trayectoria de los rayos delante del axikon está dispuesto un colimador, por medio del cual se genera un desarrollo paralelo de los rayos, que es forzado por el axikon en una forma de anillo. Con preferencia, el colimador es regulable tanto en dirección vertical como también en dirección horizontal con respecto al eje óptico, para asegurar una distribución uniforme de la intensidad sobre la sección transversal del rayo láser.
Para la generación de un anillo de rayo láser enfocado en la zona de unión está prevista al menos una instalación de enfoque con al menos una lente de enfoque, que está dispuesta con preferencia entre el axikon y el espejo cónico. La zona de unión está dispuesta en este caso con preferencia directamente en el punto focal de la instalación de enfoque.
En un desarrollo de la invención está previsto con ventaja que como fuente de rayo láser se emplee una fuente de rayo láser por impulsos. En este caso, se pueden emitir potencias altas con una duración corta del impulso. Se han conseguido buenos resultados con energías de impulsos en el intervalo de aproximadamente 150 J con una duración del impulso de aproximadamente 50 ms. Especialmente en el caso de utilización de fuentes de rayos de impulsos tiene lugar un proceso de soldadura de conducción de calor, en el que el material se funde y se configuran costuras radiales con una relación dimensional (profundidad con relación a la anchura) de aproximadamente 1:1. También es concebible realizar procesos de soldadura profunda para la obtención de un capilar de vapor con una relación dimensional de > 1.
Para la observación del proceso es ventajoso desviar a través de un divisor de los rayos desde el paso de los rayos del proceso un paso de rayos de observación y conducirlo a una cámara especialmente digital. Para poder detectar toda la zona de mecanización, se coloca con preferencia de la misma manera un axikon dentro del paso de los rayos de observación. La alineación de la cámara en dirección axial... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de soldadura por rayo láser (1) para la soldadura mutua de piezas de trabajo (12) , con una fuente de rayo láser (2) y una instalación óptica (5) dispuesta en la trayectoria de rayos láser (20’) , en el que la instalación óptica (5) está configurada de manera que convierte un rayo láser (3) generado por la fuente de rayos láser (2) en un rayo láser (3”) con área de la sección transversal en forma de anillo, caracterizado porque la zona de la boca de una guía de ondas de luz (4) , que está dirigida hacia la instalación óptica (5) está dispuesta en posición variable para la alimentación del rayo láser (3) generado por la fuente de rayo láser (2) a la instalación óptica (5) perpendicular y horizontalmente a la dirección axial del rayo láser (3”) , porque la instalación óptica (5) presenta medios de desviación para la desviación del rayo láser (3”) con área de la sección transversal en forma de anillo para la generación de una costura de soldadura circunferencial, porque el medio de desviación está configurado como espejo cónico (15) , y porque el espejo cónico (15) está dispuesto de forma variable de la posición en la dirección axial del rayo láser (3”) .
2. Dispositivo de soldadura por rayo láser (1) de acuerdo con la reivindicación 1, caracterizado porque la instalación óptica (5) presenta un axikon (9) , dispuesto especialmente en posición variable, para la conversión del rayo láser (3) generado por la fuente de rayo láser (2) en el rayo láser (3”) con área de la sección transversal en forma de anillo.
3. Dispositivo de soldadura por rayo láser (1) de acuerdo con la reivindicación 2, caracterizado porque la instalación óptica (5) presenta delante del axikon (9) , un colimador (8) dispuestos especialmente en posición variable, para la generación de una trayectoria paralela de los rayos.
4. Dispositivo de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la instalación óptica (5) presenta al menos una instalación de enfoque (14) dispuesta especialmente en posición variable.
5. Dispositivo de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la fuente de rayos láser (2) está configurada para generar un rayo láser de impulsos (3) .
6. Dispositivo de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque está prevista una instalación de observación del proceso con al menos una cámara (24) , que está dispuesta para registrar una trayectoria de rayos láser de observación (20’) que se ramifica desde la trayectoria de rayos láser a través de un divisor de rayos.
7. Procedimiento de soldadura por rayo láser (1) utilizando un dispositivo de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones anteriores, caracterizado porque un rayo láser (3) es convertido en un rayo láser (3”) con área de la sección transversal en forma de anillo.
8. Procedimiento de soldadura por rayo láser (1) de acuerdo con la reivindicación 7, caracterizado porque el rayo láser (3, 3’, 3”) se desvía con área de la sección transversal en forma de anillo para la generación de una costura de soldadura radial.
9. Procedimiento de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones 7 u 8, caracterizado porque las piezas de trabajo (12) se sueldan, respectivamente, entre sí con una sección cilíndrica.
10. Procedimiento de soldadura por rayo láser (1) de acuerdo con una de las reivindicaciones 7 ó 9, caracterizado porque la fuente de rayo láser (2) y las piezas de trabajo (12) a soldar están dispuestas de forma libre de rotación durante el proceso de soldadura.
Patentes similares o relacionadas:
Aparato y método de tratamiento láser, del 15 de Enero de 2020, de Corelase OY (100.0%): Un método para tratar una pieza de trabajo mediante un haz láser, caracterizado por las operaciones siguientes: - proporcionar al menos un primer haz láser […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento y dispositivo de mecanización basada en láser de sustratos cristalinos planos, especialmente sustratos semiconductores, del 4 de Diciembre de 2019, de Innolas Solutions GmbH: Procedimiento de mecanización basada en láser de un sustrato cristalino plano para dividir el sustrato en varias partes, en el que se dirige el rayo […]
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra, del 24 de Julio de 2019, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Método de soldadura por láser para alambres planos, del 9 de Enero de 2019, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un método de soldadura por láser para alambres planos, en el cual una primera superficie lateral (23a), en un primer extremo de un primer alambre […]
Procedimiento y dispositivo para separar una capa de material a lo largo de una línea de separación mediante un chorro de corte, del 1 de Octubre de 2018, de Microwaterjet AG: Procedimiento para separar una capa de material a lo largo de una línea de separación predeterminada mediante un chorro de corte que se desplaza […]
Método de corrección de aberraciones, del 28 de Marzo de 2018, de HAMAMATSU PHOTONICS K.K.: Un método de corrección de aberraciones para un dispositivo de irradiación láser, que enfoca un haz láser en el interior de un medio transparente , incluyendo […]