Mordaza de laminación.
Mordaza de laminación (1) para moldear una rosca de tornillo sobre una pieza cruda de tornillo,
con variasranuras (10), en donde las ranuras (10) presentan en sección transversal en cada caso dos flancos (11, 12), endonde al menos una parte de las ranuras (10) presenta una región de conformación, en la que se reduceconstantemente la magnitud de un ángulo de incidencia (α) abarcado por los flancos (11, 12) a lo largo de lasranuras (10), caracterizada porque en la región de conformación la magnitud del ángulo de incidencia (α) disminuyehiperbólicamente a lo largo de las ranuras (10).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12150701.
Solicitante: HILTI AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: CORPORATE INTELLECTUAL PROPERTY, FELDKIRCHERSTRASSE 100, POSTFACH 333 9494 SCHAAN LIECHTENSTEIN.
Inventor/es: GEBHARD, JURGEN, DR., Oppeneiger,Simon, ACHLEITNER,CORINNA, FLEIGE,MIRCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de rodillos perfilados.
- B21H3/06 B21H 3/00 […] › Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
PDF original: ES-2443880_T3.pdf
Fragmento de la descripción:
Mordaza de laminación La invención se refiere a una mordaza de laminación, en especial a una mordaza de laminación plana, para moldear una rosca de tornillo sobre una pieza cruda de tornillo, conforme al preámbulo de la reivindicación 1. Una mordaza de laminación de este tipo presenta varias ranuras, en donde las ranuras presentan en sección transversal en cada caso dos flancos, en donde al menos una parte de las ranuras presenta una región de conformación, en la que se reduce constantemente la magnitud de un ángulo de incidencia abarcado por los flancos a lo largo de las ranuras.
Durante la laminación de perfiles roscados, en especial en el caso de mordazas de laminación planas, se monta por deslizamiento mutuamente material por ambos lados desde flancos de ranura opuestos en la región entre los vueltas de rosca de la pieza cruda de tornillo, hasta que el perfil de rosca esté moldeado por completo. Con este fin se conoce por ejemplo del documento EP 0 533 456 B1 una mordaza de laminación. En el caso de la mordaza de laminación del documento EP 0 533 456 B1 se han superpuesto en las ranuras dos regiones de flanco con ángulos de incidencia de diferente magnitud, en donde la relación de alturas de las dos regiones de flanco varía a lo largo de la de las ranuras. Se conocen otras mordazas de laminación con dos regiones de flanco con ángulos de incidencia de diferente magnitud de los documentos DE 1 283 791 A y US 3, 069, 941 A.
A causa de las dependencias entre el ángulo de incidencia roscado exigido del tornillo y el ángulo de incidencia en la región de conformación de la mordaza de laminación, en el caso de las mordazas de laminación conocidas el montaje por deslizamiento de material durante la laminación puede no ser óptimo en ciertos casos, lo que puede reflejarse en una carga irregular sobre la herramienta. Por medio de esto puede influirse en ciertos casos negativamente sobre los tiempos de vida útil de la herramienta, la velocidad de producción y la calidad de rosca, y en ciertos casos pueden ser necesarias unas mordazas de laminación relativamente largas.
Una mordaza de laminación conforme al preámbulo de la reivindicación 1 se conoce del documento US 6, 324, 887 B1. Se deducen otras geometrías de mordaza de laminación del documento JP 10 029030 A así como de publicación de revista: FLANAGAN J D ET AL: “FLACHBACKEN-GEWINDEWALZEN OHNE OBERFLÄCHENFEHLER. FLAT DIE THREAD ROLLING WITHOUT SURFACE FAILURES”, UMFORMTECHNIK, MEISENBACH, BAMBERG, DE, tomo 27. Nº 4, 1 de agosto de 1993 (1993-08-01) , páginas 288/289, ISSN: 03003167.
La tarea de la invención consiste en indicar una mordaza de laminación con la que pueda obtenerse una calidad de tornillo especialmente buena con una fiabilidad especialmente elevada, una velocidad de producción especialmente alta y una complejidad especialmente reducida.
La tarea es resuelta conforme a la invención mediante una mordaza de laminación con las particularidades de la reivindicación 1. En las reivindicaciones subordinadas se indican formas de ejecución preferidas.
Una mordaza de laminación conforme a la invención está caracterizada porque en la región de conformación la magnitud del ángulo de incidencia disminuye hiperbólicamente a lo largo de las ranuras.
En el caso de una mordaza de laminación conforme a la invención está previsto que al menos una parte de las ranuras presente una región de conformación, en la que la magnitud de un ángulo de incidencia abarcado por los flancos disminuya a lo largo de las ranuras.
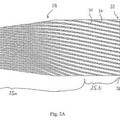
Una idea básica de la invención estriba en configurar las ranuras con un ángulo de incidencia variable, que disminuya continuamente según se mira a lo largo de las ranuras, en especial desde la región de entrada de las ranuras hasta la región de calibración de las ranuras. Al contrario que por ejemplo en las herramientas conforme a los documentos EP 0 533 456 B1 y DE 1 283 791 A, en las que a la vuelta de rosca de la pieza cruda se le aplica primero un primer ángulo y en un siguiente desarrollo de conformación directamente un segundo ángulo, en el que por lo tanto el ángulo del flanco de ataque sobre la pieza de trabajo varía irregularmente, es decir discontinuamente, el ángulo del flanco de ataque según la invención varía continuamente, de tal modo que conforme a la invención el esfuerzo al que se somete el material del flanco puede distribuirse de forma especialmente uniforme durante el proceso de conformación. Mediante la clase de diseño de herramienta conforme a la invención puede lograrse en especial, que las etapas previas de rosca se estructuren ya tempranamente en las proximidades de la región de entrada, de tal manera que se descargue la región de calibración sometida a un esfuerzo elevado y, de este modo, se aumente el tiempo de vida útil de las herramientas. Aparte de esto ha quedado demostrado que, en el caso de utilizarse mordazas de laminación conforme a la invención, puede reducirse mediante un mejor montaje por deslizamiento de material la profundidad del pliegue de cierre entre los rebordes de material, que se montan por deslizamiento mediante los listones adyacentes, de tal modo que se aumenta la calidad de rosca. Por último ha quedado demostrado que la invención hace posible la fabricación de tornillos con un mayor paso de rosca y al
mismo tiempo con una mayor altura de flanco de rosca, sin que sea necesario aumentar de forma apreciable la longitud de la herramienta, y sin que sufra de forma apreciable la velocidad de producción.
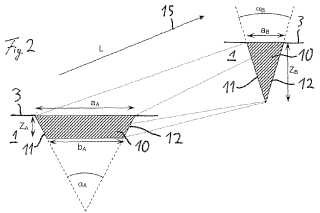
El ángulo de incidencia Q puede ser por ejemplo en la región de entrada de entre 80º y 120º. La magnitud del ángulo de incidencia Q varía en la región de conformación de valores grandes a pequeños hasta el valor del perfil de rosca deseado, es decir, de forma preferida hasta valores de entre 30º y 60º.
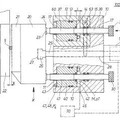
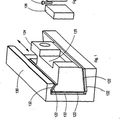
Las ranuras se han practicado conforme a la invención en una superficie de trabajo por ejemplo plana de la mordaza de laminación. Las ranuras discurren con ello, conforme a la invención, al menos aproximadamente en paralelo unas respecto a las otras. Entre las ranuras están configurados unos listones que moldean roscas. Sobre los flancos de las ranuras los listones montan mutuamente por deslizamiento, por ambos lados, material de la pieza de trabajo hasta que se moldea el perfil de rosca. El aprendizaje conforme a la invención, de que la magnitud del ángulo de incidencia disminuye constantemente a lo largo de las ranuras, puede suponer en especial que el ángulo de incidencia se reduzca cada vez más conforme aumenta el recorrido a lo largo de las ranuras, en donde esta reducción no se produce repentina sino continuamente.
Básicamente sería posible que en la región de conformación la magnitud del ángulo de incidencia disminuya linealmente a lo largo de las ranuras. Sin embargo, conforme a la invención está previsto que en la región de conformación la magnitud del ángulo de incidencia disminuya hiperbólicamente a lo largo de las ranuras. Conforme a esto el ángulo de incidencia cumple una función hiperbólica prefijada, en la que entra el recorrido a lo largo de las ranuras. Por medio de esto puede aumentarse todavía más la calidad de rosca.
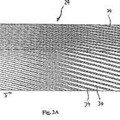
Además de esto es ventajoso que en la región de conformación la anchura de al menos una parte de las ranuras varíe a lo largo de las ranuras, de forma preferida hiperbólicamente. Conforme a esto la anchura cumple una función prefijada, de forma preferida hiperbólica, en la que entra el recorrido a lo largo de las ranuras. En especial puede estar previsto que en la región de conformación la anchura de al menos una parte de las ranuras disminuya constantemente a lo largo de las ranuras. Por medio de esto puede aumentarse todavía más la calidad de rosca. En al menos una parte de las ranuras varía convenientemente, del modo aquí descrito, tanto el ángulo de incidencia como la anchura de las ranuras.
Puede conseguirse una mejora adicional, en especial en el caso de una reducción de la profundidad del pliegue de cierre, por medio de que la profundidad de perfil Z de las ranuras se adapte en cada punto de la región de conformación al volumen confinado, en donde aquí en ciertos casos es necesario tener en cuenta una influencia del alargamiento de perno durante la laminación.
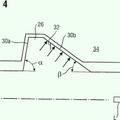
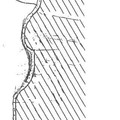
Otra configuración preferida de la invención consiste en que al menos una parte de las ranuras en al menos una parte de la región de conformación presente, en sección transversal, una región inferior con un ángulo de incidencia de región inferior y una región superior con un ángulo de incidencia de región superior, en donde convenientemente el ángulo de incidencia de región inferior sea menor, al menos por regiones, que el ángulo de incidencia... [Seguir leyendo]
Reivindicaciones:
1. Mordaza de laminación (1) para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con varias ranuras (10) , en donde las ranuras (10) presentan en sección transversal en cada caso dos flancos (11, 12) , en donde al menos una parte de las ranuras (10) presenta una región de conformación, en la que se reduce constantemente la magnitud de un ángulo de incidencia (Q) abarcado por los flancos (11, 12) a lo largo de las ranuras (10) , caracterizada porque en la región de conformación la magnitud del ángulo de incidencia (Q) disminuye hiperbólicamente a lo largo de las ranuras (10) .
2. Mordaza de laminación (1) según la reivindicación 1, caracterizada porque en la región de conformación la anchura (a) de al menos una parte de las ranuras (10) disminuye constantemente a lo largo de las ranuras (10) .
(y) de región superior, en donde el ángulo de incidencia (Q) de región inferior es menor que el ángulo de incidencia
(y) de región superior, y en donde en la región de conformación al menos la magnitud del ángulo de incidencia (Q) de 15 región inferior disminuye constantemente a lo largo de las ranuras (10) .
4. Mordaza de laminación (1) según una de las reivindicaciones anteriores, caracterizada porque un ángulo de paso (w) entre las ranuras (10) y el eje longitudinal de mordaza de laminación (5) varía al menos en la región de conformación a lo largo de las ranuras (10) .
5. Procedimiento para moldear una rosca de tornillo sobre una pieza cruda de tornillo, en el que se conforma la pieza cruda de tornillo mediante al menos una mordaza de laminación (1) según una de las reivindicaciones anteriores y con ello se configura la rosca de tornillo.
Patentes similares o relacionadas:
 Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
 Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles, del 22 de Marzo de 2013, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en lamáquina laminadora de perfiles, en donde el dispositivo presenta:
un […]
Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles, del 22 de Marzo de 2013, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en lamáquina laminadora de perfiles, en donde el dispositivo presenta:
un […]
 Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
 Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
 Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación, del 11 de Junio de 2012, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento […]
Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación, del 11 de Junio de 2012, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento […]
 MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]
MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]