Máquina de laminado en frío y procedimiento de laminado en frío.
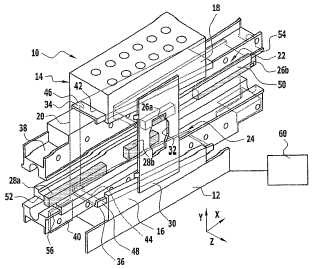
Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil (22) y un segundosoporte de vástago de laminado móvil (24),
por medio de los cuales es posible mover un primer vástago de laminado(26a, 26b) y un segundo vástago de laminado (28b, 28a) de un par de vástagos de laminado (26a, 28b; 26b, 28a) enuna dirección de conducción (x) en sentidos contrarios entre ellos y es posible ajustarlos en una dirección de ajuste(y) de manera transversal a la dirección de conducción (x) durante un procedimiento de laminado, en donde elprimer vástago de laminado (26a; 26b) y el segundo vástago de laminado (28b; 28a) presentan, cada uno, unperfilado que se extiende con un perfil uniforme sobre una superficie de acción completa de un lado de acción,caracterizada porque está previsto un dispositivo de soporte de piezas de trabajo (62) con una pluralidad desoportes de piezas de trabajo (64; 66a, 66b, 66c).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/011377.
Solicitante: MAG IAS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 50 73033 GOPPINGEN ALEMANIA.
Inventor/es: SCHMID, JURGEN, MERATH,UWE, PAUSEWANG,HOLGER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
- B21H5/02 B21H […] › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
PDF original: ES-2443998_T3.pdf
Fragmento de la descripción:
Máquina de laminado en frío y procedimiento de laminado en frío La invención se refiere a una máquina de laminado en frío de acuerdo con el concepto general de la reivindicación 1 que comprende un primer soporte de vástago de laminado móvil y un segundo soporte de vástago de laminado móvil, por medio de los cuales un primer vástago de laminado y un segundo vástago de laminado de un par de vástagos de laminado pueden moverse de manera opuesta entre ellos en una dirección de conducción y pueden ajustarse en una dirección de ajuste de manera transversal a la dirección de conducción durante un procedimiento de laminado, en donde el primer vástago de laminado y el segundo vástago de laminado presentan en cada caso un perfilado que se extiende con un perfil uniforme sobre una superficie de acción completa de un lado de acción.
Además, la invención se refiere a un procedimiento de laminado en frío de acuerdo con el concepto general de la reivindicación 19, en el que un primer vástago de laminado y un segundo vástago de laminado se mueven de manera opuesta en una dirección de conducción, en donde el primer vástago de laminado y el segundo vástago de laminado en cada caso presentan un perfilado que se extiende con un perfil uniforme sobre una superficie de acción completa de un lado de acción y en donde los vástagos de laminado se ajustan durante el procedimiento de laminado en una dirección de ajuste de manera transversal a la dirección de conducción.
Por el documento WO 01/94048 A1 se conoce una máquina de laminado en frío con dos vástagos de laminado perfilados, accionados en sentidos opuestos, en donde los vástagos de laminado en cada caso están montados por medio de un carro sobre una conducción y están acoplados con una pieza de trabajo montada de manera giratoria sobre los vástagos de laminado. Por medio de un dispositivo de avance, con por lo menos un accionamiento de avance, es posible ajustar los vástagos de laminado durante el procedimiento de laminado en la dirección de acoplamiento.
La invención tiene como objetivo mejorar una máquina de laminado en frío de la clase mencionada inicialmente, de modo de ampliar las posibilidades de uso.
Este objetivo se logra de acuerdo con la invención gracias a que está previsto un dispositivo de soporte de piezas de trabajo con una pluralidad de soportes de piezas de trabajo.
Gracias a que se provee un dispositivo de sujeción de piezas de trabajo de acuerdo con la invención, es posible procesar una pluralidad de piezas de trabajo, es decir, por lo menos dos piezas de trabajo en una carrera de los vástagos de laminado. Con ello se puede reducir el tiempo de trabajo para cada pieza de trabajo. Además, se puede reducir el porcentaje relativo en tiempo para el cambio de las piezas de trabajo.
En la máquina de laminado en frío de acuerdo con la invención, junto con el movimiento accionado de los vástagos de laminado en la dirección de conducción también es posible un ajuste accionado de manera transversal a la dirección de conducción. Esto a su vez hace que sea posible configurar vástagos de laminado con un perfilado uniforme y conducirlos, en particular, de manera paralela con respecto a sus superficies de acción. Con ello se obtiene entonces la posibilidad de procesar, con un conjunto de herramientas (los vástagos de laminado de un par de vástagos de laminado) en las mismas carreras de vástagos de laminado, una pluralidad de piezas de trabajo sobre rodillos de laminado en frío.
En particular, está previsto que los soportes de piezas de trabajo están dispuestos de manera paralela en una hilera. Con ello se puede actuar de manera sencilla en una pluralidad de piezas de trabajo en una carrera de vástagos de laminado.
Es de ventaja que el dispositivo de soporte de piezas de trabajo esté dispuesto entre el primer soporte de vástago de laminado y el segundo soporte de vástago de laminado. Con ello es posible procesar piezas de trabajo por medio de vástagos de laminado de marchas opuestas.
En particular, se sujeta de manera giratoria alrededor de un eje de rotación una pieza de trabajo fijada en un soporte de piezas de trabajo. Con ello se puede incorporar un perfilado en la pieza de trabajo.
A este respecto, es particularmente ventajoso que el eje de rotación coincida con un eje del soporte de piezas de trabajo.
De manera conveniente, los ejes de los soportes de piezas de trabajo están alineados paralelamente. Con ello, las piezas de trabajo a ser procesadas simultáneamente pueden estar dispuestas en una hilera y se puede incorporar el mismo perfilado en todas las piezas de trabajo por medio de las mismas carreras de los vástagos de laminado.
Por la misma razón, es conveniente que los ejes de los soportes de piezas de trabajo estén en un plano.
En particular, está previsto que los ejes de los soportes de piezas de trabajo están ubicados de manera perpendicular a la dirección de conducción. Con ello es posible procesar una pluralidad de piezas de trabajo al mismo tiempo, es decir, actuar con carreras de vástagos de laminado al mismo tiempo sobre una pluralidad de piezas de trabajo.
En particular, los ejes de los soportes de piezas de trabajo están ubicados de manera perpendicular a la dirección de ajuste. Con ello se puede garantizar que los vástagos siempre se orientan y conducen de manera paralela entre ellos. Esto a su vez hace posible procesar al mismo tiempo una pluralidad de piezas de trabajo.
De manera muy particular, es de ventaja que el primer vástago de laminado y el segundo vástago de laminado estén configurados de igual forma por lo menos en cuanto a su lado de acción. Con ello es posible procesar al mismo tiempo una pluralidad de piezas de trabajo, en particular, en una carrera de vástago se actúa sobre una pluralidad de piezas de trabajo.
En particular, los vástagos de laminado presentan un laminado que con un perfil uniforme se extiende esencialmente sobre toda la superficie de acción de un lado de acción. Semejantes vástagos de laminado se desvelan en el documento EP 1 442 808 A2 que se incorpora expresamente a modo de referencia. Además, tales vástagos de laminado se desvelan en la solicitud de patente alemana no publicada previamente Nº 10 2004 035 153.8 del 15 de julio de 2004.
En particular, se configura una profundidad de perfil esencialmente igual a lo largo de la superficie de acción. Con ello es posible conducir los vástagos de laminado de manera paralela en un procedimiento de laminado. La profundidad de perfil requerida en una pieza de trabajo se puede lograr a través del avance en la dirección de ajuste. Esto a su vez hace posible procesar al mismo tiempo una pluralidad de piezas de trabajo en las mismas carreras de los vástagos de laminado.
De manera ventajosa, en la superficie de acción para formar el perfilado está dispuesta una pluralidad de dientes configurados sustancialmente iguales. Una superficie de cobertura de los dientes es entonces un plano. Esto hace posible conducir los vástagos de laminado de manera paralela con respecto a su superficie de cobertura. Con ello, es posible, a su vez, procesar una pluralidad de piezas de trabajo al mismo tiempo.
En particular, los lados de acción del primer vástago de laminado y del segundo vástago de laminado están alineados en forma paralela, para que sea posible así procesar de igual manera en una misma carrera de los vástagos de laminado una pluralidad de piezas de trabajo.
Está previsto que los lados de acción están alineados de manera paralela a la dirección de conducción. Con ello, se logra que los vástagos de laminado actúen de la misma manera sobre todas las piezas de trabajo fijadas de la pluralidad de piezas de trabajo.
En particular, los ejes de los soportes de piezas de trabajo están alineados de manera paralela a los lados de acción de los vástagos de laminado, para hacer posible así procesar al mismo tiempo todas las piezas de trabajo.
En particular, está previsto que los ejes de los soportes de piezas de trabajo estén ubicados en un plano que es paralelo a los lados de acción del vástago de laminado. Los ejes de los soportes de piezas de trabajo están definidos a este respecto de manera particular por los puntos de conexión de las puntas de soporte de los soportes de piezas de trabajo.
En una forma de realización, un soporte de piezas de trabajo está configurado de modo que se puede fijar una pieza de trabajo entre un primer elemento de contacto y un segundo elemento de contacto. Los elementos de contacto están formados, en particular, mediante puntas o presentan puntas. Un soporte de piezas de trabajo individual del dispositivo de soporte de piezas de trabajo comprende,... [Seguir leyendo]
Reivindicaciones:
1. Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil (22) y un segundo soporte de vástago de laminado móvil (24) , por medio de los cuales es posible mover un primer vástago de laminado (26a, 26b) y un segundo vástago de laminado (28b, 28a) de un par de vástagos de laminado (26a, 28b; 26b, 28a) en una dirección de conducción (x) en sentidos contrarios entre ellos y es posible ajustarlos en una dirección de ajuste (y) de manera transversal a la dirección de conducción (x) durante un procedimiento de laminado, en donde el primer vástago de laminado (26a; 26b) y el segundo vástago de laminado (28b; 28a) presentan, cada uno, un perfilado que se extiende con un perfil uniforme sobre una superficie de acción completa de un lado de acción, caracterizada porque está previsto un dispositivo de soporte de piezas de trabajo (62) con una pluralidad de soportes de piezas de trabajo (64; 66a, 66b, 66c) .
2. Máquina de laminado en frío de acuerdo con la reivindicación 1, caracterizada porque los soportes de piezas de trabajo (64; 66a, 66b, 66c) están dispuestos de manera paralela en una hilera.
3. Máquina de laminado en frío de acuerdo con la reivindicación 1 o 2, caracterizada porque el dispositivo de soporte de piezas de trabajo (62) está dispuesto entre el primer soporte de vástagos de laminado (22) y el segundo soporte de vástagos de laminado (24) .
4. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque se sujeta de manera giratoria una pieza de trabajo (76) fijada en un soporte de pieza de trabajo (64) alrededor de un eje de rotación (78) .
5. Máquina de laminado en frío de acuerdo con la reivindicación 4, caracterizada porque el eje de rotación coincide con un eje (78) del soporte de pieza de trabajo (64) .
6. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están alineados de manera paralela.
7. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están ubicados en un plano.
8. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están ubicados de manera perpendicular a la dirección de conducción (x) .
9. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están ubicados de manera perpendicular a la dirección de ajuste (y) .
10. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque él primer vástago de laminado (26a; 26b) y el segundo vástago de laminado (28b; 28a) están configurados de igual manera por lo menos con respecto a sus lados de acción (90, 92) .
11. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los vástagos de laminado (26a; 26b; 28a; 28b) presentan un perfilado que se extiende con un perfil uniforme sobre toda la superficie de acción de un lado de acción (90; 92) .
12. Máquina de laminado en frío de acuerdo con la reivindicación 11, caracterizada porque se configura de la misma manera una profundidad de perfil a lo largo del lado de acción.
13. Máquina de laminado en frío de acuerdo con la reivindicación 11 o 12, caracterizada porque en la superficie de acción para la formación del perfilado está dispuesta una pluralidad de dientes configurados de igual manera.
14. Máquina de laminado en frío de acuerdo con una de las reivindicaciones 10 a 13, caracterizada porque los lados de acción (90; 92) del primer vástago de laminado (26a; 26b) y del segundo vástago de laminado (28b; 28a) están alineados de manera paralela.
15. Máquina de laminado en frío de acuerdo con la reivindicación 14, caracterizada porque los lados de acción (90; 92) están alineados de manera paralela con respecto a la dirección de conducción (x) .
16. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están alineados de manera paralela a los lados de acción (90; 92) de los vástagos de laminado (26a; 26b; 28b; 28a) .
17. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque los ejes (78) de los soportes de piezas de trabajo (64) están ubicados en un plano que es paralelo a los lados de acción (90; 92) de los vástagos de laminado (26a; 26b; 28a; 28b) .
18. Máquina de laminado en frío de acuerdo con una de las reivindicaciones anteriores, caracterizada porque un soporte de pieza de trabajo (64) está configurado de manera que se puede fijar una pieza de trabajo (76) entre un primer elemento de contacto (68) y un segundo elemento de contacto (70) .
19. Procedimiento de laminado en frío en el que se mueve un primer vástago de laminado y un segundo vástago de
laminado en una dirección de conducción en sentidos contrarios, en donde el primer vástago de laminado y el segundo vástago de laminado presentan, cada uno, un perfilado que se extiende con perfil uniforme sobre una superficie de acción completa de un lado de acción y en donde los vástagos de laminado se ajustan durante el procedimiento de laminado en una dirección de ajuste de manera transversal a la dirección de conducción, caracterizado porque los vástagos de laminado se acoplan activamente con una pluralidad de piezas de trabajo y
las piezas de trabajo de procesan al mismo tiempo.
20. Procedimiento de laminado en frío de acuerdo con la reivindicación 19, caracterizado porque las piezas de trabajo están dispuestas de manera paralela en una hilera.
21. Procedimiento de laminado en frío de acuerdo con la invención 19 o 20, caracterizado porque los lados de acción de los vástagos de laminado están alineados de manera paralela.
22. Procedimiento de laminado en frío de acuerdo con la reivindicación 21, caracterizado porque los lados de acción de los vástagos de laminado se mueven de manera paralela.
23. Procedimiento de laminado en frío de acuerdo con una de las reivindicaciones 19 a 22, caracterizado porque en una carrera de vástago de laminado un vástago de laminado actúa en todas las piezas de trabajo.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE UN DENTADO EN UNA PIEZA SINTERIZADA, del 5 de Octubre de 2011, de MIBA SINTER AUSTRIA GMBH: Procedimiento para el mecanizado de un dentado en un perímetro exterior o en un contorno interior de una pieza de polvo metálico prensado y sinterizado, […]