Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles.
Máquina laminadora de perfiles con un dispositivo (100) para el posicionamiento de una herramienta (21) en lamáquina laminadora de perfiles,
en donde el dispositivo presenta:
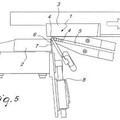
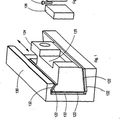
un cuerpo de la (10) con al menos una primera perforación de alojamiento (17), al menos un husillo deajuste (30) con un tope de la herramienta (23), en donde el husillo de ajuste se encuentra situado en laprimera perforación de alojamiento (17) del cuerpo de la (10) de tal modo que puede cambiar de posición,una barra de tracción (25) que se encuentra dispuesta de tal modo que puede cambiar de posición, para asíposicionar la herramienta (21) contra el tope de la herramienta (23) mediante una fuerza de tracción (F2),un elemento de fuerza (50) para aplicar la fuerza de tracción (F2),
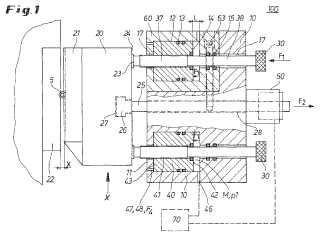
caracterizada porque la primera perforación de alojamiento (17) se encuentra ensanchada localmente hacia unespacio de alojamiento cilíndrico (12), un pistón (40) se encuentra montado en el espacio de alojamiento (12), de talmodo que puede cambiar de posición en dirección axial, y el pistón (40) forma una unidad de pistón - cilindro con elespacio de alojamiento (12), el husillo de ajuste (30) se encuentra conectado al pistón (40); se proporciona unaconexión de presión (46) en el cuerpo de la (10) para introducir un medio de presión (M) con una primera presión(p1) en el espacio de alojamiento (12), entre el cuerpo de la (10) y una cara frontal (42) del pistón (40) que seencuentra situado de forma opuesta a la primera herramienta (21), o en lugar de la conexión de presión, (46) en elcuerpo de la (10) se encuentra dispuesta una conexión de vacío (47) para introducir un vacío (48) en el espacio dealojamiento (12) entre una cara frontal (43) del pistón (40) que se encuentra orientado hacia la herramienta (21) y elcuerpo de la (10).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11003422.
Solicitante: E. W. MENN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: TRIFT 8 57271 HILCHENBACH ALEMANIA.
Inventor/es: ROTH, EBERHARD, MENN,ERNST,WALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
PDF original: ES-2398936_T3.pdf
Fragmento de la descripción:
Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de perfiles La presente invención hace referencia a una máquina laminadora de perfiles y a un método para el posicionamiento de una herramienta en la máquina laminadora de perfiles.
Estado del arte En las máquinas laminadoras de perfiles, en particular en las máquinas laminadoras de rosca, se mecaniza una pieza en bruto a ser laminada entre dos herramientas y, a través del rodamiento de la pieza en bruto a ser laminada sobre las respectivas superficies de contacto de las herramientas que producen el perfil, en la pieza en bruto a ser laminada se crea el contorno, por ejemplo una rosca. Durante este proceso, se produce una cantidad considerable de presión entre las herramientas y la pieza en bruto a ser laminada. Puede suceder que la pieza en bruto a ser laminada quede atascada entre las herramientas y ya no pueda liberarse sola, debido al movimiento de vaivén de las herramientas dentro del dispositivo. La presión de apriete es tan grande que el accionamiento de la máquina tampoco puede ya desplazar un carro con la herramienta para la apertura, y/o la herramienta puede resultar dañada a causa de la flexión producida. Por lo general, para liberar de la herramienta la pieza en bruto a ser laminada debe aplicarse una gran fuerza de palanca, o debe desmontarse la herramienta o también otros componentes dentro de la instalación. Esto requiere mucho tiempo y puede ocasionar daños en la máquina. Además, después del desmontaje de las herramientas, éstas deben ser nuevamente montadas y ajustadas.
Revelación de la invención El objeto de la presente invención consiste en crear una máquina laminadora de perfiles y un método para el posicionamiento de una herramienta en la máquina laminadora de perfiles, que permitan una apertura rápida y sencilla, así como un nuevo posicionamiento rápido de la herramienta laminadora en su posición inicial. Debe asimismo mejorarse la rentabilidad y la seguridad de la instalación.
Dicho objeto se alcanzará a través de una máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en la máquina laminadora de perfiles, con un cuerpo de la que se encuentra diseñado con, al menos, una primera perforación de alojamiento, y con al menos un husillo de ajuste con un tope de la herramienta que se encuentra colocado en la primera perforación de alojamiento del cuerpo de la, de modo tal que pueda cambiar de posición. Una barra de tracción para el posicionamiento de la primera herramienta contra el tope de la herramienta mediante una fuerza de tracción, se encuentra dispuesta de tal modo que pueda cambiar de posición. La primera perforación de alojamiento se encuentra ensanchada localmente hacia un espacio de alojamiento cilíndrico. En este espacio de alojamiento cilíndrico se encuentra colocado un pistón de tal modo que puede cambiar de posición en dirección axial. El pistón forma una unidad de pistón - cilindro con el espacio de alojamiento cilíndrico. En el cuerpo de la base se proporciona una conexión de presión, para introducir un medio de presión mediante una primera presión en el espacio de alojamiento cilíndrico, entre el cuerpo de la y una superficie del pistón de la cara frontal que se encuentra situada de forma opuesta a la primera herramienta. De manera alternativa, en el cuerpo de la, en lugar de la conexión de presión, se encuentra dispuesta una conexión de vacío, para introducir un vacío en el espacio de alojamiento, entre una cara frontal del pistón que se encuentra orientado hacia la herramienta y el cuerpo de la.
De este modo se crea una máquina laminadora de perfiles con un dispositivo que permite al menos abrir la herramienta de forma rápida y sencilla a través del pistón que puede cambiar de posición y, después de retirar del dispositivo la pieza en bruto a ser laminada, la herramienta puede ser posicionada nuevamente en su posición inicial, con dicho pistón y con el husillo de ajuste que se encuentra conectado a éste, sin tener que efectuar costosos trabajos de ajuste o de calibración en el dispositivo. A modo de ejemplo, en el caso de una avería o de trabajos de mantenimiento en el dispositivo, se ahorra gran cantidad de tiempo a través del dispositivo y del método conforme a la invención. La apertura sencilla de la herramienta con el pistón que puede cambiar de posición, garantiza un método cuidadoso para liberar el dispositivo sin emplear dispositivos de palanca adicionales o sin efectuar golpes, lo que, en el peor de los casos, podría ocasionar daños o la destrucción de la herramienta, así como del dispositivo. La rentabilidad y la seguridad de la instalación se mejoran esencialmente en comparación con el Estado del arte.
La alternativa constructiva de la conexión de vacío - en lugar de la conexión de presión en el cuerpo de la -brinda una posibilidad alternativa a la aplicación de fuerza en el pistón, en donde esta alternativa, a modo de ejemplo, puede implementarse en caso de producirse una avería en el medio de presión para la modificación de la posición del pistón.
En una primera conformación de la invención, se prevé que el husillo de ajuste se encuentre colocado en una tercera perforación de alojamiento en el pistón, de tal modo que pueda cambiar de posición en la dirección axial del
pistón. El husillo de ajuste sirve como tope para la primera herramienta, y gracias a esta disposición puede cambiar su posición de forma rápida y sencilla.
En la invención se prevé además que el husillo de ajuste y el pistón se encuentren unidos el uno al otro a través de una rosca. De esta manera, el husillo de ajuste puede regularse de forma sencilla y puede ajustarse, así como posicionarse, en una posición de tope adecuada, como tope para la herramienta.
En otra forma de ejecución preferente de la máquina laminadora de perfiles conforme a la invención, se proporciona una unidad de control para regular la primera presión para el medio de presión, o para regular el vacío en el espacio de alojamiento, respectivamente, en función del material y de las dimensiones de una pieza en bruto a ser laminada. Gracias a ello es posible adecuar, de forma rápida y sencilla, las presiones de apriete de la herramienta con respecto a una pieza en bruto. Gracias a la unidad de control, la fuerza de ajuste de la herramienta puede adaptarse de forma sencilla y precisa, así como también con rapidez y flexibilidad. El dispositivo, en cuanto a las fuerzas de ajuste o de apriete necesarias, puede adaptarse a muchos materiales diferentes, como aceros finos, aceros normales, aceros de alta resistencia, metales no férricos o plásticos de diferentes dimensiones. No es necesario realizar modificaciones costosas, de modo que los tiempos para el ajuste de la máquina se reducen de forma considerable.
En la presente invención, se prevé, además, que la unidad de control se encuentre diseñada para operar el elemento de fuerza, y con ello para regular también la cantidad de fuerza de tracción en la barra de tracción, en función de la primera presión o del vacío en el espacio de alojamiento. De esta manera, es posible regular de forma sencilla y fiable, la apertura del dispositivo, de tal forma que las fuerzas en el pistón y en la barra de tracción puedan ser adaptadas con gran exactitud la una a la otra, en función de las propiedades del material de la pieza en bruto a ser trabajada y de las dimensiones de la pieza en bruto.
En otra conformación de la invención, se prevé que el pistón, en su cara frontal que se encuentra orientado hacia la herramienta, se encuentre diseñado con una primera pieza añadida del cubo que se encuentra montada de forma desplazable en la primera perforación de alojamiento, y/o que el pistón, en su cara frontal que se encuentra situado de forma opuesta a la herramienta, se encuentre diseñado con una segunda pieza añadida del cubo que igualmente se encuentra montada en otra subárea de la primera perforación de alojamiento en el cuerpo de la. Mediante esta disposición, conforme a la invención, se logra una guía adicional y un apoyo estable para el pistón, presentando así grandes ventajas, en particular en el caso de fuerzas de presión muy elevadas o de carreras muy largas.
En una forma de ejecución preferente de la invención, se prevé que la máquina laminadora de perfiles se encuentre diseñada como una máquina laminadora de rosca.
El método conforme a la invención para operar la máquina laminadora de perfiles descrita con anterioridad, presenta los siguientes pasos:
• posicionamiento del pistón y del husillo de ajuste, que se encuentra conectado a éste, con un tope de la herramienta,... [Seguir leyendo]
Reivindicaciones:
1. Máquina laminadora de perfiles con un dispositivo (100) para el posicionamiento de una herramienta (21) en la máquina laminadora de perfiles, en donde el dispositivo presenta:
un cuerpo de la (10) con al menos una primera perforación de alojamiento (17) , al menos un husillo de ajuste (30) con un tope de la herramienta (23) , en donde el husillo de ajuste se encuentra situado en la primera perforación de alojamiento (17) del cuerpo de la (10) de tal modo que puede cambiar de posición, una barra de tracción (25) que se encuentra dispuesta de tal modo que puede cambiar de posición, para así posicionar la herramienta (21) contra el tope de la herramienta (23) mediante una fuerza de tracción (F2) , un elemento de fuerza (50) para aplicar la fuerza de tracción (F2) ,
caracterizada porque la primera perforación de alojamiento (17) se encuentra ensanchada localmente hacia un espacio de alojamiento cilíndrico (12) , un pistón (40) se encuentra montado en el espacio de alojamiento (12) , de tal modo que puede cambiar de posición en dirección axial, y el pistón (40) forma una unidad de pistón - cilindro con el espacio de alojamiento (12) , el husillo de ajuste (30) se encuentra conectado al pistón (40) ; se proporciona una conexión de presión (46) en el cuerpo de la (10) para introducir un medio de presión (M) con una primera presión (p1) en el espacio de alojamiento (12) , entre el cuerpo de la (10) y una cara frontal (42) del pistón (40) que se encuentra situado de forma opuesta a la primera herramienta (21) , o en lugar de la conexión de presión, (46) en el cuerpo de la (10) se encuentra dispuesta una conexión de vacío (47) para introducir un vacío (48) en el espacio de alojamiento (12) entre una cara frontal (43) del pistón (40) que se encuentra orientado hacia la herramienta (21) y el cuerpo de la (10) .
2. Máquina laminadora de perfiles conforme a la reivindicación 1, caracterizada porque el husillo de ajuste (30) se encuentra situado en una tercera perforación de alojamiento (41) en el pistón (40) , de tal modo que puede cambiar de posición en dirección axial del pistón (40) .
3. Máquina laminadora de perfiles conforme a la reivindicación 2, caracterizada porque el husillo de ajuste (30) y el pistón (40) se encuentran unidos el uno al otro a través de una rosca.
4. Máquina laminadora de perfiles conforme a una de las reivindicaciones precedentes, caracterizada porque se encuentra dispuesta una unidad de control (70) para regular la primera presión (p1) para el medio de presión (M) o para regular el vacío (48) en el espacio de alojamiento (12) , respectivamente, en función del material y de las dimensiones de una pieza en bruto (5) a ser laminada.
5. Máquina laminadora de perfiles conforme a la reivindicación 4, caracterizada porque la unidad de control (70) se encuentra diseñada para operar el elemento de fuerza (50) para regular la cantidad de fuerza de tracción (F2) en la barra de tracción (25) en función de la primera presión (p1) o del vacío (48) en el espacio de alojamiento (12) .
6. Máquina laminadora de perfiles conforme a la reivindicación 1, caracterizada porque el pistón (40) , en su lado frontal (43) que se encuentra orientado hacia la herramienta (21) , se encuentra conformado con una primera pieza añadida del cubo (44) que se encuentra montada de forma desplazable en la primera perforación de alojamiento (17) , y/o el pistón (40) , en su lado frontal (42) que se encuentra situado de forma opuesta a la herramienta (21) , se encuentra conformado con una segunda pieza añadida del cubo (45) , que igualmente se encuentra montada de forma desplazable en la primera perforación de alojamiento (17) en el cuerpo de la (10) .
7. Máquina laminadora de perfiles conforme a una de las reivindicaciones precedentes, caracterizada porque la máquina laminadora de perfiles se encuentra diseñada como una máquina laminadora de rosca.
8. Método para operar una máquina laminadora de perfiles conforme a una de las reivindicaciones 1 a 7, el cual comprende los siguientes pasos:
- posicionamiento del pistón (40) y del husillo de ajuste (30) que se encuentra conectado a éste con un tope de la herramienta (23) , a través del desplazamiento del pistón (40) en el espacio de alojamiento cilíndrico (12) , introduciendo un medio de presión (M) en el espacio de alojamiento (12) con una primera presión (p1) que genera una fuerza de presión (F1) en la cara frontal del pistón (40) , que se encuentra situado de forma opuesta a la primera herramienta, por lo que el pistón (40) es desplazado contra un primer tope (11) de la carcasa (10) , o a través de una fuerza de succión (F4) que actúa en el pistón (40) y que es generada al introducir un vacío (48) en el espacio de alojamiento (12) entre una cara frontal (43) del pistón (40) que se encuentra orientado hacia la herramienta (21) y el cuerpo de la (10) , y
- aproximación de la herramienta (21) contra el tope de la herramienta (23) con la ayuda de la barra de tracción (25) mediante una fuerza de tracción (F2) , donde la fuerza de tracción (F2) es menor que la primera fuerza de presión (F1) o menor que la fuerza de succión (F4) y las contrarresta.
9. Método conforme a la reivindicación 8, caracterizado porque el tope de la herramienta (23) es posicionado y ajustado a través de la regulación axial del husillo de ajuste (30) dentro de la tercera perforación de alojamiento (41) del pistón (40) .
10. Método conforme a la reivindicación 8 ó 9, caracterizado porque la regulación axial del husillo de ajuste (30) se 5 efectúa mediante una rosca dentro de la tercera perforación de alojamiento (41) .
11. Método conforme a una de las reivindicaciones 8 a 10, caracterizado porque la primera presión (p1) del medio de presión (M) o la fuerza de succión (F4) a través del vacío (48) en el espacio de alojamiento (12) , y la fuerza de tracción (F2) en la barra de tracción (25) son reguladas, respectivamente, a un valor predeterminado mediante la unidad de control (70) , donde los valores predeterminados son predefinidos de forma adecuada respectivamente, en función del material y de las dimensiones de una pieza en bruto (5) a ser conformada.
12. Método conforme a una de las reivindicaciones 8 a 11, caracterizado porque la máquina laminadora de perfiles se encuentra diseñada como una máquina laminadora de rosca y en la pieza en bruto (5) es laminada una rosca.
13. Método conforme a una de las reivindicaciones 8 a 12, caracterizado porque, la primera presión (p1) del medio de presión (M) o el vacío (48) en el espacio de alojamiento (12) , es reducido o llevado casi a cero para desmontar o
abrir la herramienta (21) , y la fuerza de tracción (F2) que es generada por el elemento de fuerza (50) y que actúa en la barra de tracción (25) es mayor que la primera fuerza de presión (F1) que es generada por la primera presión (p1)
(40) con el husillo de ajuste (30) , se desplazan de forma conjunta en una dirección que se desvía de la herramienta (21) , después de una aplicación de fuerza con la fuerza de tracción (F2) .
Patentes similares o relacionadas:
 Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]
Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]
 Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
 Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
 Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
 Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación, del 11 de Junio de 2012, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento […]
Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación, del 11 de Junio de 2012, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento […]
 MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]
MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]