Dispositivo de mecanización con rayo láser con medios para la representación de la radiación láser de forma anular reflejada sobre una unidad de sensor así como procedimiento para el ajuste de la posición focal.
Dispositivo de soldadura con rayo láser para la soldadura de dos piezas de trabajo (12,
25), con al menos unafuente de rayo láser (2) para la impulsión de al menos una de las piezas de trabajo (12, 25) con un foco láser (26) enforma de anillo, en el que están previstos medios (29) para la representación de la radiación láser reflejada por lapieza de trabajo (12, 25) sobre una unidad de sensor (24), en el que la unidad de sensor (24) comprende al menosuno, con preferencia varios foto diodos y está configurada con preferencia como foto diodo de cuatro cuadrantes ocomo cámara digital, caracterizado porque está prevista una instalación de ajuste (28) para el ajuste de la posicióndel foco con relación a la al menos una pieza de trabajo (12, 25) en función de los datos de medición registrados porla unidad de sensor (24), en el que la instalación de ajuste (28) está configurada de tal forma que la instalación deajuste (28) ajusta una distribución de la intensidad al menos aproximadamente uniforme del foco láser (26) en formade anillo sobre la pieza de trabajo (12, 25), y porque la instalación de ajuste (28) está configurada para la alineaciónde la al menos una pieza de trabajo (12, 25) con relación al foco láser (26), en el que están previstos medios para lageneración de un rayo láser piloto, que es reflejado, en efecto, por la pieza de trabajo (12, 25), pero ésta no sefunde, estando alineado el rayo láser piloto de tal forma que la posición del foco del rayo láser piloto corresponde ala posición el foco del rayo láser de mecanización.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/063167.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: RAMSAYER,REINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/06 B23K 26/00 […] › Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
- B23K26/073 B23K 26/00 […] › Determinación de la configuración para el punto del láser.
- B23K26/20 B23K 26/00 […] › Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
PDF original: ES-2423952_T3.pdf
Fragmento de la descripción:
Dispositivo de mecanización con rayo láser con medios para la representación de la radiación láser de forma anular reflejada sobre una unidad de sensor así como procedimiento para el ajuste de la posición focal
La invención se refiere a un dispositivo de mecanización con rayo láser de acuerdo con el preámbulo de la reivindicación 1 y a un procedimiento para el ajuste de la posición focal como foco láser en forma de anillo con relación a al menos una pieza de trabajo de acuerdo con el preámbulo de la reivindicación 6. Tal dispositivo y procedimiento se conocen a partir del documento US 2003/0141002 A1. Por medio del dispositivo conocido se puede regular la potencia de un rayo láser que sirve para la mecanización de dos piezas de trabajo, siendo detectada la radiación térmica emitida por una zona de unión por medio de un sensor.
Además, se conoce a partir del documento DE 102 54 847 A1 de la solicitante desacoplar por medio de un elemento de desacoplamiento estándar una parte de la luz reflejada de una zona de mecanización y utilizarla por medio de una instalación de sensor correspondiente para un control del proceso en línea. Se conocen, además, a partir del documento US 2002/153500 A1 y del documento GB-A-1 206 668 dispositivos de mecanización con rayo láser, en los que la posición del foco de un rayo láser y la zona de unión de piezas de trabajo son supervisadas por medio de una instalación de sensor y la posición de al menos una lente de un sistema óptico es adaptada para la generación del rayo láser por medio de los valores de medición registrados por la instalación de sensor.
Publicación de la invención Partiendo del estado de la técnica representado, la invención tiene el cometido de desarrollar un dispositivo de mecanización con rayo láser de acuerdo con el preámbulo de la reivindicación 1 y un procedimiento de acuerdo con el preámbulo de la reivindicación 6, de tal manera que se consigue una disposición alternativa o bien una optimización de la posición del foto con relación a al menos una pieza de trabajo.
Este cometido se soluciona en un dispositivo de mecanización con rayo láser con las características de la reivindicación 1 y en un procedimiento con las características de la reivindicación 6.
Los desarrollos ventajosos del dispositivo de mecanización con rayo láser de acuerdo con la invención se indican en las reivindicaciones dependientes. En el marco de la invención caen todas las combinaciones de al menos dos características publicada en las reivindicaciones, en la descripción y/o en las figuras. La invención comprende también un procedimiento para ajustar la posición focal de un foco láser en forma de anillo.
El dispositivo de mecanización con rayo láser de acuerdo con la invención y el procedimiento de ajuste de acuerdo con la invención son especialmente apropiados para dispositivos e mecanización con rayo láser, con los que se puede generar un foco láser en forma de anillo, por ejemplo en forma de anillo circular en la periferia de al menos una pieza de trabajo, por ejemplo para soldar dos piezas de trabajo entre sí o para endurecer térmicamente al menos una pieza de trabajo. Además, una instalación de sensor para la detección de la representación del foco láser también se puede emplear también en dispositivos de mecanización con rayo láser, que están configurados para la generación de un foco de rayo láser en forma de anillo colocado en un plano. Con preferencia, el foco láser se ajusta con relación a la pieza de trabajo de tal forma que la distribución de la intensidad dentro del foco láser en forma de anillo sobre la pieza de trabajo (y, por lo tanto, también en la representación sobre la unidad de sensor) es al menos aproximadamente constante, para garantizar de esta manera un calentamiento uniforme de la al menos una pieza de trabajo en la zona del foco en forma de anillo, es decir, cerrado en la periferia. El dispositivo de mecanización con rayo láser configurado de acuerdo con el concepto de la invención se puede configurar para soldar, endurecer, normalizar, etc. piezas de trabajo.
En un desarrollo de la invención, está previsto con ventaja que los medios para la representación de la radiación láser reflejada sobre una unidad de sensor comprendan un divisor de los rayos, que desvía la radiación láser reflejada por la al menos una pieza de trabajo como trayectoria de los rayos de observación en dirección a la unidad de sensor. Con preferencia, en este caso toda la superficie del punto de luz láser en forma de anillo de la pieza de trabajo se representa sobre la unidad de sensor.
Especialmente ventajosa es una forma de realización, en la que en la trayectoria de los rayos de observación está previsto un axikon, a través del cual se puede proyectar el foco láser en forma de anillo sobre el plano de la unidad de sensor. Con preferencia, al mismo tiempo en la trayectoria de paso de los rayos láser propiamente dicha entre la al menos una fuente de rayo láser y la al menos una pieza de trabajo está previsto de la misma manera un axikon para la generación de un rao láser de observación en forma de anillo, siendo desviado con preferencia este rayo láser en forma de anillo, en particular a través del paso por una óptico de enfoque desde un espejo cónico radialmente hacia dentro radialmente hacia fuera sobre la periferia exterior o bien la periferia interior de al menos una pieza de trabajo.
Para la reducción al mínimo de las influencias de luz extraña, es ventajosa una forma de realización, en la que dentro de la trayectoria de paso de los rayos de observación está previsto un filtro para la longitud de ondas láser,
por ejemplo un filtro pasabanda, un filtro de densidad neutra, etc.
El rayo láser piloto de acuerdo con la invención se parametriza de tal manea que puede ser reflejado, en efecto, por la pieza de trabajo y puede ser representado sobre la unidad de sensor, pero no se funde la pieza de trabajo. Es esencial que la posición del foco del rayo láser piloto corresponda a la posición del foco del rayo láser de mecanización, por lo que el rayo láser piloto recorre con preferencia, al menos parcialmente, el mismo recorrido óptico que el rayo láser de mecanización propiamente dicho.
Se prefiere una forma de realización, en la que el rayo láser piloto puede ser generado por la misma fuente de rayo láser, que está prevista también para la generación del rayo láser de mecanización. De manera alternativa es concebible prever, junto a la fuente de rayo láser de mecanización, una fuente de rayo láser piloto, en la que el rayo láser piloto debe ser acoplado de manera adecuada en la óptica del rayo láser de mecanización.
La invención se refiere también a un procedimiento para el ajuste de la posición focal de un foco láser en forma de anillo con relación a la al menos una pieza de trabajo, en el que de acuerdo con la invención está previsto que la radiación láser reflejada por la pieza de trabajo sea representada sobre una unidad de sensor y la posición del foco sea representada a través de modificación de la posición de la pieza de trabajo en función de los datos de medición de la unidad de sensor, en particular en función de las foto corrientes de foto diodos de la unidad de sensor. Con preferencia, el ajuste de la posición del foco se realiza de forma automática como procedimiento de regulación.
Breve descripción de los dibujos Otras ventajas, características y detalles de la invención se deducen a partir de la descripción siguiente de ejemplos de realización preferidos así como con la ayuda de los dibujos; en éstos:
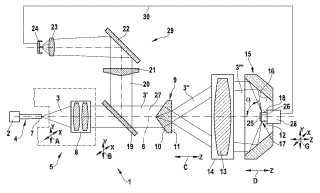
La figura 1 muestra una representación esquemática de la estructura de un dispositivo de mecanización con rayo láser con una unidad de sensor, sobre la que se representa una radiación láser reflejada por una pieza de trabajo.
Las figuras 2a, b muestran una pieza de trabajo con una posición óptima del foco en una vista lateral y en una vista en planta superior y
La figura 3 muestra una pieza de trabajo con posición del foco posicionada erróneamente.
Formas de realización de la invención En las figuras, los mismos componentes y los componentes con la misma función están identificados con los mismos signos de referencia.
La figura 1 muestra un dispositivo de mecanización con rayo láser 1 para el endurecimiento o soldadura de piezas de trabajo 12, 25. El dispositivo de mecanización con rayo láser presenta una fuente de rayo láser 2, que genera un rayo láser 3 de impulsos con área de la sección transversal de forma circular. El rayo láser 3 es alimentado a través de una guía de ondas de luz 4 a una instalación óptica 5 a lo largo... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de soldadura con rayo láser para la soldadura de dos piezas de trabajo (12, 25) , con al menos una fuente de rayo láser (2) para la impulsión de al menos una de las piezas de trabajo (12, 25) con un foco láser (26) en forma de anillo, en el que están previstos medios (29) para la representación de la radiación láser reflejada por la pieza de trabajo (12, 25) sobre una unidad de sensor (24) , en el que la unidad de sensor (24) comprende al menos uno, con preferencia varios foto diodos y está configurada con preferencia como foto diodo de cuatro cuadrantes o como cámara digital, caracterizado porque está prevista una instalación de ajuste (28) para el ajuste de la posición del foco con relación a la al menos una pieza de trabajo (12, 25) en función de los datos de medición registrados por la unidad de sensor (24) , en el que la instalación de ajuste (28) está configurada de tal forma que la instalación de ajuste (28) ajusta una distribución de la intensidad al menos aproximadamente uniforme del foco láser (26) en forma de anillo sobre la pieza de trabajo (12, 25) , y porque la instalación de ajuste (28) está configurada para la alineación de la al menos una pieza de trabajo (12, 25) con relación al foco láser (26) , en el que están previstos medios para la generación de un rayo láser piloto, que es reflejado, en efecto, por la pieza de trabajo (12, 25) , pero ésta no se funde, estando alineado el rayo láser piloto de tal forma que la posición del foco del rayo láser piloto corresponde a la posición el foco del rayo láser de mecanización.
2. Dispositivo de soldadura con rayo láser de acuerdo con la reivindicación 1, caracterizado porque los medios (29) para la representación comprenden un divisor del rayo (19) dispuesto en la trayectoria de paso de los rayos láser
(27) entre la fuente de rayo láser (2) y la pieza de trabajo (12, 25) y que está configurado y dispuesto de tal manera que desacopla la radiación láser reflejada por la pieza de trabajo (12, 25) como trayectoria de paso del rayo láser
(20) desde la trayectoria de paso del rayo láser (27) .
3. Dispositivo de soldadura con rayo láser de acuerdo con la reivindicación 2, caracterizado porque en la trayectoria de paso del rayo de observación (20) está dispuesto un axikon (9, 21) .
4. Dispositivo de soldadura con rayo láser de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque en la trayectoria de paso del rayo de observación (20) está dispuesto al menos un filtro óptico.
5. Dispositivo de soldadura con rayo láser de acuerdo con la reivindicación 1, caracterizado porque la fuente de rayo láser (2) está configurada para generar el rayo láser piloto y el rayo láser de procesamiento.
6. Procedimiento para el ajuste de la posición del foco como foco láser (26) en forma de anillo con relación a al menos una pieza de trabajo (12, 25) , caracterizado porque la representación de la radiación láser reflejada por la al menos una pieza de trabajo (12, 25) sobre una unidad de sensor (24) y el ajuste de la posición del foco se realizan en función de los datos de medición de la unidad de sensor (24) , de tal manera que la alineación de la al menos una pieza de trabajo (12, 25) se realiza con relación al foco láser (28) en forma de anillo y, por lo tanto, para la homogeneización de la intensidad de un rayo láser (3’) , y en el que por medio del procedimiento se sueldan dos piezas de trabajo (12, 25) entre sí, en el que se genera un rayo láser piloto, que es reflejado, en efecto, por la pieza de trabajo (12, 25) , pero ésta no se funde, estando alineado el rayo láser piloto de tal forma que la posición del foco del rayo láser piloto corresponde a la posición el foco del rayo láser de mecanización.
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque el ajuste de la posición del foco se realiza automáticamente como procedimiento de regulación.
Patentes similares o relacionadas:
Aparato y método de tratamiento láser, del 15 de Enero de 2020, de Corelase OY (100.0%): Un método para tratar una pieza de trabajo mediante un haz láser, caracterizado por las operaciones siguientes: - proporcionar al menos un primer haz láser […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento y dispositivo de mecanización basada en láser de sustratos cristalinos planos, especialmente sustratos semiconductores, del 4 de Diciembre de 2019, de Innolas Solutions GmbH: Procedimiento de mecanización basada en láser de un sustrato cristalino plano para dividir el sustrato en varias partes, en el que se dirige el rayo […]
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra, del 24 de Julio de 2019, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Método de soldadura por láser para alambres planos, del 9 de Enero de 2019, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un método de soldadura por láser para alambres planos, en el cual una primera superficie lateral (23a), en un primer extremo de un primer alambre […]
Procedimiento y dispositivo para separar una capa de material a lo largo de una línea de separación mediante un chorro de corte, del 1 de Octubre de 2018, de Microwaterjet AG: Procedimiento para separar una capa de material a lo largo de una línea de separación predeterminada mediante un chorro de corte que se desplaza […]
Método de corrección de aberraciones, del 28 de Marzo de 2018, de HAMAMATSU PHOTONICS K.K.: Un método de corrección de aberraciones para un dispositivo de irradiación láser, que enfoca un haz láser en el interior de un medio transparente , incluyendo […]