Dispositivo de laminación y procedimiento para su funcionamiento.
Dispositivo de laminación (1) con al menos dios rodillos de trabajo (2,
3) y con un intersticio de laminación (4)entre los rodillos de trabajo (2, 3) para el paso y laminación de un producto a laminar (5), como por ejemplo unabanda (6) con preferencia de metal y, dado el caso, con una disposición de rodillos de apoyo (7, 8), caracterizadoporque, además, está previsto al menos un dispositivo de medición (11) para la medición de un atasco del materialde laminación del producto a laminar delante del intersticio de laminación (4), en el que, además, está prevista unaunidad de control o unidad de regulación (13), que en virtud de la señales del dispositivo de medición (11) activaservo-elementos para el ajuste de la planeidad del producto a laminar.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/007981.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: RICHTER, HANS-PETER, PAWELSKI, HARTMUT, MATHWEIS,DIETRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B37/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
PDF original: ES-2394234_T3.pdf
Fragmento de la descripción:
Dispositivo de laminación y procedimiento para su funcionamiento
Campo técnico
La invención se refiere a un dispositivo de laminación de acuerdo con el preámbulo de la reivindicación 1 y a un procedimiento para su funcionamiento de acuerdo con la reivindicación 5.
Estado de la técnica
Se conocen desde hace mucho tiempo dispositivos de laminación en el estado de la técnica. En este caso, por ejemplo, se conocen aquellos dispositivos de laminación, en los que una pareja de rodillos de trabajo son impulsados por al menos dos rodillos de apoyo mayores con respecto a los rodillos de trabajo para la absorción de fuerzas de laminación. En tales dispositivos de laminación se conoce, además, que planeidad del producto laminado se puede variar, con lo que se puede producir un atasco de material inmediatamente delante del intersticio de laminación entre los rodillos de trabajo. Si el atasco de material no se puede compensar en el momento oportuno y con suficiente exactitud, se producen irregularidades en la planeidad del material laminado, lo que conduce a mermas de la calidad del producto laminado y con lo que el producto laminado se vuelve totalmente inadecuado, dado el caso, para muchos casos de aplicación.
Se conocen en el estado de la técnica dispositivos de laminación, en los que las mediciones de la planeidad se realizan prior medio de rodillos de tracción para la determinación de la distribución de la tensión de tracción. Tales rodillos de tracción están dispuestos, sin embargo, típicamente lejos de los rodillos de trabajo, de manera que el atasco de material delante del intersticio de laminación no se puede determinar de esta manera con fiabilidad. Tal dispositivo de laminación se conoce, por ejemplo, a través del documento EP 0 108 379 B1. Este documento publica, además, sensores para la medición del perfil de los espesores, de manera que también estos sensores determinan el perfil de los espesores muy lejos del intersticio de laminación. Tampoco de esta manera se puede detectar de una manera fiable un atasco de material.
El documento DE 27 43 130 publica un dispositivo de laminación con dispositivos de medición del espesor delante y detrás del intersticio de laminación, en el que de esta manera se puede alcanzar una tolerancia predeterminable de los espesores. No obstante, con ello tampoco se puede anular el efecto del atasco del material, porque los sensores están dispuestos también de nuevo lejos del intersticio de laminación. Además, una desviación local del espesor solamente puede ser expresiva en combinación con una referencia exacta del perfil. De esta manera, no se puede cuantificar suficientemente una falta de planeidad.
Otros dispositivos de laminación miden la planeidad solamente a una distancia mayor detrás del intersticio de laminación, lo que conduce a que los resultados sean utilizados para la regulación de la planeidad a través de elementos de regulación de la planeidad. Sin embargo, los ajustes finos del bastidor de laminación no siempre repercuten en una medida suficiente sobre las mediciones en el lado de salida o, en virtud del retardo que se genera de esta manera, no se puede reaccionar con suficiente rapidez a modificaciones del perfil o de la planeidad, de manera que no siempre se pueden corregir las desviaciones de la planeidad calculadas, porque se han producido ya detrás del intersticio de laminación.
Representación de la invención, cometido, solución, ventajas El cometido de la presente invención es crear un dispositivo de laminación con un dispositivo de medición y un procedimiento para el mismo, en el que se reconoce con seguridad un atasco del material y de esta manera se puede realizar una regulación / control para la prevención de faltas de planeidad resultantes de esta manera hasta estados inestables de la laminación (binóculos, sobre-laminaciones, etc.) .
De acuerdo con la invención, el cometido se consigue en lo que se refiere al dispositivo de laminación por medio de un dispositivo de laminación de acuerdo con las características de la reivindicación 1 con un dispositivo de laminación con al menos dos rodillos de trabajo y un intersticio de laminación entre los rodillos de trabajo para el paso y laminación de un producto a laminar, como por ejemplo una manda, con preferencia de metal y, dado el caso, con una disposición de rodillos de apoyo, en el que está previsto, además, al menos un dispositivo de medición para la medición de un atasco del material de laminación del producto a laminar delante del intersticio de laminación, en el que, además, está prevista una unidad de control o de regulación que, en virtud de las señales del dispositivo de medición, activa servo-elementos para el ajuste de la planeidad de producto a laminar.
En este caso, es ventajoso que, además, después del intersticio de laminación esté previsto un dispositivo de medición de la planeidad, que proporciona de la misma manera señales para la unidad de control o de regulación, después de lo cual esta unidad, como reacción a las señales del dispositivo de medición y del dispositivo de medición de la planeidad, activa los servo-elementos para el ajuste de la planeidad.
También es conveniente que un servo-elemento para el ajuste de la planeidad del producto a laminar sea un servoelemento para el ajuste de la posición inclinada de los rodillos de trabajo y/o de los rodillos intermedios y/o de los rodillos de apoyo, de la flexión de los rodillos de trabajo y/o de los rodillos intermedios, y/o de los rodillos de apoyo, del desplazamiento axial de los rodillos de trabajo y/o de los rodillos intermedios, por ejemplo en el marco de un desplazamiento de Corona Variable Continuamente (CVC) , de una lubricación de cantidad mínima y/o de un control de la temperatura o regulación de la temperatura de la banda y/o de los rodillos de trabajo. De esta manera se puede influir y ajustar de manera ventajosa la planeidad deseada.
A este respecto es ventajoso con preferencia que el al menos un dispositivo de medición para la medición de un atasco del material de laminación del producto a laminar delante del intersticio de laminación sea un dispositivo de medición que mide óptica o mecánicamente.
De acuerdo con la invención, el cometido relacionado con el procedimiento se consigue por medio de un procedimiento para el funcionamiento de un dispositivo de laminación de acuerdo con la reivindicación 5. Las ventajas de este procedimiento corresponden a las ventajas indicadas anteriormente con relación al dispositivo.
También es conveniente que el al menos un dispositivo de medición para la medición de un atasco del material de laminación del producto a laminar delante del intersticio de laminación detecte el atasco óptica o mecánicamente.
Las configuraciones ventajosas se describen en las reivindicaciones dependientes.
Breve descripción de los dibujos A continuación se explica en detalle la invención sobre la base de un ejemplo de realización con la ayuda de los dibujos. En este caso:
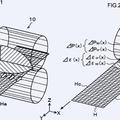
La figura 1 muestra una representación esquemática de un dispositivo de laminación con dispositivo de medición.
Forma de realización preferida de la invención La figura 1 muestra de forma esquemática un dispositivo de laminación 1 con dos rodillos de trabajo 2, 3 entre los cuales está previsto un intersticio de laminación 4 y entre los cuales se lamina un producto a laminar 5, como por ejemplo una banda 6 o bandea metálica, como especialmente una banda de acero. Los rodillos de trabajo 2, 3 están impulsados en este caso con ventaja de manera conocida, en cada caso, con rodillos de apoyo 7, 8. Si la banda 6 avanza como producto a laminar en la dirección de laminación 9 a través del intersticio de trabajo 4, entonces en la proximidad inmediata del intersticio de laminación 4 y en la dirección de laminación delante del intersticio de laminación 4 se puede producir un atasco de material 20, que conduce a deformaciones del producto a laminar y, por lo tanto, a faltas de planeidad del producto a laminar. El atasco se produce porque al menos temporalmente se transporta o bien se presiona más material del producto a laminar por unidad de tiempo delante del intersticio de laminación que el que se puede laminar durante la misma unidad de tiempo y puede pasar a través del intersticio de laminación. El atasco se produce en zonas de caída local de la tensión de la banda.
El dispositivo 1 presenta, además, al menos un dispositivo de medición 11 o al menos un sensor, que detecta un atasco de material 10 en la entrada de la banda en el intersticio de laminación. Este al menos un dispositivo de medición 11 es un sensor que mide con preferencia mecánicamente o que mide sin... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de laminación (1) con al menos dios rodillos de trabajo (2, 3) y con un intersticio de laminación (4) entre los rodillos de trabajo (2, 3) para el paso y laminación de un producto a laminar (5) , como por ejemplo una banda (6) con preferencia de metal y, dado el caso, con una disposición de rodillos de apoyo (7, 8) , caracterizado porque, además, está previsto al menos un dispositivo de medición (11) para la medición de un atasco del material de laminación del producto a laminar delante del intersticio de laminación (4) , en el que, además, está prevista una unidad de control o unidad de regulación (13) , que en virtud de la señales del dispositivo de medición (11) activa servo-elementos para el ajuste de la planeidad del producto a laminar.
2. Dispositivo de laminación (1) de acuerdo con la reivindicación 1, caracterizado porque, además, después del intersticio de laminación está previsto un dispositivo de medición de la planeidad (12) , que proporciona señales para la unidad de control o unidad de regulación (13) , después de lo cual esta unidad acciona en virtud de las señales del dispositivo de medición (11) y del dispositivo de medición de la planeidad (12) los servo-elementos (15, 16, 17, 18, 19) para el ajuste de la planeidad del producto a laminar.
3. Dispositivo de laminación de acuerdo con la reivindicación 1, caracterizado porque un servo-elemento para el ajuste de la planeidad del producto a laminar es un servo-elemento para el ajuste de la posición inclinada de los rodillos de trabajo (2, 3) y/o de los rodillos de apoyo (7, 8) , de la flexión de los rodillos de trabajo y/o de los rodillos intermedios (2, 3) , y/o de los rodillos de apoyo (7, 8) , del desplazamiento axial de los rodillos de trabajo (2, 3) y/o de los rodillos intermedios (2, 3) , en el marco de un desplazamiento de Corona Variable Continuamente (CVC) , de una lubricación de cantidad mínima y/o de un control de la temperatura o regulación de la temperatura de la banda y/o de los rodillos de trabajo.
4. Dispositivo de laminación de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el al menos un dispositivo de medición (11) para la medición de un atasco del material de laminación del producto a laminar delante del intersticio de laminación (4) es un dispositivo de medición que mide óptica o mecánicamente.
5. Procedimiento para el funcionamiento de un dispositivo de laminación (1) con al menos dos rodillos de trabajo (2, 3) y un intersticio de laminación (4) entre los rodillos de trabajo (2, 3) para el paso y laminación de un producto a laminar (5) , como por ejemplo una banda (6) , con preferencia de metal, caracterizado por la detección de un atasco del material de laminación del producto a laminar delante del intersticio de laminación (4) , y activación de al menos un servo-elemento para el ajuste de la planeidad del producto a laminar de conformidad con el atasco detectado.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el ajuste de la planeidad del producto a laminar se realiza teniendo en cuenta adicionalmente señales de medición de la planeidad, que representan la planeidad del producto a laminar detrás del intersticio de laminación.
7. Procedimiento de acuerdo con una de las reivindicaciones 5 ó 6, caracterizado porque el atasco del material de laminación del producto a laminar delante del intersticio de laminación (4) es detectado óptica o mecánicamente.
8. Procedimiento de acuerdo con las reivindicaciones 1 a 6, caracterizado porque la situación de la tensión de la banda es detectada por medio de un rodillo, por ejemplo un rodillo anti-rizado montado en la proximidad del intersticio de laminación, sumergido en la banda.
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado por dos células de medición de la fuerza debajo de los soportes del rodillo para la detección simultánea de la tracción diferencial de la banda para la regulación de errores de planeidad de primer orden y de la tensión de tracción global de la banda o bien de la fuerza de tracción de la banda en la entrada del bastidor de laminación.
Patentes similares o relacionadas:
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada, del 17 de Enero de 2018, de Siemens VAI Metals Technologies GmbH: Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
Procedimiento y dispositivo para la medición de la planeidad de cintas, del 28 de Septiembre de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende: una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]
 Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
MÉTODO Y DISPOSITIVO PARA OPTIMIZAR EL CONTROL DE LA PLANEIDAD EN LA LAMINACIÓN DE UNA BANDA, del 29 de Diciembre de 2011, de ABB AB: Método para optimizar el control de la planeidad en la laminación de una banda usando cualquier número de puestos de laminado y actuadores , caracterizado […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]