Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica.
Dispositivo para el bobinado de una banda (3) con espesor de banda variable,
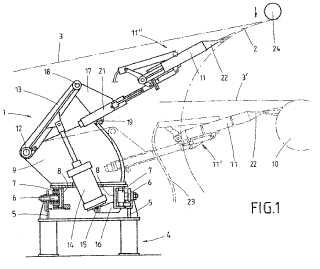
en particular de una bandametálica plana o de una banda metálica provista con contornos, de una banda laminada flexible y/o de una bandalaminada perfilada, en particular de acero, para formar un arrollamiento (2) con un dispositivo de aplicación (1) parala introducción de un material deformable sobre la banda (3) a bobinar, en el que el dispositivo de aplicación (1)comprende medios (11, 22) para la generación de un material flexible, en particular de un material elástico o de unmaterial auto hinchable o espumoso, y para la introducción cerca de la superficie del material sobre la banda (3)durante el proceso de arrollamiento, caracterizado porque está dispuesto un dispositivo de presión de apriete, enparticular un rodillo (24), que es adecuado para ejercer una presión de apriete sobre el arrollamiento (2), paracomprimir el arrollamiento bajo deformación del material introducido.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/000468.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: ZIELENBACH, MICHAEL, ROSE, HEINRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C47/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00).
- B21C47/04 B21C […] › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › sobre o en bobinas o en tambores, sin utilizar guía móvil.
- B21C47/26 B21C 47/00 […] › Disposiciones especiales que permitan un tratamiento simultáneo o subsiguiente del material.
- B65H35/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 35/00 Entrega de artículos desde máquinas de corte o de perforación lineal; Aparatos que entregan artículos y que llevan incorporados dispositivos de corte o de perforación lineal, p. ej. distribuidores de cinta adhesiva (máquinas o dispositivos de corte o de perforación en general B26D, B26F). › desde cortadores o perforadores longitudinales o con estos aparatos.
- B65H39/16 B65H […] › B65H 39/00 Unión, colocación o agrupación de artículos o bandas (combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; máquinas para colocar y agrupar a la vez y fijar de forma permanente hojas o cuadernos B42C 1/00). › Unión de dos o más bandas.
PDF original: ES-2395248_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica.
La invención se refiere a un dispositivo y a un procedimiento para el bobinado de una banda con espesor de banda variable, en particular de una banda metálica plana o de una banda metálica provista con contornos, de una banda laminada flexible y/o de una banda laminada perfilada, en particular de acero, para formar un arrollamiento con un dispositivo de aplicación para la introducción de un material deformable sobre la banda a bobinar.
Un dispositivo de acuerdo con el preámbulo de la reivindicación 1 se conoce, por ejemplo, a partir del documento US-A-4298633.
Sobre todo, la invención se refiere al arrollamiento de bandas hendidas. Las bandas hendidas se producen cuando material en forma de banda, en particular banda metálica ancha, es extraído desde una bobina y es dividido longitudinalmente en la dirección longitudinal en bandas estrechas, es decir, hendido. Las bandas hendidas estrechas generadas de esta manera son arrolladas a continuación sobre un mandril común o sobre mandriles separados. Con preferencia, se generan ingletes de unión a partir de una pluralidad de bandas hendidas yuxtapuestas. Para la compensación de las desviaciones del espesor sobre la anchura de la banda, que conducen durante el arrollamiento de las bandas hendidas, en particular en las zonas marginales de la banda, a una superficie cónica o abombada, deben insertarse insertos en el inglete de las bandas hendidas.
También durante el arrollamiento de material de banda hendido sobre un tambor continuo con varios carretes de arrollamiento yuxtapuestos coaxialmente, separados unos de los otros por medio de rodajas de chapa, se producen, debido a los diferentes espesores de las chapas y a los diferentes espesores de recubrimiento, bobinas más o menos arrolladas fijas con comba de la banda correspondientemente diferente. El arrollamiento irregular de las bobinas repercute de una manera desfavorable sobre su apariencia, empaquetado, comportamiento de desenrollamiento y sobre la fricción entre los arrollamientos individuales de la banda. Para evitar estas deficiencias, se conoce arrollar entre los arrollamientos de las bandas hendidas unas tiras de papel o de cartón de dimensiones longitudinales adecuadas. Esto se realiza con frecuencia insertando la tira de papel con la mano en la muesca de arrollamiento entre la banda que se va acumulando y la bobina.
Se conoce a partir del documento DE 80 06 563 U1 un dispositivo para la introducción de tiras de capas intermedias en la muesca del arrollamiento de material de banda a arrollar en bobinas, en el que la tira de papel es transportada por medio de una pareja de rodillos de accionamiento en dirección a la muesca del arrollamiento. En este caso, el contenedor de reserva para la tira de papel está configurado como contenedor de tambor que contiene la tira de papel de capa intermedia, detrás de cuya muesca de salida de la tira está prevista la pareja de rodillos de accionamiento accionada por el motor eléctrico. Detrás de la pareja de rodillos de accionamiento está previsto un dispositivo de separación de la tira y de perforación. De esta manera, se puede insertar la tira de capa intermedia a través de la pareja de rodillos de accionamiento a alta velocidad y con deformación temporal simultánea para formar un perfil soportado al aire estable, abierto hacia abajo, de manera accesible en la muesca del arrollamiento. La tira de capa intermedia debe deformarse a través del perfilado en forma de tejado de los rodillos de accionamiento de tal manera que contiene un perfil suficientemente estable, soportado al aire, que permite insertarlo también sobre una extensión de vuelo libre mayor en la muesca de arrollamiento, aprovechando, además de la acción de soporte del aire, al mismo tiempo también la acción de aceleración.
Las tiras de capas intermedias se extraen o bien de un contenedor apilado, que contiene las tiras en longitudes adecuadas y se insertan individualmente en el arrollamiento de la banda metálica o se extraen de un arrollamiento de reserva de tiras y se separan en la longitud de arrollamiento necesaria en cada caso.
En el documento EP 0 166 795 B1 se describe un procedimiento para el bobinado de varias bandas hendidas generadas a través de división longitudinal de material en forma de banda sobre un mandril de arrollamiento común, en el que el material en forma de banda presenta una desviación del espesor sobre su anchura.
El procedimiento de caracteriza porque las bandas hendidas son arrolladas al mismo tiempo para formar un rollo compuesto con un inserto en forma de banda deformable que se extiende sobre la anchura de todas bandas hendidas que se extienden adyacentes. En este caso, el espesor del inserto se selecciona mayor que la desviación del espesor sobre la anchura del material en forma de banda. Durante el arrollamiento de las bandas hendidas, a través de la aplicación de una fuerza sobre la capa de arrollamiento superior respectiva de las bandas hendidas y/o a través de la inserción en la dirección radial del arrollamiento compuesto se introducen a presión las bandas hendidas más gruesas con mayor fuerza que las bandas hendidas más finas en el inserto y se arrollan las bandas hendidas a través de deformación correspondiente del inserto para formar un arrollamiento compuesto con superficie envolvente cilíndrica. De acuerdo con este procedimiento, como material en forma de banda se puede arrollar una banda metálica no recubierta o una banda metálica recubierta. Como inserto deformable se utilizan con preferencia papel, cartón, plástico, en particular espuma, o un papel impregnado con un agente de protección contra la corrosión.
Además, se conoce fabricar no sólo bandas metálicas planas, sino también aquéllas que presentan contornos en la dirección longitudinal y/o en la dirección transversal. En el documento DE 198 31 882 A1 se describen un procedimiento y una instalación de laminación para la fabricación de un perfil de espesor discrecional sobre la anchura de un producto laminado en forma de banda. A este respecto, el material de partida es deformado a través de varios cilindros dispuestos desplazados unos detrás de los otros en la dirección de laminación casi sólo en la dirección de la anchura. Los cilindros posibilitan una deformación selectiva localmente de acuerdo con el perfilado deseado, dependiendo la profundidad de la penetración del ajuste respectivo de los cilindros o rodillos estrechos individuales. El material de partida o bien es un material de hierro o un metal NE; se emplea una deformación en frío o en calor.
Se conoce a partir del documento DE 199 62 754 A1 un procedimiento para la laminación flexible de una banda metálica. Este procedimiento sirve para la fabricación de bandas metálicas planas, que presentan espesores de banda diferentes definidos sobre su longitud. En este caso, durante el proceso de laminación se modifica de una manera selectiva el intersticio de laminación, para conseguir diferentes espesores de banda sobre la longitud de la banda metálica. Esto se puede realizar, por una parte, indirectamente a través de la modificación de la resistencia a la deformación del material a través de calentamiento o enfriamientote la banda de metal y suspensión modificada de una manera correspondiente del bastidor de laminación durante el proceso de laminación.
También el documento EP 1 074 317 A2 se refiere a un procedimiento para la laminación flexible de una banda metálica, en el que la banda metálica es conducida durante el proceso de laminación a través de un intersticio de laminación formado entre dos rodillos de trabajo y el intersticio de laminación es desplazado de una manera selectiva durante el proceso de laminación, para conseguir espesores de banda diferentes sobre la longitud de la banda metálica. A este respecto, durante cada ajuste del intersticio de laminación o inmediatamente después se controlan las líneas de flexión de los rodillos de trabajo en función del intersticio de laminación ajustado para la consecución de una planeidad de la banda metálica.
El cometido de la invención es mejorar un dispositivo para el arrollamiento de una banda, en particular de una banda metálica plana o de una banda metálica provista con contornos, laminada de una manera flexible y/o laminada perfilada, de tal manera que se genera de una forma sencilla un arrollamiento regular al menos esencialmente de forma cilíndrica.
De acuerdo con la invención, este cometido se soluciona por medio del dispositivo según la reivindicación 1.
De acuerdo con la invención, de conformidad con los requerimientos locales de la banda a arrollar,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el bobinado de una banda (3) con espesor de banda variable, en particular de una banda metálica plana o de una banda metálica provista con contornos, de una banda laminada flexible y/o de una banda laminada perfilada, en particular de acero, para formar un arrollamiento (2) con un dispositivo de aplicación (1) para la introducción de un material deformable sobre la banda (3) a bobinar, en el que el dispositivo de aplicación (1) comprende medios (11, 22) para la generación de un material flexible, en particular de un material elástico o de un material auto hinchable o espumoso, y para la introducción cerca de la superficie del material sobre la banda (3) durante el proceso de arrollamiento, caracterizado porque está dispuesto un dispositivo de presión de apriete, en particular un rodillo (24) , que es adecuado para ejercer una presión de apriete sobre el arrollamiento (2) , para comprimir el arrollamiento bajo deformación del material introducido.
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque el material se puede dosificar con rascador o e puede pulverizar o inyectar desde toberas (22) .
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque la anchura del dispositivo de aplicación (1) está configurada para la aplicación del material sobre un arrollamiento (2) de una banda metálica (3) , de tal manera que el dispositivo de aplicación (1) se extiende sobre toda la anchura del arrollamiento (2) con la banda metálica (3) o al menos sobre una parte de la anchura del arrollamiento (2) , que solamente cubre la zona crítica con irregularidades pronunciadas en el arrollamiento de la banda metálica (3) ,
4. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el material se puede aplicar en tiras sobre el arrollamiento (2) .
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque se puede aplicar un plástico desde una máquina de extrusión sobre el arrollamiento (2) .
6. Dispositivo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque los medios (11, 22) están configurados de tal manera que un plástico a aplicar de esta manera sobre la banda (3) está configurado como una capa coherente o como una pluralidad de tiras yuxtapuestas en la dirección de avance de la banda sobre el arrollamiento (2) , que presentan en cada caso inclusiones de aire.
7. Dispositivo de acuerdo con la reivindicación 2, caracterizado por la disposición de un dispositivo de medición para la medición del espesor de banda de la banda (3) a arrollar, y de una instalación de regulación para la regulación de la cesión de material desde las toberas (22) , de acuerdo con el espesor de banda medido de la banda (3) .
8. Tren de laminación para la laminación unidireccional o reversible en frío o en caliente de una banda metálica (3) con espesor de banda variable, en particular de una banda metálica plana y/o de una banda metálica provista con contornos, laminada de forma flexible o laminada de forma perfilada, en particular de acero, con un bastidor de laminación, que presenta un conjunto de rodillos y un sistema de ajuste para el ajuste del intersticio de laminación, con un dispositivo dispuesto delante del bastidor de laminación para el bobinado de la banda metálica a laminar y con un dispositivo de arrollamiento dispuesto a continuación del bastidor de laminación de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque está presente una instalación de regulación para la regulación del número de revoluciones de los accionamientos de los dos dispositivos de arrollamiento con una regulación del mecanismo de guía de orden superior para la compensación o regulación de las modificaciones del flujo de masas de la banda de laminación y de la velocidad de tracción de la banda en función de ésta así como para la regulación de la tracción de la banda, especialmente en los instantes en los que la aceleración de la banda se modifica en el caso de modificación del perfil de espesores de la banda.
9. Procedimiento para el bobinado de una banda metálica (3) con espesor de banda variable, especialmente de una banda metálica plana o de una banda metálica provista con contornos, laminada de forma flexible o laminada de forma perfilada, en particular de acero, para formar un arrollamiento (2) , en el que durante el arrollamiento se aplica material deformable con un dispositivo de aplicación (1) sobre la banda metálica (3) que debe arrollarse sobre el arrollamiento (2) , siendo aplicado el material deformable desde toberas o por medio de al menos un rascador sobre la superficie de la banda (3) , caracterizado porque con un dispositivo de presión de apriete, en particular, con un rodillo (24) , se ejerce una presión de apriete sobre el arrollamiento (2) y en este caso se comprime el arrollamiento bajo deformación del material insertado.
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque el material se aplica sobre la banda metálica (3) con un espesor, que es mayor que la desviación del espesor de la banda metálica (3) , y porque a continuación se ejerce sobre el extremo superior respectivo del arrollamiento (2) , una fuerza, en particular por medio de un rodillo (24) , para comprimir el material de tal manera que se obtiene un arrollamiento compuesto (2) al menos esencialmente de forma cilíndrica a partir de la bande metálica (3) y el material.
11. Procedimiento de acuerdo con la reivindicación 9 ó 10, caracterizado porque el material se lleva a hinchamiento
o espumación a través de la adición de una sustancia adicional, poco antes de la aplicación o durante la aplicación.
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque el material se lleva a hinchamiento o espumación y/o a endurecimiento bajo radiación, en particular poco antes de la aplicación o durante la aplicación.
Patentes similares o relacionadas:
Método y disposición para manipular los rollos estrechos, del 13 de Junio de 2019, de UPM RAFLATAC OY: Una disposición para formar y manipular rollos estrechos, cuya disposición comprende una primera cortadora de tiras y una segunda cortadora de tiras , la […]
Dispositivo de corte, del 24 de Abril de 2019, de TSUDAKOMA KOGYO KABUSHIKI KAISHA: Un dispositivo de corte que comprende: un mecanismo de descarga que tiene una unidad de accionamiento de descarga en la cual se monta un rodillo de lámina […]
Máquina para la producción de bobinas con un sistema para la alineación de las cuchillas de corte longitudinales y la trayectoria de las tiras longitudinales generadas por corte con las cuchillas y método relevante, del 9 de Enero de 2019, de A. CELLI NONWOVENS S.P.A.: Una máquina para formar bobinas enrolladas de manera helicoidal (B), que comprende: - una sección de desenrollamiento de carretes primarios (Ba, Bb) de material […]
Método y disposición para manipular rollos estrechos, del 30 de Octubre de 2018, de UPM RAFLATAC OY: Un método para manipular rollos estrechos en cuyo método los rollos estrechos son provistos con un marcado de producto en una primera operación […]
 Máquina y procedimiento de producción de rollos de material en banda, del 5 de Junio de 2013, de FABIO PERINI S.P.A.: Procedimiento para la producción de rollos (L) de material en banda (N) bobinados alrededor de núcleos debobinado (A), en el que: dichos núcleos de bobinado […]
Máquina y procedimiento de producción de rollos de material en banda, del 5 de Junio de 2013, de FABIO PERINI S.P.A.: Procedimiento para la producción de rollos (L) de material en banda (N) bobinados alrededor de núcleos debobinado (A), en el que: dichos núcleos de bobinado […]
 Porcedimiento y dispositivo para sujetar bandas de chapa y cizalla angular, del 3 de Octubre de 2012, de SOUDRONIC AG: Procedimiento para sujetar bandas de chapa que son entregadas simultáneamente desde un equipo decorte , mantenidas sustancialmente […]
Porcedimiento y dispositivo para sujetar bandas de chapa y cizalla angular, del 3 de Octubre de 2012, de SOUDRONIC AG: Procedimiento para sujetar bandas de chapa que son entregadas simultáneamente desde un equipo decorte , mantenidas sustancialmente […]
 INSTALACION DE CORTE TRANSVERSAL QUE TRABAJA CONTINUAMENTE, del 28 de Abril de 2010, de BIELOMATIK LEUZE GMBH + CO KG: Instalación de corte transversal que trabaja continuamente para formatos pequeños de papel, la cual comprende varias estaciones de desenrollamiento […]
INSTALACION DE CORTE TRANSVERSAL QUE TRABAJA CONTINUAMENTE, del 28 de Abril de 2010, de BIELOMATIK LEUZE GMBH + CO KG: Instalación de corte transversal que trabaja continuamente para formatos pequeños de papel, la cual comprende varias estaciones de desenrollamiento […]
 APARATO DE PRODUCCION DE NUCLEOS, del 22 de Diciembre de 2009, de BAY WEST PAPER CORPORATION: Un aparato para formar productos de rollos de papel, que comprende: un mandril que tiene un eje longitudinal; y un montaje de corte de núcleo […]
APARATO DE PRODUCCION DE NUCLEOS, del 22 de Diciembre de 2009, de BAY WEST PAPER CORPORATION: Un aparato para formar productos de rollos de papel, que comprende: un mandril que tiene un eje longitudinal; y un montaje de corte de núcleo […]