MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA.
Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel,
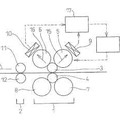
en donde para el ajuste del curso del material a laminar se rotan los cilindros de laminación de, al menos, una caja de laminación, y se ejerce una presión de compresión lateral contra el material a laminar, caracterizado porque para modificar selectivamente la geometría de la banda de desbaste en la laminación de desbastes planos (4) con el fin de conformar bandas de desbaste (5) en, al menos, una caja desbastadora (1) se emplean - un control de pivote RAC (20) para el ajuste dinámico en la caja desbastadora, y - un control de posición (35) y un control de fuerza (45) de las guías laterales (8, 9) rápidas y potentes dispuestas antes y después de la caja desbastadora (1), para cuyo control se utilizan la posición del pistón así como la presión del pistón de las unidades de cilindro-pistón (12) que ajustan las guías laterales (8, 9), y se realizan combinados entre sí de manera tal que en una o una pluralidad de pasadas, a partir de un desbaste plano (4) con curvaturas o en forma de cuña se conforme una banda de desbaste plana y libre de cuña (5), de manera selectiva por inversión de la marcha o durante la pasada convencional.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/004392.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: JEPSEN, OLAF-NORMAN, MULLER,HEINZ-ADOLF, IMMEKUS,Joachim.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Mayo de 2006.
Clasificación PCT:
- B21B37/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
- B21B37/68 B21B 37/00 […] › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
- B21B39/14 B21B […] › B21B 39/00 Sistemas para hacer avanzar, sujetar o presentar el material, o para controlar su movimiento, combinados con laminadores, dispuestos en los laminadores, o especialmente concebidos para ser utilizados con laminadores (guiado, transporte o acumulación de materiales de gran flexibilidad en bucles o en arcos B21B 41/00; especialmente asociados a los lechos de enfriamiento B21B 43/00; transporte en general B65G). › Guiado, presentación o alineamiento de las piezas trabajadas (B21B 43/12 tiene prioridad; guías en las cuales las piezas están sometidas a una torsión interna permanente B21B 15/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2367139_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un método y a un dispositivo para la laminación en caliente en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde en una o en una pluralidad de cajas desbastadoras se laminan desbastes planos para conformar bandas de desbaste.
Las bandas de desbaste producidas de esta manera deben ser planas, es decir, que sólo deben presentar una ondulación reducida y no deben presentar ningún grosor en forma de cuña sobre el ancho de la banda. Además, las cajas desbastadoras no sólo cumplen la función de lograr la geometría de la banda de desbaste, sino que también la mejoran de manera selectiva, dado que los desbastes planos que ingresan en las cajas pueden presentar previamente forma de cuña o curvaturas. Además, se puede lograr una modificación de la geometría de la banda de desbaste principalmente en las primeras pasadas, dado que el grosor de los desbastes planos aún resulta relativamente elevado en relación con el ancho y, de esta manera, se puede lograr un flujo transversal de material en la abertura entre cilindros.
En la laminación de bandas en caliente, durante la operación de laminación se producen eventualmente diferentes reducciones por pasada a lo largo de la abertura entre cilindros (a lo largo del ancho de la banda), que se pueden atribuir a las modificaciones de la dureza del material a laminar, de la misma abertura entre cilindros o a la geometría del material a laminar que ingresa. Dichas disminuciones por pasada en diferentes dimensiones conducen a desviaciones laterales y movimientos de desplazamiento del material a laminar en la caja, y a una curvatura lateral de la banda en caliente por salir.
Se conocen diferentes métodos y dispositivos para el ajuste del curso o bien, para la corrección de la curvatura de la banda en caliente por salir.
De esta manera, en la patente DE 197 04 337 A1 para el ajuste del curso de una banda de laminación durante la marcha a través de un tren de laminación, se recomienda medir, al menos, en una caja de laminación, la posición de la banda de laminación en relación con la línea media del tren de laminación, y se recomienda ajustar la distribución de fuerza de laminación en sentido longitudinal de los cilindros de dicha caja de laminación en una posición deseada, utilizando los valores de medición. Mediante dicha medida se logra un curso simétrico de la banda de laminación muy aproximado a la línea media del tren de laminación, sin embargo, eventualmente obteniendo una banda de laminación en forma de cuña.
De acuerdo con la patente DE 43 10 547 C2, otra posibilidad para prevenir la deformación lateral de la banda de laminación que se desplaza continuamente a través de una caja desbastadora con un dispositivo de laminación de cantos para modificar el ancho, y un dispositivo de laminación horizontal para modificar el grosor, consiste en disponer guías laterales adyacentes a la banda de laminación que se puedan ajustar hidráulicamente, que se encuentran dispuestas antes y después del dispositivo de laminación de cantos, y que controlan el desplazamiento lateral de los desbastes planos laminados, y que permiten la entrada y salida sin impedimentos de la banda de laminación mediante el estrechamiento alternativo de la distancia de las guías laterales.
De la patente DE 31 16 278 C2 se conoce un dispositivo para el control de la posición de la trayectoria de la banda, en particular en la laminación de acabado, en el que las regletas de guía dispuestas adyacentes a la banda de laminación presentan barras de curvado con rodillos guía que se presionan lateralmente contra la banda de laminación. El control de la posición de dichos cilindros se superpone con un control de presión, que en el caso de las fuerzas de compresión originadas que exceden un valor teórico predeterminado, genera un desplazamiento de las regletas de guía o bien, de los rodillos guía en el sentido de la abertura.
A partir de dicho estado del arte conocido, el objeto de la presente invención consiste en realizar una modificación selectiva de la geometría de la banda de desbaste en la laminación en caliente en trenes de laminación convencionales de bandas en caliente o en trenes de laminación Steckel, con el fin de producir bandas de desbaste planas que no presenten un grosor en cuña ni una curvatura lateral.
El objeto presentado se resuelve conforme al método con las características identificativas de la reivindicación 1 mediante el hecho de que para la modificación selectiva de la geometría de la banda de desbaste en, al menos, una caja desbastadora, se combinan entre sí un ajuste dinámico en la caja desbastadora con guías laterales rápidas y potentes antes y después de la caja desbastadora, mediante los controles correspondientes, de manera tal que en una o una pluralidad de pasadas, a partir de un desbaste plano con curvaturas o en forma de cuña se conforme una banda de desbaste plana y libre de cuña, de manera selectiva por inversión de la marcha o durante la pasada convencional. Los acondicionamientos ventajosos se indican en las reivindicaciones relacionadas.
45
La modificación conforme a la presente invención de la geometría de la banda de desbaste se realiza con la ayuda de un ajuste en la caja horizontal, y de ambas guías laterales regulables antes y después de la caja. Además, el ajuste en la caja horizontal se ocupa de lograr un grosor de banda constante a lo largo del ancho de la banda (sin presentar grosor en cuña). Además, el ajuste se controla con el control de pivote RAC (control de alineación de rodillos) que hasta el momento no se ha utilizado para cajas desbastadoras, de manera tal que la abertura entre cilindros permanezca paralela también ante perturbaciones que surjan de la banda. Las perturbaciones abarcan principalmente un grosor en cuña entrante a lo largo del ancho de la banda, diferencias de temperatura a lo largo del ancho de la banda, disposición descentrada de la banda en la abertura entre cilindros, y la distribución de tensión no uniforme a lo largo del ancho de la banda del lado de entrada, así como del lado de salida.
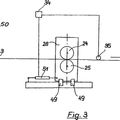
El principio del control de pivote consiste en medir la fuerza de laminación diferencial y calcular un valor de pivote mediante el control de pivote. A continuación, la mitad de dicho valor se utiliza respectivamente como un valor teórico adicional para los controles de posición por separado del lado de accionamiento y del lado de control de la caja. Para los ajustes de las fuerzas de presión mediante los cilindros hidráulicos, se procede de la manera correspondiente. En principio, el control de pivote compensa la expansión transversal de la caja que surge debido a las fuerzas diferenciales.
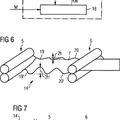
Las guías laterales cumplen la función de evitar una curvatura o una rotación de la banda (conformación de curvatura). Además, las guías laterales se sujetan paralelas a cada lado y a la misma distancia del centro de la caja. El sincronismo de las reglas enfrentadas de una guía lateral se logra mecánicamente, y el ajuste se realiza mediante un accionamiento eléctrico o hidráulico. Para el método conforme a la presente invención aquí descrito, resultan particularmente apropiadas las guías laterales accionadas hidráulicamente, dado que los accionamientos hidráulicos son muy dinámicos y permiten además de un control de posición también un control de fuerza sin costes considerables, con el fin de mantener la banda plana. El control de posición mantiene las guías laterales a una distancia que resulta algo mayor que el ancho de la banda y que, por ejemplo, en el lado de entrada asciende al ancho de la banda más 10mm y en el lado de salida, al ancho de la banda más 40mm.
Dicho control de posición se superpone con un control de fuerza que protege la guía lateral contra una sobrecarga y presiona la guía lateral contra la banda con una fuerza definida. Además, un control de posición incrementa el valor teórico de fuerza en el caso que las guías laterales tiendan a desviarse.
Mediante la conexión conforme a la presente invención de dicho sistema de ajuste y los controles, se puede conformar a partir de un desbaste plano con curvaturas o en forma de cuña, una banda de desbaste plana y sin cuña. En el caso que ingrese a la caja desbastadora, por ejemplo, un desbaste plano con un grosor en cuña, se produce una banda de desbaste que saldrá sin cuña a través de la abertura entre cilindros que se mantiene forzosamente paralela. La modificación forzada del perfil conduce a que la banda salga con forma ondulada... [Seguir leyendo]
Reivindicaciones:
1. Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso del material a laminar se rotan los cilindros de laminación de, al menos, una caja de laminación, y se ejerce una presión de compresión lateral contra el material a laminar, caracterizado porque para modificar selectivamente la geometría de la banda de desbaste en la laminación de desbastes planos (4) con el fin de conformar bandas de desbaste (5) en, al menos, una caja desbastadora (1) se emplean
• un control de pivote RAC (20) para el ajuste dinámico en la caja desbastadora, y
• un control de posición (35) y un control de fuerza (45) de las guías laterales (8, 9) rápidas y potentes dispuestas antes y después de la caja desbastadora (1), para cuyo control se utilizan la posición del pistón así como la presión del pistón de las unidades de cilindro-pistón (12) que ajustan las guías laterales (8, 9),
y se realizan combinados entre sí de manera tal que en una o una pluralidad de pasadas, a partir de un desbaste plano (4) con curvaturas o en forma de cuña se conforme una banda de desbaste plana y libre de cuña (5), de manera selectiva por inversión de la marcha o durante la pasada convencional.
2. Método de acuerdo con la reivindicación 1, caracterizado porque el ajuste dinámico se realiza mediante el control de pivote (RAC: control de alineación de rodillos) (20), en donde a partir de una fuerza de laminación diferencial medida (∆FLC) y un valor referencial de la fuerza de laminación diferencial (∆FREF), considerando un valor de pivote máximo (∆SRACMAX), se calcula un valor de pivote referencial (∆SRAC) y la mitad de dicho valor se utiliza como valor teórico adicional (posición de referencia (SREF) para los controles de posición (25) por separado del lado de accionamiento (AS) y del lado de control (BS) de la caja desbastadora (1).
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado porque las guías laterales (8, 9) dispuestas antes y después de la caja desbastadora (1) se encuentran sujetadas mediante las unidades de cilindro-pistón (12) a cada lado paralelas y a la misma distancia del centro de la caja, en donde además del control de posición (35) también se realiza un control de fuerza (45).
4. Método de acuerdo con la reivindicación 3, caracterizado porque el control de posición (35) de las guías laterales (8, 9) se realiza de manera que la distancia lateral de las guías laterales (8, 9) sea diferente, algo mayor que el ancho de la banda, por ejemplo, que en el lado de entrada ascienda al ancho de la banda más 10mm y en el lado de salida, al ancho de la banda más 40mm.
5. Método de acuerdo con la reivindicación 3 ó 4, caracterizado porque mediante el control de fuerza (45) se presionan las guías laterales (8, 9) con una fuerza definida (F1, F2) lateralmente contra el desbaste plano (4) o bien, la banda de desbaste (5), y se protegen además contra una sobrecarga.
6. Método de acuerdo con la reivindicación 5, caracterizado porque ante una posible desviación de las guías laterales (8, 9) se incrementa en correspondencia el valor teórico de fuerza (FSACT) del control de fuerza (45) mediante un monitoreo de la posición.
7. Método de acuerdo con una o más reivindicaciones de 1 a 6, caracterizado porque el control de pivote (20) y los controles (35, 45) de las guías laterales (8, 9) se acoplan entre sí de manera tal que ante errores de geometría extremos del material a laminar que ingresa, se pueda realizar la modificación de la geometría deseada mediante una pluralidad de pasadas en la caja desbastadora (1).
8. Método de acuerdo con una o más reivindicaciones de 1 a 7, caracterizado porque para la distribución de la corrección de la geometría de los desbastes planos en una pluralidad de pasadas, los valores actuales de una caja de laminación para:
• la fuerza de laminación diferencial ∆FLC
• la posición diferencial del valor de pivote diferencial SSACT
• las posiciones de las guías laterales SSACT
• las fuerzas de compresión de las guías laterales FSACT
• un valor referencial de la fuerza de laminación diferencial ∆FREF
• un valor de pivote máximo ∆SRACMAX
• los valores referenciales de posición de las guías laterales SSREF
• los valores referenciales de fuerza de las guías laterales FSREF
ingresan en una unidad de regulación de acoplamiento (50), de la cual se obtienen los siguientes valores predeterminados para utilizar en la caja de laminación consecutiva:
9. Dispositivo para la laminación en caliente de material a laminar en un tren de laminación convencional de bandas en caliente o en trenes de laminación Steckel, en donde se conforma, al menos, una caja de laminación con cilindros de laminación giratorios, y del lado de entrada del material a laminar presenta un dispositivo con el cual se puede ejercer una presión de compresión lateral contra el material a laminar, en particular para la ejecución del método de acuerdo con una o más reivindicaciones de 1 a 8, caracterizado porque para la laminación en caliente de
10 desbastes planos (4) con el fin de obtener bandas de desbaste (5) se conforma, al menos, una caja desbastadora
(1)
• con un control de pivote (20), y
• guías laterales (8, 9) ajustables hidráulicamente mediante las unidades de cilindro-pistón (12), con un control de
posición (35) y un control de fuerza (45), se encuentran dispuestas en la entrada de material a laminar y en la salida 15 de material a laminar de la caja desbastadora (1),
en donde el control de pivote (20) de la caja desbastadora (1), el control de posición (35) y el control de fuerza (45) se realizan combinados entre sí, en relación con las técnicas de medición y de control, de manera tal que en una o una pluralidad de pasadas, a partir de un desbaste plano (4) con curvaturas o en forma de cuña se conforme una banda de desbaste plana y libre de cuña (5), de manera selectiva por inversión de la marcha o durante la pasada
20 convencional.
10. Dispositivo de acuerdo con la reivindicación 9, caracterizado porque la distancia de las guías laterales (8) se prolonga en forma de cuña en su extremo frontal del lado de entrada de los desbastes planos.
Patentes similares o relacionadas:
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación, del 20 de Noviembre de 2019, de SMS group GmbH: Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Aparato de laminado y método de monitorización del laminado, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de laminado que comprende: una pluralidad de plataformas de laminado , cada una de las cuales incluye un par de rodillos de trabajo y una unidad […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 19 de Julio de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador y al menos […]
 Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
 PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION., del 1 de Marzo de 2007, de SMS DEMAG AG: Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, […]