MÉTODO Y DISPOSITIVO PARA OPTIMIZAR EL CONTROL DE LA PLANEIDAD EN LA LAMINACIÓN DE UNA BANDA.
Método para optimizar el control de la planeidad en la laminación de una banda (6) usando cualquier número de puestos (2) de laminado y actuadores (3),
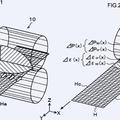
caracterizado por, - usar un modelo (13) de laminado representado por una matriz de laminado (GM) que contiene información del efecto de planeidad de cada actuador, - traducir el efecto de planeidad de cada actuador en un sistema de coordenadas (u), cuya dimensión es menor o igual que el número de actuadores (3) usados, - monitorizar/muestrear los valores de planeidad reales a través de la banda (6), - calcular un vector del error/desviación de planeidad (e) como la diferencia entre la planeidad de la banda monitorizada/muestreada y un vector (9) de planeidad de referencia, - convertir el error de planeidad (e) en un vector de error de planeidad parametrizado (e p ) más pequeño, - usar un controlador (14) dinámico para calcular puntos de ajuste de los actuadores optimizados con el fin de minimizar el error de planeidad parametrizado (e p ), logrando de ese modo la planeidad de banda deseada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2006/000674.
B21B37/28TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
Clasificación PCT:
B21B37/28B21B 37/00 […] › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
G01B11/30FISICA. › G01METROLOGIA; ENSAYOS. › G01BMEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para la medida de la rugosidad o la irregularidad de superficies.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Método y dispositivo para optimizar el control de la planeidad en la laminación de una banda. CAMPO TÉCNICO Esta invención se refiere a un método y a un dispositivo para el control de la planeidad para productos laminados usando cualquier número de actuadotes mecánicos o de otro tipo. La planeidad de un producto laminado, una banda, se determina mediante el perfil de separación entre rodillos entre los rodillos de trabajo del laminador y el perfil de espesor de la banda laminada. Puede influirse entonces en la planeidad de la banda mediante la manipulación de diferentes dispositivos de control que afectan al perfil de separación entre rodillos de trabajo. Tales actuadores pueden ser dispositivos mecánicos tales como dispositivos de curvatura de rodillos de trabajo, de curvatura de rodillos intermedios, de inclinación o de basculamiento, desplazamiento de rodillos intermedios, actuadores de corona superior o dispositivos térmicos tales como de enfriamiento/calentamiento de rodillos de trabajo, etc. La presente invención se refiere a un método y a un dispositivo para determinar los puntos de ajuste para los dispositivos de control (o actuadores) usando una estructura de control especial que consiste en cualquier controlador multivariable lineal junto con una parametrización especial de la desviación entre la planeidad medida real y la planeidad objetivo deseada, usando las propiedades de los actuadores, tales como efectos de planeidad y limitaciones físicas, en la parametrización, con el fin de influir en la planeidad de la banda de una manera óptima de modo que se obtenga la planeidad de banda deseada. ANTECEDENTES DE LA INVENCIÓN Los dispositivos de control o actuadores en un laminador influyen en la planeidad de la banda de diferentes formas afectando al perfil de separación entre rodillos de los rodillos de trabajo. Una condición para un control de la planeidad de alto rendimiento es tener un acceso continuo a la planeidad real a través de la banda, es decir, un perfil de planeidad. Con un perfil de planeidad conocido, el laminador puede dotarse de un sistema de control de la planeidad que, basándose en el perfil de planeidad medido y en un perfil de planeidad de referencia u obje- tivo dado, calcula puntos de ajuste para los dispositivos de control disponibles, logrando un control de la planeidad en bucle cerrado, véase la figura 1. El control de la planeidad comprende varios dispositivos de ejecución, lo que significa que tiene que realizarse un procedimiento de evaluación relativamente complejo con el fin de decidir acerca de la magnitud de las diversas acciones de los dispositivos de control que proporcionan el mejor resultado. Un dispositivo de medición podría diseñarse como un rodillo de medición de metal, con aproximadamente 16-64 puntos de medición ubicados a través de la banda, que en la mayoría de los casos puede colocarse entre el puesto de laminado y el carrete de bobinado sin el uso de rodillos deflectores. Un rodillo de medición de este tipo es el Stressometer producido por ABB. La medición tiene lugar con la ayuda de transductores de fuerza, basándose en, por ejemplo, el principio magnetoelástico, y principalmente proporciona la distribución de tensión de la banda a lo largo del rodillo de medición. Si la tensión es mayor que la tensión de combado para el material, la lámina se comba cuando se deja la banda libre sin influencia alguna de una fuerza de tracción. La distribución de tensión es un perfil de planeidad para la banda a través de la dirección de laminación. Dependiendo de la tecnología del dispositivo que mide la planeidad y de la velocidad de laminación actual, puede obtenerse una nueva medición del perfil de planeidad completa a través de la banda con una frecuencia de cada 4 ms (milisegundos). Cuando se lamina una banda, es importante mantener el perfil de planeidad deseado en todo momento. La desviación con respecto a la planeidad deseada puede dar como resultado roturas de banda costosas. La tarea del sistema de control de la planeidad es por tanto llevar el perfil de planeidad real lo más próximo posible al perfil de planeidad deseado, lo que supone grandes exigencias en un sistema de este tipo, en lo que se refiere a la precisión y velocidad de cálculo. TÉCNICA ANTERIOR La técnica del control de la planeidad se describe en diferentes publicaciones, tales como: 55 M. J. Grimble, y J. Fotakis, The Design of Strip Shape Control Systems for Sendzimir Mills, IEEE Transactions on Automat- ic Control, Vol. AC-27, N.º 3, 1982. J. V. Ringwood, Shape Control Systems for Sendzimir Steel Mills, IEEE Transaction on Control Systems Technology, Vol. 8, N.º 1, 2000. 2 A. Wolff, F. Gorgels, M. Jelali, R. Lathe, G. Mücke, U. Müller, y W. Ungerer, State of the Art and Future Trends in Metal Processing Control, In Proceedings of the 3:rd European Rolling Conference, Düsseldorf, Alemania , 16-18 de junio de 2003. M. Jelalu, U. Müller, A. Wolff, y W. Ungerer, Advanced Control Strategies for Rolling Mills, Metallurgical Plant and Technology International, N.º 3, 2001. S. R. Duncan, J. M. Allwood, y S. S. Garimella, The Analysis and Design of Spatial Control Systems in Strip Metal Rolling, IEEE Transactions on Control Systems Technology, Vol. 6, N.º 2, 1988. En el documento US 6.721.620 también se presenta un método para controlar la planeidad durante la laminación. El perfil de planeidad de la banda real se mide y se parametriza usando polinomios ortogonales. Se genera una desviación del error de planeidad usando un perfil de planeidad de referencia deseado parametrizado mediante los mismos polinomios ortogonales. Entonces se genera una variable controlable usando un esquema combinado de control predictivo basado en modelo / control de modo interno. La presente invención difiere de esta técnica anterior mediante el uso de una arquitectura de control más clásica que trabaja el perfil de error de planeidad directamente (que no se expresa en términos de polinomios ortogonales). El perfil de desviación de la planeidad actual a través de la banda se parametriza usando la descomposición en valores singulares (SVD) de un modelo de laminado en línea (la matriz de laminado), de modo que los puntos de ajuste de los actuadores producidos por el siguiente controlador multivariable lineal (al que se proporciona el error parametrizado), no violan las limitaciones físicas de los actuadores. La presente invención permite el control de cualquier tipo de actuador. El uso de métodos de control de la planeidad tradicionales basados en la inversión directa de la matriz de laminado para laminadores en frío de múltiples actuadores a menudo plantea los siguientes problemas: 1. La inversión directa del modelo de laminado (matriz de laminado) puede hacer que el sistema de control sea sensible a errores de modelo, lo que puede producir inestabilidad o movimientos innecesarios de varios actuadores. 2. Todos los actuadores se usan simultáneamente. Sin embargo, debido al desacoplamiento no perfecto, los actuadores no se controlan de manera independiente, lo que significa que pequeños movimientos de un actuador pueden producir grandes movimientos de otros actuadores y llevar a éstos a condiciones límite. 3. Los problemas anteriores pueden dar como resultado que los operarios del laminador tiendan a usar algunos actuadores en modo manual. La presente invención parametriza el perfil de error de planeidad usando sólo los modos de curvatura significativa extraídos usando la SVD de la matriz de laminado, lo que da como resultado un comportamiento de control más estable y robusto, y que se resuelvan los problemas anteriores. SUMARIO DE LA INVENCIÓN La invención se refiere a un método y a un dispositivo que optimizan las acciones de cualquier número de dispositivos de control (o actuadores) para el control de la planeidad de una banda y comprende un método para la evaluación robusta de las acciones de control así como un dispositivo de evaluación/cálculo, que constituye una parte integral del equipo de control. Los métodos de control de la planeidad tradicionales para laminadores en frío de múltiples actuadores a menudo dan como resultado diferentes problemas. El sistema puede ser sensible, por ejemplo, a errores de modelo que producen inestabilidad o movimientos innecesarios de varios actuadores. Aunque los actuadores se usen simultáneamente, los actuadores no son independientes, lo que significa que pequeños movimientos de un actuador pueden producir grandes movimientos de otros actuadores y llevar a éstos a condiciones límite. Tras algún tiempo, los operarios del laminador también tienden a usar algunos actuadores en modo manual, lo que no es deseable. El objeto de la presente invención es resolver los problemas mencionados anteriormente, y crear un sistema de control de la planeidad mejorado, estable y robusto, que en cualquier... [Seguir leyendo]
Reivindicaciones:
1. Método para optimizar el control de la planeidad en la laminación de una banda (6) usando cualquier número de puestos (2) de laminado y actuadores (3), caracterizado por, - usar un modelo (13) de laminado representado por una matriz de laminado (GM) que contiene información del efecto de planeidad de cada actuador, - traducir el efecto de planeidad de cada actuador en un sistema de coordenadas (u), cuya dimensión es menor o igual que el número de actuadores (3) usados, - monitorizar/muestrear los valores de planeidad reales a través de la banda (6), - calcular un vector del error/desviación de planeidad (e) como la diferencia entre la planeidad de la banda monitorizada/muestreada y un vector (9) de planeidad de referencia, - convertir el error de planeidad (e) en un vector de error de planeidad parametrizado (e p ) más pequeño, - usar un controlador (14) dinámico para calcular puntos de ajuste de los actuadores optimizados con el fin de minimizar el error de planeidad parametrizado (e p ), logrando de ese modo la planeidad de banda deseada. 2. Método según la reivindicación 1, caracterizado porque, - el controlador dinámico usado es un controlador multivariable lineal. 3. Método según la reivindicación 1 ó 2, caracterizado por, - calcular el error de planeidad parametrizado (e) usando las diferentes propiedades de actuador tales como velocidad, límites de posición relativa entre actuadores diferentes, límites de posición absoluta, los efectos de planeidad de actuador y/u otras limitaciones físicas de los actuadores. 4. Método según cualquiera de las reivindicaciones anteriores, caracterizado por - calcular el error de planeidad parametrizado (e) usando el conocimiento del estado y/o parámetros del controlador multivariable lineal así como las diferentes propiedades de actuador. 5. Método según cualquiera de las reivindicaciones anteriores, caracterizado por, - usar una traducción de vuelta al sistema de coordenadas de actuador original si el controlador multivariable produce señales de control en un espacio de una dimensión distinta a del número de actuadores. 6. Método según cualquiera de las reivindicaciones anteriores, caracterizado por, - usar descomposición en valores singulares SVD cuando se traduce el efecto de planeidad de cada actuador en el sistema de coordenadas. 7. Método según cualquiera de las reivindicaciones anteriores, caracterizado por, - proyectar el error de planeidad al espacio abarcado por los vectores de base del sistema de coordenadas usado para describir el efecto de planeidad de los actuadores, cuando se convierte el error de planeidad (e) en un vector de error de planeidad parametrizado (e p ) más pequeño. 8. Método según cualquiera de las reivindicaciones anteriores, caracterizado por, - trabajar en tiempo real cuando se calcula el error de planeidad parametrizado (e p ). 9. Sistema (1) para optimizar el control de la planeidad en la laminación de una banda (6) usando cualquier número de puestos (2) de laminado y actuadores (3), caracterizado por, - usar un modelo (13) de laminado representado por una matriz de laminado (GM) que contiene información del efecto de planeidad de cada actuador (3), - traducir el efecto de planeidad de cada actuador en un sistema de coordenadas (u), cuya dimensión es menor o igual que el número de actuadores (3) usados, - monitorizar/muestrear los valores de planeidad reales a través de la banda (6), - calcular un vector del error/desviación de planeidad (e) como la diferencia entre la planeidad de la banda monitorizada/muestreada y un vector (9) de planeidad de referencia, - convertir el error de planeidad (e) en un vector de error de planeidad parametrizado (e p ) más pequeño, - usar un controlador (14) dinámico para calcular puntos de ajuste de los actuadores optimizados con el fin de minimizar el error de planeidad parametrizado (e p ), - logrando de ese modo la planeidad de banda deseada. 10- Sistema según la reivindicación 9, caracterizado porque, 8 - el controlador dinámico es un controlador multivariable lineal. 11. Sistema según la reivindicación 9 ó 10, caracterizado por, - medios para calcular el error de planeidad parametrizado (e) usando las diferentes propiedades de actuador tales como velocidad, límites de posición relativa entre actuadores diferentes, límites de posición absoluta, los efectos de planeidad de actuador y/u otras limitaciones físicas de los actuadores. 12. Sistema según cualquiera de las reivindicaciones anteriores 9-11, caracterizado por, - medios para calcular el error de planeidad parametrizado (e) usando el conocimiento del estado y/o parámetros del controlador multivariable lineal así como las diferentes propiedades de actuador. 13. Sistema según cualquiera de las reivindicaciones anteriores 9-12, caracterizado por, - medios para traducir de vuelta al sistema de coordenadas de actuadores original si el controlador multivariable produce señales de control en un espacio de una dimensión distinta a la del número de actuadores. 14. Sistema según cualquiera de las reivindicaciones anteriores 9-13, caracterizado por, - medios para usar descomposición en valores singulares SVD cuando se traduce el efecto de planeidad de cada actuador en el sistema de coordenadas. 15. Sistema según cualquiera de las reivindicaciones anteriores 9-14, caracterizado por, - medios para proyectar el error de planeidad al espacio abarcado por los vectores de base del sistema de coordenadas usado para describir el efecto de planeidad de los actuadores, cuando se convierte el error de planeidad (e) en un vector de error de planeidad parametrizado (e p ) más pequeño. 16. Sistema según cualquiera de las reivindicaciones anteriores 9-15, caracterizado por, - medios para trabajar en tiempo real cuando se calcula el error de planeidad parametrizado (e p ). 17. Programa informático que comprende códigos de programa informático para llevar a cabo las etapas de un método según cualquiera de las reivindicaciones 1-8. 18. Medio legible por ordenador que comprende un programa informático según la reivindicación 17. 9 11 12
Patentes similares o relacionadas:
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada, del 17 de Enero de 2018, de Siemens VAI Metals Technologies GmbH: Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende:
una pluralidad de cilindros de trabajo para procesar un material en banda continua ;
un primer […]
Procedimiento y dispositivo para la medición de la planeidad de cintas, del 28 de Septiembre de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende:
una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
Dispositivo de laminación y procedimiento para su funcionamiento, del 23 de Enero de 2013, de SMS SIEMAG AG: Dispositivo de laminación con al menos dios rodillos de trabajo y con un intersticio de laminación entre los rodillos de trabajo para el paso y laminación […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]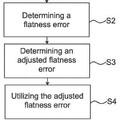 Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente, del 11 de Septiembre de 2013, de ABB RESEARCH LTD.: Método para el control de la planeidad al laminar una banda en un tren de laminación que comprende unapluralidad de rodillos (9-1, […]