Dispositivo para influir en la distribución de la temperatua a lo largo de un ancho.
Dispositivo para influir en la distribución de temperatura a lo largo del ancho de un desbaste o de una banda (33),
particularmente en una instalación laminadora de banda en caliente con una caja de laminación o con una pluralidadde cajas de laminación, en donde se proporciona, al menos, un dispositivo de refrigeración con toberas (14) para laaplicación de un agente refrigerante sobre el desbaste o sobre la banda (33), en donde las toberas (14) seencuentran dispuestas de manera distribuida y/o accionadas sobre el ancho, caracterizado porque, al menos, unade las toberas (14) se puede ajustar en su posición en relación con la anchura del desbaste o de la banda (33), yporque:
- las toberas (14) se pueden posicionar en el lugar en el cual se puede determinar una temperatura elevada deldesbaste o de la banda (33), para la aplicación del agente refrigerante; o
- dependiendo de un estado de planeidad observado de la banda, se puede aplicar de manera controlada un agenterefrigerante, de manera que se reduzca o se elimine la falta de planeidad; o
- dependiendo de un contorno medido de la banda, se puede aplicar de manera controlada un agente refrigerante,de manera que el contorno de la banda se aproxime a un contorno final deseado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002643.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: SEIDEL, JURGEN, BAUMGARTEL,UWE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B37/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › utilizando el calor, la lubrificación o la refrigeración por agua pulverizada, del producto.
- B21B37/72 B21B 37/00 […] › Control de la terminación trasera; Control de la terminación delantera.
PDF original: ES-2400536_T3.pdf
Fragmento de la descripción:
Dispositivo para influir en la distribución de la temperatura a lo largo de un ancho Área técnica La presente invención hace referencia a un dispositivo para influir en la distribución de la temperatura del ancho de una pieza, particularmente, el ancho de una banda, particularmente en un tren de laminación de banda en caliente, de acuerdo con la reivindicación 1.
Estado del arte En la fabricación de bandas, como particularmente en las instalaciones laminadoras de banda en caliente, se transporta una banda desde el horno hasta la bobinadora, y se procesa a lo largo de dicho trayecto. En este aspecto, la temperatura de la banda y su distribución térmica, por ejemplo, considerando su ancho, cumple una función decisiva para el procesamiento y la calidad de la banda.
La declaración de patente EP 0 136 921 A2 describe un tren de laminación para laminar bandas metálicas con dispositivos de refrigeración que se encuentran dispuestos por encima o por debajo de la banda, en la parte posterior de las cajas de laminación. Para suministrar el agente refrigerante, se encuentran dispuestas una pluralidad de toberas en la dirección de la anchura de la banda, en un soporte correspondiente en una posición predeterminada.
En particular, cuando se desea alcanzar una productividad elevada de una instalación o bien, de un tren de laminación de banda en caliente, el horno, por ejemplo, un horno de viga galopante, se presenta generalmente un cierto cuello de botella en la cadena de producción. Esto conduce a que, aunque los desbastes se calienten lo suficiente, sin embargo, no se realiza una distribución de temperatura uniforme, dado que dichos desbastes no han permanecido el tiempo suficiente en el horno.
De esta manera, se pueden generar distribuciones de temperatura no uniformes, considerando el ancho de los desbastes. De esta manera, se puede obtener una distribución no uniforme de temperatura de los desbastes convencionales, cuando abandonan el horno. Además, generalmente la superficie y también el borde de los desbastes se encuentran más calientes que el resto del desbaste. En el caso de una laminación a continuación en un tren de desbaste, se modifica el perfil de temperatura, y el borde absoluto de la banda se enfría mediante la propia irradiación térmica hacia el lateral, y adicionalmente mediante la pasada por un chorro a presión para descascarillar y el recanteador, de manera que antes de la conformación final se logra una distribución de temperatura de una manera que disminuya la temperatura media a lo largo del ancho, considerando el borde y hacia el centro, en donde en las proximidades del borde se logra un máximo local de temperatura. Además, las zonas más calientes se encuentran a aproximadamente entre 80 y 150 mm del borde, hecho que en conjunto repercute de manera negativa en el contorno de la banda y en la planeidad de la banda. Mediante una distribución de temperatura no uniforme de esta clase, se genera a continuación en el proceso de laminación un aplanamiento diferente en la abertura entre cilindros en las diferentes cajas de laminación de acabado, y se presenta también un desgaste diferente de los cilindros de trabajo, así como una corona térmica a lo largo del ancho de la banda. Como resultado de dichas características, se presentan anomalías en el perfil que resultan perturbadoras para el procesamiento posterior de la banda, y que conduce a dimensiones poco precisas, hecho que no resulta conveniente en relación con la calidad. Esto tampoco se puede evitar mediante un elemento de ajuste de perfil mecánico adicional, dado que los efectos son muy locales.
Además de las desventajas geométricas, debido a las diferencias en la temperatura se pueden generar también inhomogeneidades estructurales o bien en las propiedades mecánicas de la banda a lo largo del ancho de la banda.
Además de un calentamiento no uniforme de los desbastes convencionales en el horno, dichos desbastes también presentan temperaturas no uniformes en la parte posterior de una instalación para desbastes delgados. Las diferencias en la temperatura en el horno no se compensan a posteriori completamente, de manera que en este caso también se pueden presentar las desventajas anteriormente mencionadas, como anomalías del perfil, falta de planeidad y las diferentes propiedades mecánicas de la banda a lo largo del ancho de la banda.
Presentación de la presente invención, objeto, solución y ventajas El objeto de la presente invención consiste en crear un dispositivo que permita un procesamiento mejorado particularmente de las bandas en trenes de laminación de banda en caliente, y que logre una mayor calidad del producto.
Conforme a la presente invención, el objeto en relación con el dispositivo, se resuelve mediante las características
de la reivindicación 1. Para establecer la distribución del agente refrigerante, resulta ventajoso cuando la anchura de la banda se divide en zonas de refrigeración, en donde para, al menos, una zona, de manera ventajosa para todas las zonas, se proporciona o se encuentra dispuesta una tobera del dispositivo de refrigeración.
Además, en un ejemplo de ejecución resulta conveniente cuanto las toberas se encuentran dispuestas por pares y,
de manera ventajosa, de manera simétrica y por pares en relación con el centro de la banda. Para que no resulte necesario ningún mecanismo de ajuste de la anchura con piezas separadas, se puede proporcionar un ajuste de la anchura de las toberas en relación con su posición mediante la fijación en guías laterales del desbaste o de la banda.
Para poder realizar el ajuste de anchura de las posiciones de las toberas de una manera flexible, se puede utilizar un dispositivo de ajuste también para la mitad derecha y para la mitad izquierda de la banda, independientemente uno de otro.
También resulta ventajoso cuando las toberas se encuentran dispuestas una al lado de otra, en donde a cada zona de refrigeración se le asigna una tobera.
Además, resulta conveniente cuando las toberas se encuentran dispuestas por debajo y/o por encima de la banda. Una activación controlada de las toberas, es respaldada mediante, al menos, un sensor de medición que detecta la distribución de temperatura del desbaste o bien, de la banda, considerando su ancho.
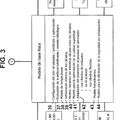
En otro ejemplo de ejecución, resulta conveniente cuando se proporciona además una unidad de control que procesa variables de entrada relevantes, y determina y activa la cantidad de agente refrigerante a aplicar para las respectivas zonas de refrigeración y/o para la posición de refrigeración.
Los perfeccionamientos ventajosos se describen en las reivindicaciones relacionadas. Breve descripción de los dibujos A continuación, se explica en detalle la presente invención en base a un ejemplo de ejecución mediante los dibujos.
Muestran: Fig. 1 Representación de una distribución de temperatura de un desbaste mediante diferentes tonos de colores; Fig. 2 Representación de una distribución de temperatura de un desbaste después de la laminación, mediante
diferentes tonos de colores;
Fig. 3 Representación de una distribución de temperatura de un desbaste después de la laminación, mediante diferentes tonos de colores; Fig. 4 una curva de la temperatura media de la banda, considerando el ancho de la banda; Fig. 5 una curva de temperatura, la fuerza de laminación y la forma del perfil, considerando el ancho de la banda; Fig.6 vistas de un dispositivo conforme a la presente invención; Fig. 7 un diagrama que representa la curva de la temperatura y la disposición de las zonas de refrigeración; Fig. 7a un diagrama que representa la interacción entre la planeidad, la curva de la temperatura y la activación de
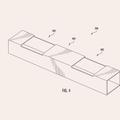
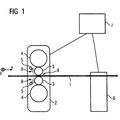
las toberas de refrigeración; Fig. 8 una vista de un dispositivo conforme a la presente invención con toberas de refrigeración; Fig. 9 una representación esquemática de posibles posiciones de un dispositivo de refrigeración y de sensores de
temperatura en el interior de un tren de laminación de banda en caliente;
Fig. 9a una representación esquemática de posibles posiciones de un dispositivo de refrigeración y de sensores de temperatura en el interior de un tren de laminación de banda en caliente;
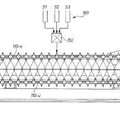
Fig. 10 una representación esquemática de una instalación CSP (Producción Compacta de Chapas) con posibles posiciones de un dispositivo de refrigeración y de sensores de medición de la temperatura;
Fig. 10a una representación esquemática de una instalación CSP con posibles posiciones de un dispositivo de refrigeración y de sensores de medición de la temperatura;
Fig. 10b una representación esquemática de una instalación CSP con... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para influir en la distribución de temperatura a lo largo del ancho de un desbaste o de una banda (33) , particularmente en una instalación laminadora de banda en caliente con una caja de laminación o con una pluralidad de cajas de laminación, en donde se proporciona, al menos, un dispositivo de refrigeración con toberas (14) para la aplicación de un agente refrigerante sobre el desbaste o sobre la banda (33) , en donde las toberas (14) se encuentran dispuestas de manera distribuida y/o accionadas sobre el ancho, caracterizado porque, al menos, una de las toberas (14) se puede ajustar en su posición en relación con la anchura del desbaste o de la banda (33) , y porque:
- las toberas (14) se pueden posicionar en el lugar en el cual se puede determinar una temperatura elevada del desbaste o de la banda (33) , para la aplicación del agente refrigerante; o
- dependiendo de un estado de planeidad observado de la banda, se puede aplicar de manera controlada un agente refrigerante, de manera que se reduzca o se elimine la falta de planeidad; o
- dependiendo de un contorno medido de la banda, se puede aplicar de manera controlada un agente refrigerante, de manera que el contorno de la banda se aproxime a un contorno final deseado.
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque existe, al menos, un sensor de medición (51) que detecta la distribución de la temperatura de un desbaste o de una banda, que se observa a lo largo del ancho del desbaste o de la banda, de manera que se pueda accionar la tobera del dispositivo de refrigeración en relación con la señal del sensor.
3. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque existe, al menos, un sensor de medición (98) que detecta la falta de planeidad de una banda, considerando el ancho de la banda, particularmente en la parte posterior del tren de laminación, de manera que se puedan seleccionar las toberas a activar, en relación con la señal del sensor.
4. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque existe, al menos, un sensor de medición (119) que detecta el contorno de la banda, considerando el ancho de la banda, particularmente en la parte posterior del tren de laminación, de manera que se puedan seleccionar las toberas o las zonas a activar del dispositivo de refrigeración, en relación con la señal del sensor.
5. Dispositivo de acuerdo con la reivindicación 1, 2, 3 ó 4, caracterizado porque la anchura del desbaste o de la banda (33) se divide en zonas de refrigeración, en donde para, al menos, una zona, de manera ventajosa para una pluralidad o para todas las zonas, se proporciona o se puede prever respectivamente, al menos, una tobera (14) del dispositivo de refrigeración.
6. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las toberas (14) se encuentran dispuestas por pares y, de manera ventajosa, de manera simétrica y por pares en relación con el centro de la banda (33) .
7. Dispositivo de acuerdo con la reivindicación 6, caracterizado porque el ajuste de anchura de las toberas o de la posición de las toberas, se realiza mediante una fijación en una guía lateral del desbaste o de la banda.
8. Dispositivo de acuerdo con la reivindicación 6, caracterizado porque el ajuste de anchura de las toberas o de la posición de las toberas, se realiza mediante un dispositivo de ajuste para la mitad derecha y/o izquierda del desbaste o de la banda, independientemente una de otra.
9. Dispositivo de acuerdo con la reivindicación 8, caracterizado porque los dispositivos de ajuste se encuentran separados respectivamente.
10. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las toberas (14) se encuentran dispuestas una al lado de otra, en donde preferentemente a cada zona de refrigeración se asigna, al menos, una tobera (14) , o a una pluralidad de zonas de refrigeración se asigna, al menos, una tobera.
11. Dispositivo de acuerdo con la reivindicación 10, caracterizado porque las toberas o las zonas de refrigeración, presentan sobre el ancho una distancia uniforme o no uniforme entre sí.
12. Dispositivo de acuerdo con la reivindicación 10, caracterizado porque las formas de las toberas o los tipos de toberas se conforman de diferentes maneras sobre el ancho, en relación con la cantidad de agente refrigerante y/o con el sistema de pulverización.
13. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las toberas (14) se encuentran dispuestas por debajo y/o por encima de la banda.
14. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se proporciona además una unidad de control (96) que procesa variables de entrada relevantes, y determina y activa la cantidad de agente refrigerante a aplicar para las respectivas zonas de refrigeración y/o para la posición de refrigeración.
15. Dispositivo de acuerdo con la reivindicación 14, caracterizado porque se proporciona un circuito de control que activa las toberas que se deben aproximar para la refrigeración, en relación con la distribución de la temperatura medida de la banda o del desbaste.
16. Dispositivo de acuerdo con la reivindicación 14, caracterizado porque se proporciona un circuito de control que en relación con la planeidad de la banda medida antes de la última operación de conformación, enfría de manera que se perfeccione la planeidad de la banda después de la última operación de conformación.
17. Dispositivo de acuerdo con la reivindicación 14, caracterizado porque se proporciona un circuito de control que en relación con el contorno medido de la banda, refrigera el material de laminación antes de la última operación de conformación, de manera que el contorno de la banda se aproxime al contorno final deseado.
18. Utilización de un dispositivo de refrigeración de acuerdo con, al menos, una de las reivindicaciones precedentes, caracterizada porque el dispositivo se encuentra dispuesto para igualar la temperatura a lo largo del ancho, o para mejorar la planeidad o el contorno en, al menos, uno de los siguientes dispositivos de un tren de laminación:
i. Refrigeración por segmentos en una instalación de colada continua,
ii. Refrigeración de desbaste delgado en la parte posterior de una instalación de colada continua,
iii. Refrigeración de una banda de colada en la parte posterior de la instalación de colada continua,
iv. Refrigeración de la banda preliminar en un tren de laminación de banda en caliente convencional,
v. Refrigeración de la caja de laminación intermedia,
vi. Refrigeración de la abertura entre cilindros,
vii. Trayecto de refrigeración,
viii. Guía lateral antes y/o después de una caja de desbaste y/o de una caja de acabado.
ix. o de una combinación correspondiente.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA HACER FUNCIONAR UN TREN DE LAMINACION EN CALIENTE CON AL MENOS UNA CAJA DE RECALCADO., del 16 de Diciembre de 2006, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para hacer funcionar un tren de laminación en caliente con al menos una caja de recalcado (3, 13, 13, 13) y al menos un sensor para […]
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ARROLLADA EN UN LAMINADOR REVERSIBLE., del 1 de Julio de 1999, de SUNDWIG GMBH: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ENROLLADA (B) EN UN TREN DE LAMINACION REVERSIBLE […]
Procedimiento y dispositivo para variar la temperatura de bandas de metal de manera adaptativa con respecto a la planicidad, del 28 de Agosto de 2019, de Hydro Aluminium Rolled Products GmbH: Dispositivo para variar la temperatura de una banda de metal , en particular una banda de metal de aluminio o de una aleación de aluminio, […]
 Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
 Procedimiento y dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica, del 13 de Mayo de 2013, de SMS SIEMAG AG: Procedimiento para regular la planeidad de una banda metálica en la salida de una caja de laminación en frío a través de la dosificación […]
Procedimiento y dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica, del 13 de Mayo de 2013, de SMS SIEMAG AG: Procedimiento para regular la planeidad de una banda metálica en la salida de una caja de laminación en frío a través de la dosificación […]
 PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS, del 1 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica en la laminación en una caja de laminación , aplicándose por […]
PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS, del 1 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica en la laminación en una caja de laminación , aplicándose por […]
PROCEDIMIENTO DE LAMINACION PARA UNA BANDA DE METAL Y DISPOSICION DE LAMINACION CORRESPONDIENTE., del 16 de Diciembre de 2004, de SMS DEMAG AKTIENGESELLSCHAFT: Procedimiento de laminación para una banda de metal , siendo laminada la banda de metal en al menos un bastidor de laminación , siendo aplicada sobre […]
 PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]
PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]