Procedimiento y dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica.
Procedimiento para regular la planeidad de una banda metálica (400) en la salida de una caja de laminación en frío (300) a través de la dosificación adecuada de la cantidad de al menos un lubricante (200),
la cual es aplicada en la entrada de la caja de laminación en frío sobre la banda metálica, en forma de una distribución de la cantidad sobre el ancho de la banda metálica (400) por unidad de tiempo, caracterizado porque la dosificación es efectuada conforme a una diferencia de regulación determinada (e-RHV) entre una distribución de la rugosidad actual y una distribución de la rugosidad deseada sobre el ancho de la banda metálica (400) en la salida de la caja de laminación en frío (300).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/009755.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: RICHTER, HANS-PETER, PAWELSKI, HARTMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B37/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › utilizando el calor, la lubrificación o la refrigeración por agua pulverizada, del producto.
PDF original: ES-2403029_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica.
La presente invención hace referencia a un procedimiento y a un dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica en la salida de una caja de laminación en frío a través de la dosificación adecuada de la cantidad de al menos un lubricante, la cual es aplicada en la entrada de la caja de laminación en frío sobre la banda metálica por unidad de tiempo.
Un procedimiento de esta clase se describe por ejemplo en la solicitud de patente alemana no publicada DE 10 2005 042 020 A1.
El documento japonés JP 59 11 82 11 hace referencia a la regulación de la planeidad de una banda metálica. En dicho documento se indica cómo medir la planeidad en la salida de una caja de laminación y cómo regular la aplicación de lubricante sobre el ancho de la banda metálica, de modo tal que en la salida de la caja de laminación se alcance una planeidad deseada.
Considerando como punto de partida estas indicaciones técnicas, es objeto de la presente invención el perfeccionar a este respecto un procedimiento conocido y un dispositivo de aplicación de lubricante conocido para regular la planeidad y/o la rugosidad de una banda metálica en la salida de una caja de laminación en frío, de manera tal que sea mejorada aún más la cantidad de la banda metálica laminada en frío con relación a su planeidad y/o a su rugosidad.
Este objeto se alcanzará a través del procedimiento indicado en la reivindicación 1. Este procedimiento se caracteriza porque la cantidad de lubricante aplicada es dosificada en forma de una distribución de la cantidad sobre el ancho de la banda metálica por unidad de tiempo, conforme a una diferencia de regulación determinada entre una distribución de la planeidad actual y una distribución de la planeidad deseada sobre el ancho de la banda metálica en la salida de la caja de laminación en frío o a una diferencia de regulación determinada entre una distribución de la rugosidad actual y una distribución de la rugosidad deseada sobre el ancho de la banda metálica en la salida de la caja de laminación en frío o a una combinación de ambas diferencias de regulación.
A diferencia de las indicaciones técnicas de la solicitud de patente mencionada en la introducción, en el caso de la presente solicitud, la aplicación de una cantidad adecuada de lubricante no se efectúa globalmente en el lado de entrada de la caja de laminación en frío, sino sobre el ancho de la banda metálica. De este modo, ventajosamente, se logra suministrar una cantidad individual de lubricante para cada sección en la dirección del ancho de la banda metálica, por ejemplo en la zona de aplicación, para de esta manera regular una planeidad deseada predeterminada en la respectiva sección del ancho.
La cantidad de lubricante aplicado se ubica en un rango de 1 - 20 ml / min / 100 mm del ancho de la banda metálica. Esta cantidad, de manera ventajosa, es tan reducida que permite una modificación apropiada del coeficiente de fricción en la abertura entre cilindros de la caja de laminación en frío con relación a la planeidad o a la rugosidad deseada. La cantidad residual de lubricante que queda sobre la banda metálica es mínima; convenientemente es tan reducida que no debe ser retirada de forma separada.
En la presente invención, de manera ventajosa, se prevé que el contenido residual de lubricante sobre la banda metálica sea medido en el lado de salida de la caja de laminación en frío. Este contenido, en primer lugar, no debería ubicarse por debajo de un valor umbral inferior predeterminado, ya que de lo contrario existe el riesgo de que se forme óxido en la banda metálica, puesto que por lo general los lubricantes utilizados poseen habitualmente también un efecto antioxidante. En segundo lugar, el contenido residual de lubricante no debería sobrepasar un nivel umbral superior, porque de lo contrario existe el riesgo de un curso lateral de la banda metálica en un paso de rodillos que se encuentra subordinado a la caja de laminación en frío.
Todos los valores deseados predeterminados dentro del marco de la presente invención se basan preferentemente en valores empíricos procedentes de la práctica.
Para realizar el procedimiento conforme a la invención es importante que en el lado de entrada el lubricante sólo sea aplicado en una cantidad dosificada de forma exacta. En el procedimiento conforme a la invención no se prevé una aplicación adicional de agentes de enfriamiento en la abertura entre cilindros, sobre el lado de entrada de la caja de laminación en frío, ya que esto alteraría la regulación apropiada del coeficiente de fricción en la abertura entre cilindros. Por lo tanto, en el procedimiento conforme a la invención se prevé una aplicación de agentes de enfriamiento sólo en el lado de salida de la caja de laminación en frío o en el lado de entrada de modo tal que el agente de enfriamiento no alcance la abertura entre cilindros.
De manera ventajosa se dispone de una pluralidad de lubricantes que, respectivamente, poseen propiedades que modifican el coeficiente de fricción en la abertura entre cilindros en la caja de laminación. De forma alternativa con respecto a una dosificación de la cantidad de un lubricante o de una mezcla de lubricantes, puede regularse también un coeficiente de fricción exacto en la abertura entre cilindros a través de una proporción de la mezcla adecuada de los diferentes lubricantes. Una mezcla de los lubricantes individuales, ventajosamente, tiene lugar recién dentro de las boquillas individuales de una barra de pulverización; de esta manera es posible una regulación individual completamente apropiada del coeficiente de fricción en la abertura entre cilindros para cada sección del ancho de la banda metálica. Asimismo, es posible entonces una eliminación / conservación separada de los lubricantes no utilizados.
La regulación de la planeidad o de la rugosidad deseadas en la banda metálica, en el caso de la presente invención, no tiene lugar expresamente a través de una modificación del tamaño de la abertura entre cilindros en la caja de laminación en frío; más bien el tamaño de la abertura entre cilindros permanece constante durante todo el tiempo de procesamiento de la banda metálica, siendo regulado con la ayuda de un circuito de regulación separado, el cual no es objeto de la presente invención. De este modo, por ejemplo, la diferencia entre la velocidad de la banda metálica en la entrada y en la salida se emplea como medida para el tamaño de la caja de laminación, así como para la reducción de la banda.
El objeto de la invención arriba mencionado se alcanza además a través de un programa informático, de un portador de datos con ese programa informático y de un dispositivo de aplicación de lubricante. Las ventajas de estas soluciones se corresponden con las ventajas mencionadas anteriormente referidas al procedimiento conforme a la invención.
A la descripción se le añaden en total tres figuras, donde éstas muestran:
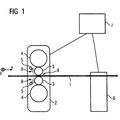
figura 1: una caja de laminación en frío con una barra de pulverización;
figura 2: la regulación en cascada conforme a la invención; y
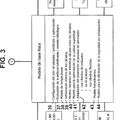
figura 3: una representación detallada de un bloque de la regulación en cascada.
A continuación, la invención se describe en detalle con referencia a las figuras mencionadas.
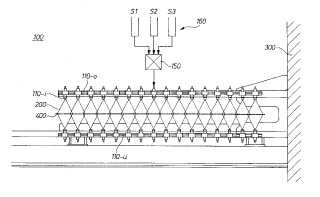
La figura 1 muestra un dispositivo de aplicación de lubricante 100 para aplicar lubricantes S1, S2, S3 sobre la superficie de una banda metálica 400 en la entrada de una caja de laminación en frío. El dispositivo de aplicación de lubricante 100 comprende una barra de dosificación 110-o con una pluralidad de boquillas 110-i con i = 1-I para aplicar el lubricante 200 en la superficie de la banda metálica 400 y una barra de dosificación adicional 110-u que igualmente presenta una pluralidad de boquillas para aplicar lubricante en el lado inferior de la banda metálica 400. Cada una de las boquillas 100-i individuales puede ser regulable o graduable de forma individual con relación a la cantidad de lubricante suministrada por la misma.
Junto con la cantidad de lubricante suministrada puede regularse de forma individual también la respectiva composición media de lubricante con la ayuda de un mezclador 150 para cada boquilla 110-i. Si se dispone de una pluralidad de lubricantes S1, S2, S3 que respectivamente posean propiedades diferentes que modifican el coeficiente de fricción en la abertura entre cilindros, entonces el mezclador 100 permite la composición de una mezcla de lubricantes adecuada en base a los lubricantes S1, S2 y S3 disponibles... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para regular la planeidad de una banda metálica (400) en la salida de una caja de laminación en frío (300) a través de la dosificación adecuada de la cantidad de al menos un lubricante (200) , la cual es aplicada en la entrada de la caja de laminación en frío sobre la banda metálica, en forma de una distribución de la cantidad sobre el ancho de la banda metálica (400) por unidad de tiempo, caracterizado porque la dosificación es efectuada conforme a una diferencia de regulación determinada (e-RHV) entre una distribución de la rugosidad actual y una distribución de la rugosidad deseada sobre el ancho de la banda metálica (400) en la salida de la caja de laminación en frío (300) .
2. Procedimiento conforme a la reivindicación 1, caracterizado porque la dosificación se efectúa adicionalmente conforme a una diferencia de regulación determinada (e-PLV) entre una distribución de la planeidad actual y una distribución de la planeidad deseada sobre el ancho de la banda metálica (400) en la salida de la caja de laminación en frío.
3. Procedimiento para regular la rugosidad de una banda metálica (400) en la salida de una caja de laminación en frío (300) a través de la dosificación adecuada de la cantidad de al menos un lubricante (200) , la cual es aplicada en la entrada de la caja de laminación en frío sobre la banda metálica por unidad de tiempo; donde la cantidad de lubricante (200) aplicada es dosificada en forma de una distribución de la cantidad sobre el ancho de la banda metálica (400) por unidad de tiempo, conforme a una diferencia de regulación determinada (e-PLV) entre una distribución de la planeidad actual y una distribución de la planeidad deseada sobre el ancho de la banda metálica
(400) en la salida de la caja de laminación en frío o a una diferencia de regulación determinada (e-RHV) entre una distribución de la rugosidad actual y una distribución de la rugosidad deseada sobre el ancho de la banda metálica
(400) en la salida de la caja de laminación en frío (300) o a una combinación de ambas diferencias de regulación.
4. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque la cantidad de lubricante (200) aplicado es variada en un rango de 1 - 20 ml /minuto/100mm del ancho de la banda metálica (400) .
5. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque la dosificación de la cantidad en forma de una regulación en cascada tiene lugar a través de un circuito interno de regulación para la distribución de la cantidad aplicada, donde el valor deseado para la distribución de la cantidad (MV-deseado) es determinado con la ayuda de un circuito de regulación superpuesto en base a parámetros individuales, múltiples o a todos los parámetros de los grupos de los parámetros del lado de entrada (P1) , de los parámetros específicos de la caja de laminación en frío (P2) y de los parámetros del lado de salida (P3) , así como conforme a la diferencia de regulación determinada (e-PLV) entre la distribución de la planeidad actual y la distribución de la planeidad deseada, a la diferencia de regulación (e-RHV) entre la distribución de la rugosidad actual y la distribución de la rugosidad deseada o a una combinación de ambas diferencias de regulación.
6. Procedimiento conforme a la reivindicación 5, caracterizado porque el grupo de los parámetros (P1) del lado de la entrada de la banda metálica (400) comprende su velocidad allí, su ancho allí, su material y su perfilado de allí.
7. Procedimiento conforme a la reivindicación 5 ó 6, caracterizado porque el grupo de los parámetros (P2) específicos de la caja de laminación en frío comprende el diámetro del cilindro de trabajo, la rugosidad del cilindro de trabajo, el material de los cilindros de trabajo y la curvatura de los cilindros de trabajo.
8. Procedimiento conforme a la reivindicación 5, 6 ó 7 caracterizado porque el grupo de los parámetros (P3) del lado de la salida de la banda metálica (400) comprende su velocidad allí, su ancho allí, el contenido residual del lubricante allí en su superficie por unidad de longitud en dirección de transporte, su distribución de planeidad allí en dirección del ancho y su distribución de rugosidad allí en dirección del ancho.
9. Procedimiento conforme a la reivindicación 8, caracterizado porque se predetermina un valor umbral superior y/o un valor umbral inferior para el contenido residual admisible del lubricante en el lado de salida.
10. Procedimiento conforme a una de las reivindicaciones 5 a 7, caracterizado porque la distribución de planeidad actual y la distribución de rugosidad actual son prerreguladas respectivamente a un valor inicial adecuado, por ejemplo a cero, al inicio del procedimiento para la primera determinación del valor deseado para la distribución de la cantidad.
11. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque la banda metálica
(400) sólo es refrigerada en el lado de salida, pero no en el lado de entrada de la caja de laminación en frío.
12. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque se encuentra disponible una pluralidad de lubricantes (S1, S2, S3) con respectivamente una acción diferente que reduce el coeficiente de fricción en la abertura entre cilindros de la caja de laminación en frío (300) y la dosificación de la distribución de la cantidad del lubricante (200) aplicado en la banda metálica (400) por unidad de tiempo y sobre el ancho de la banda metálica es efectuada a través de una mezcla, la cual es apropiada con respecto al coeficiente de fricción deseado en la abertura entre cilindros, de los lubricantes disponibles (S1, S2, S3) unos con otros y con aire.
13. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque la banda metálica
(400) consiste por ejemplo en una banda metálica de acero o en una banda metálica no férrica, por ejemplo una banda de aluminio.
14. Procedimiento conforme a una de las reivindicaciones precedentes, caracterizado porque el tamaño de la abertura entre cilindros de la caja de laminación en frío es mantenido constante durante todo el período de procesamiento de la banda metálica (400) .
15. Procesamiento conforme a una de las reivindicaciones precedentes, caracterizado porque el lubricante es aplicado en la entrada de la caja de laminación en frío sobre el lado superior y/o el lado inferior de la banda metálica y/o sobre al menos un cilindro de trabajo de la caja de laminación en frío.
16. Programa informático con un código de programa para un dispositivo de control (120) de un dispositivo de aplicación de lubricante (100) , caracterizado porque el código de programa se encuentra diseñado para realizar el procedimiento conforme a una de las reivindicaciones 1 a 15.
17. Portador de datos con un programa informático conforme a la reivindicación 16.
18. Dispositivo de aplicación de lubricante (100) que comprende: un contenedor (160) para al menos un lubricante (S1, S2, S3) ; al menos una barra de pulverización (110) con una pluralidad de boquillas (110-i) , donde la barra de pulverización se encuentra dispuesta sobre el lado de entrada de una caja de laminación en frío (300) de forma transversal con respecto a la dirección de transporte de una banda metálica (400) para dosificar el lubricante (S1, S2, S3) sobre la banda metálica por unidad de tiempo; y un dispositivo de control (120) para controlar de forma adecuada las boquillas (110-i) de la barra de pulverización (110) con relación a una planeidad deseada de la banda metálica; caracterizado porque se proporciona un dispositivo sensor de rugosidad (130-2) sobre el lado de salida para detectar la distribución de rugosidad actual allí sobre el ancho de la banda metálica (400) ; y el dispositivo de control (120) se encuentra diseñado en cooperación con la barra de pulverización (110) para dosificar el al menos un lubricante (S1, S2, S3) distribuido cuantitativamente sobre el ancho de la banda metálica (400) y por unidad de tiempo, conforme a una diferencia de regulación (e-RHV) entre la distribución de rugosidad actual y una distribución de rugosidad deseada sobre el ancho de la banda metálica (400) en la salida de la caja de laminación en frío.
19. Dispositivo de aplicación de lubricante (100) conforme a la reivindicación 18, caracterizado porque en el lado de salida de la caja de laminación en frío (300) se proporciona un dispositivo de sensor de planeidad (130-1) para detectar la distribución de planeidad actual allí sobre el ancho de la banda metálica; y el dispositivo de control (120) se encuentra diseñado para dosificar el lubricante con respecto a la planeidad deseada de forma adicional conforme a una diferencia de regulación determinada (e-PLV) entre la distribución de planeidad actual y una distribución de planeidad deseada sobre el ancho de la banda metálica en la salida de la caja de laminación en frío (300) con relación a la planeidad deseada de la banda metálica.
20. Dispositivo de aplicación de lubricante (100) que comprende: un contenedor (160) para al menos un lubricante (S1, S2, S3) ; al menos una barra de pulverización (110) con una pluralidad de boquillas (110-i) , donde la barra de pulverización se encuentra dispuesta sobre el lado de entrada de una caja de laminación en frío (300) de forma transversal con respecto a la dirección de transporte de una banda metálica (400) para dosificar el lubricante (S1, S2, S3) sobre la banda metálica por unidad de tiempo; y un dispositivo de control (120) para controlar de forma adecuada las boquillas (110-i) de la barra de pulverización (110) con relación a una rugosidad deseada de la banda metálica; donde se proporciona un dispositivo sensor de planeidad (130-1) sobre el lado de salida de la caja de laminación en frío (300) para detectar la distribución de planeidad actual allí sobre el ancho de la banda metálica y/o un dispositivo sensor de rugosidad (130-2) sobre el lado de salida para detectar la distribución de la rugosidad actual allí sobre el ancho de la banda metálica (400) ; y el dispositivo de control (120) se encuentra diseñado en cooperación con la barra de pulverización (110) para dosificar el al menos un lubricante (S1, S2, S3) distribuido cuantitativamente sobre el ancho de la banda metálica (400) y por unidad de tiempo, conforme a una diferencia de regulación determinada (e-PLV) determinada entre la distribución de planeidad actual y una distribución de planeidad deseada sobre el ancho de la banda metálica en la salida de la caja de laminación en frío (300) o a una diferencia de regulación (e-RHV) entre la distribución de rugosidad actual y una distribución de rugosidad deseada sobre el ancho de la banda metálica (400) en la salida de la caja de laminación en frío o a una combinación de ambas diferencias de regulación.
21. Dispositivo de aplicación de lubricante (100) conforme a una de las reivindicaciones 18, 19 ó 20, caracterizado porque el dispositivo de aplicación de lubricante se encuentra diseñado para realizar el procedimiento conforme a una de las reivindicaciones 1 a 15.
Patentes similares o relacionadas:
Procedimiento y dispositivo para variar la temperatura de bandas de metal de manera adaptativa con respecto a la planicidad, del 28 de Agosto de 2019, de Hydro Aluminium Rolled Products GmbH: Dispositivo para variar la temperatura de una banda de metal , en particular una banda de metal de aluminio o de una aleación de aluminio, […]
 Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Dispositivo para influir en la distribución de la temperatua a lo largo de un ancho, del 10 de Abril de 2013, de SMS SIEMAG AG: Dispositivo para influir en la distribución de temperatura a lo largo del ancho de un desbaste o de una banda ,particularmente en una instalación laminadora de […]
 PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS, del 1 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica en la laminación en una caja de laminación , aplicándose por […]
PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS, del 1 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica en la laminación en una caja de laminación , aplicándose por […]
PROCEDIMIENTO DE LAMINACION PARA UNA BANDA DE METAL Y DISPOSICION DE LAMINACION CORRESPONDIENTE., del 16 de Diciembre de 2004, de SMS DEMAG AKTIENGESELLSCHAFT: Procedimiento de laminación para una banda de metal , siendo laminada la banda de metal en al menos un bastidor de laminación , siendo aplicada sobre […]
 PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]
PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]