Embalaje de polipropileno para envasado.
Embalaje de polipropileno estanco con forma de paralelepípedo rectangular para envasado de apertura rápida por desgarro destinado a contener un producto pastoso susceptible de ser utilizado en estado semilíquido,
concretamente queso, constando el envase de dos hojas delgadas (1, 8), de las cuales una primera hoja (1) está cortada a lo largo de un borde adecuado y dispuesta en forma de carcasa rectangular para albergar el producto de forma que presente una zona de prensión (2) para la apertura del embalaje, y una segunda hoja (8) está cortada como mínimo según el tamaño de la parte inferior de la carcasa y destinada a ser colocada de forma plana sobre el producto y sobre la cual las caras laterales de la carcasa (A, B, C, D) son plegadas, dobladas y termoselladas, dejando libre la zona de prensión, y dos tiras de desgarro (5, 6) colocadas y fijadas sobre la primera hoja de tal manera que sean arrancadas al aplicar una tracción sobre la zona de prensión,
caracterizada porque dicha zona de prensión (2) está formada por un saliente triangular formado sobre uno de los lados de la primera hoja cortada octogonalmente y en el que las tiras de desgarro (5, 6) forman una U puntiaguda en cuya punta se sitúa dicho saliente triangular.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/003577.
Solicitante: FROMAGERIES BEL.
Nacionalidad solicitante: Francia.
Dirección: 4, RUE D'ANJOU 75008 PARIS FRANCIA.
Inventor/es: DAL, SYLVAIN, BLATTER,René.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D75/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › que sobresalen del cierre de la envoltura o entre las capas de la envoltura.
- B65D85/76 B65D […] › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › para queso.
PDF original: ES-2383173_T3.pdf
Descripción:
Embalaje de polipropileno para envasado.
La presente invención concierne a un embalaje de polipropileno estanco para envasado con forma de paralelepípedo rectangular de apertura rápida por desgarro destinado a contener un producto pastoso susceptible de ser utilizado en estado semilíquido, concretamente queso, constando el embalaje de dos hojas delgadas, a saber, una primera hoja cortada a lo largo de un borde adecuado y dispuesta en forma de carcasa rectangular para albergar el producto de forma que presente una zona de prensión para la apertura del embalaje, y una segunda hoja cortada como mínimo según el tamaño de la parte inferior de la carcasa y destinada a ser colocada de forma plana sobre el producto y sobre la cual los lados de la carcasa serán plegados, doblados y termosellados, dejando libre la zona de prensión, y dos tiras de desgarro colocadas y fijadas sobre la primera hoja de forma que sean arrancadas al aplicar una tracción sobre la zona de prensión.
Un embalaje de este tipo es conocido en la patente FR 2 499 025. En este embalaje, la primera hoja está provista de dos tiras de desgarro paralelas y la zona de prensión está formada por el pliegue en 45 ° de dos mitades de uno de los lados de la hoja cortada. Este pliegue tiene como efecto el posicionar los extremos de las dos tiras de desgarro en una zona termosellada relativamente distante de la zona de prensión. Al aplicar una tracción en la zona de prensión corremos el riesgo de desgarrar dicha zona de prensión antes de ejercer una tracción sobre las tiras de desgarro y, en consecuencia, fracasar en la apertura del embalaje.
En un embalaje derivado del anterior, en el que la zona de prensión también está formada por dos pliegues en 45 °, las tiras de desgarro paralelas están más cerca del centro del paquete y presentan un ensanchamiento hacia este centro de modo que se encuentran muy cerca del extremo de la zona de prensión una vez ésta ha sido plegada. Por contra, una parte de los lados de la zona de prensión plegada a 45 ° está soldada sobre la segunda hoja formando un pliegue que ofrece mayor resistencia al desgarro. Semejante tipo de embalaje de polipropileno (PP) es muy difícil de desgarrar debido a este pliegue, razón por la cual este embalaje está realizado en polipropileno orientado (OPP) .
Por la patente FR 2 362 765 es conocido también un embalaje paralelepípedo rectangular provisto de una tira de desgarro en forma de diapasón cuyo extremo más corto forma una lengüeta de prensión para el desgarro. Esta lengüeta tan corta no resulta fácil de manipular.
FR 2 198 469 describe un embalaje de acuerdo con el preámbulo de la reivindicación 1.
La invención tiene por objeto facilitar la apertura de un embalaje de polipropileno para envasado (PP u OPP) .
El embalaje, de acuerdo con la invención, se caracteriza porque la zona de prensión presenta un saliente triangular formado sobre uno de los lados de la primera hoja cortada octogonalmente y en la que las tiras de desgarro forman una U puntiaguda cuya punta se sitúa en dicho saliente triangular.
De este modo, al asir la zona de prensión, asimos también las dos tiras de desgarro y podemos abrir el embalaje sin encontrar la resistencia de un pliegue.
Ventajosamente, el lado de la primera hoja donde se encuentra la zona de prensión presenta dos guías de desgarro.
Estas guías de desgarro consisten en muescas ventajosamente situadas en la prolongación de los lados de la zona de prensión.
La tira de rasgado está ventajosamente situada en el interior de la carcasa, de modo que queda oculta, y se extiende a lo largo de los lados de la parte inferior de la carcasa con el objetivo de obtener una apertura total.
Para la formación de la carcasa y el envasado del producto, podemos usar el método y la instalación descritos en la patente CH 690 996 (EP 0 803 439) con los ajustes necesarios.
Los lados de la primera hoja se pueden doblar sobre la segunda hoja de dos maneras: los lados de la carcasa situados a ambos lados de las tiras de desgarro pueden ser doblados en primer lugar para que se plieguen por encima de los otros dos lados o, en segundo lugar, para que se encuentren por debajo de los otros dos lados.
El dibujo muestra, a título de ejemplo, una forma de realización de la invención.
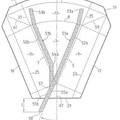
La figura 1 representa la primera hoja cortada antes del plegado.
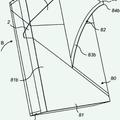
La figura 2 muestra la primera hoja en forma de carcasa lista para albergar el producto a envasar.
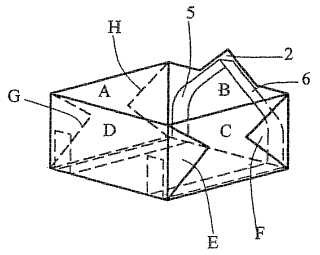
La figura 3 muestra el embalaje terminado según un primer método de plegado.
La figura 4 muestra el embalaje terminado según un segundo método de plegado.
La figura 1 muestra una hoja 1 de polipropileno (PP) cortada en forma de octágono casi regular y que presenta en el centro de uno de sus lados un saliente de forma triangular cuyos lados se extienden por dos muescas 3 y 4 hacia el interior de la superficie octogonal, formando estas muescas guías de desgarro. Dos tiras de desgarro 5 y 6 de PET, previamente cortadas, se fijan por termosellado sobre la hoja 1, de modo que las porciones dobladas 5a y 6a de estas bandas se unen en el saliente triangular 2. Las dos tiras de desgarro 5 y 6 forman así una U puntiaguda cuya punta coincide aproximadamente con el saliente triangular 2. En lugar de dos tiras 5 y 6 se podría, por supuesto, utilizar una sola tira cortada en U.
Por medio de un mandril y de empujadores, como se describe por ejemplo en la patente CH 690 996, puede darse a la hoja 1 la forma de un paralelepípedo rectangular mostrada en la Figura 2. Las líneas de plegado principales se muestran mediante líneas más finas en la Figura 1. Estas líneas de plegado forman las caras laterales A, B, C y D de la carcasa. Para formar las aristas verticales de la carcasa se pliegan las partes de la hoja 1 situadas entre las caras A, B, C y D de acuerdo con las líneas de plegado 7 de trazo discontinuo que son perpendiculares a los lados correspondientes del octágono. El plegado según 7 y la doblez contra las caras A y C forman las partes plegadas E, F, G, H, mostradas en la Figura 2. Esta disposición de la carcasa se realiza mediante embutición dentro de una máquina de embutición a calor para mantener los pliegues. Las partes dobladas y superpuestas son termoselladas.
A continuación, la carcasa, como se muestra en la Figura 2, alberga el producto a envasar, debidamente dosificado.
La carcasa se llena hasta aproximadamente 2/3 de su altura.
A continuación se coloca sobre el producto una hoja 8 en PP de forma rectangular o cuadrada, según el método de plegado utilizado.
Según el primer método de plegado que se muestra en la Figura 3, la segunda hoja 8 es rectangular. Siendo las tiras de desgarro 5 y 6 paralelas, su anchura es igual a la parte inferior de la carcasa y, por lo tanto, su longitud es mayor que la longitud de los lados de la parte inferior, rebasando así las partes A y C, con el objetivo de mejorar el sellado. Después de colocar la hoja 8, doblamos en primer lugar la parte de las caras B y D situada encima de la hoja 8, sobre la hoja 8, y después doblamos las otras dos caras A y C. Las partes dobladas I y J quedan así por encima de las partes dobladas K y L. Tras este doblado, el tamaño del saliente triangular 2 es tal que sus lados están situados en la prolongación de los lados a 45 ° de las partes dobladas I y J.
Sin embargo, es posible plegar y doblar en primer lugar las partes I y J y a continuación las partes K y L. Con esto se obtiene la apariencia mostrada en la Figura 4. Sin embargo, este pliegue requiere un pliegue adicional de 45 ° de la parte superior de las solapas F y H para permitir el paso de las tiras de desgarro 5 y 6.
Los pliegues se realizan utilizando herramientas de calor para mantenerlos. A continuación la carcasa y la hoja de cobertura 8 se termosellan mediante una prensa de calor. Las dobleces realizadas con presa aseguran que las dos dobleces del último plegado serán planas para evitar que se desplieguen bajo la influencia del calor del queso, debido a la memoria del film de polipropileno.
Después de este sellado, al menos el extremo del saliente triangular 2 queda libre con el fin de constituir una zona de prensión para la apertura del embalaje.
El film utilizado puede ser tanto OPP como PP.
Reivindicaciones:
1. Embalaje de polipropileno estanco con forma de paralelepípedo rectangular para envasado de apertura rápida por desgarro destinado a contener un producto pastoso susceptible de ser utilizado en estado semilíquido, concretamente queso, constando el envase de dos hojas delgadas (1, 8) , de las cuales una primera hoja (1) está cortada a lo largo de un borde adecuado y dispuesta en forma de carcasa rectangular para albergar el producto de forma que presente una zona de prensión (2) para la apertura del embalaje, y una segunda hoja (8) está cortada como mínimo según el tamaño de la parte inferior de la carcasa y destinada a ser colocada de forma plana sobre el producto y sobre la cual las caras laterales de la carcasa (A, B, C, D) son plegadas, dobladas y termoselladas, dejando libre la zona de prensión, y dos tiras de desgarro (5, 6) colocadas y fijadas sobre la primera hoja de tal manera que sean arrancadas al aplicar una tracción sobre la zona de prensión,
caracterizada porque dicha zona de prensión (2) está formada por un saliente triangular formado sobre uno de los lados de la primera hoja cortada octogonalmente y en el que las tiras de desgarro (5, 6) forman una U puntiaguda en cuya punta se sitúa dicho saliente triangular.
2. Embalaje según la reclamación 1, caracterizado porque el lado de la primera hoja (1) provisto de la zona de prensión (2) tiene dos guías de desgarro (3, 4) .
3. Embalaje según la reivindicación 2, caracterizado porque las guías de desgarro (3, 4) están constituidas por muescas situadas en la prolongación de los lados de la zona de prensión.
4. Embalaje según una de las reclamaciones 1 a 3, caracterizado porque las tiras de desgarro (5, 6) están situadas dentro de la carcasa y se extienden a lo largo de los dos lados de la parte inferior de dicha carcasa.
5. Embalaje de acuerdo con una de las reclamaciones 1 a 4, caracterizado porque las caras laterales de la carcasa (A, C) , situadas a ambos lados de las tiras de desgarro, se doblan sobre las partes dobladas de las otras dos caras laterales.
6. Embalaje de acuerdo con una de las reclamaciones 1 a 4, caracterizado porque las caras laterales (B, D) transversales a las tiras de desgarro de la carcasa se doblan sobre las partes plegadas de las otras dos caras laterales.
Patentes similares o relacionadas:
Procedimiento de producción de una porción envasada de un producto alimentario, del 4 de Noviembre de 2019, de FROMAGERIES BEL: Procedimiento de producción de una porción envasada de producto alimentario, comprendiendo las siguientes etapas: - provisión de […]
Bolsita flexible, la cual tiene una forma triangular, del 1 de Febrero de 2017, de NESTEC S.A.: Una bolsita , la cual tiene una forma triangular, y la cual comprende: - un espacio interior, delimitado mediante una hoja de material blanco, flexible, […]
 Empaquetado con pestaña de apertura y lengüeta de rotura, del 30 de Diciembre de 2015, de British American Tobacco (Investments) Ltd: Un envoltorio para su utilización en un embalaje que comprende una película que tiene unos bordes primero y segundo en […]
Empaquetado con pestaña de apertura y lengüeta de rotura, del 30 de Diciembre de 2015, de British American Tobacco (Investments) Ltd: Un envoltorio para su utilización en un embalaje que comprende una película que tiene unos bordes primero y segundo en […]
Elemento para la realización de un embalaje de acondicionamiento de un producto alimenticio, embalaje correspondiente y conjunto que comprende dicho embalaje y dicho producto alimenticio, del 6 de Noviembre de 2013, de FROMAGERIES BEL: Elemento (1, 51a, 51b) para la realización de un embalaje de acondicionamiento de un producto alimenticio ,siendo el elemento del tipo que comprende: - […]
 Embalaje de acondicionamiento de un producto de alimentación, instalación y procedimiento de recorte, del 1 de Octubre de 2013, de FROMAGERIES BEL: Instalación de recorte, a partir de al menos un film (84a, 84b; 84), de tiras (51a, 51b; 51), comprendiendo lainstalación medios (83a, 83b; 83) […]
Embalaje de acondicionamiento de un producto de alimentación, instalación y procedimiento de recorte, del 1 de Octubre de 2013, de FROMAGERIES BEL: Instalación de recorte, a partir de al menos un film (84a, 84b; 84), de tiras (51a, 51b; 51), comprendiendo lainstalación medios (83a, 83b; 83) […]
 DISPOSITIVO DE DESEMBALADO DE BOBINAS DE PAPEL, del 19 de Abril de 2012, de DECOTEC PRINTING S.A.U: La bobina incluye medios de rasgado del envoltorio, así como rasgado de las bases que cubren los extremos laterales del cuerpo cilíndrico que forma la bobina y que no afectan […]
DISPOSITIVO DE DESEMBALADO DE BOBINAS DE PAPEL, del 19 de Abril de 2012, de DECOTEC PRINTING S.A.U: La bobina incluye medios de rasgado del envoltorio, así como rasgado de las bases que cubren los extremos laterales del cuerpo cilíndrico que forma la bobina y que no afectan […]
SACO DE VÁLVULA DE PAPEL CON PESTILLO INTERIOR, del 5 de Marzo de 2012, de CONSTRUCTION RESEARCH & TECHNOLOGY GMBH: Saco de válvula de papel con un extremo de saco de papel con válvula, caracterizado porque un pestillo interior que se encuentra en el extremo de saco de papel situado […]
PROCEDIMIENTO DE ACONDICIONAMIENTO DE UN PRODUCTO PASTOSO EN UN ENVASE DE ACONDICIONAMIENTO ESTANCO DE MATERIAL PLÁSTICO CON APERTURA FÁCIL, del 29 de Noviembre de 2011, de FROMAGERIES BEL: Procedimiento de acondicionamiento de un producto pastoso tal como un queso fundido o un queso fresco fundido o un queso fresco en un envase de acondicionamiento […]