Crisol para un dispositivo de soldadura que comprende una superficie realizada en un material neutro con relación a un metal de aportación para la soldadura.
Dispositivo automático (10) para la soldadura en serie de al menos una patilla (16) de al menos un componente electrónico (12) sobre placas de circuito impreso (14),
que comprende un recipiente (26) para la recepción de un metal (30) de aportación, de unos medios de calentamiento, de una pletina sobre la que se fijan una multitud de columnas verticales (34), cada columna (34) comprende una cara cóncava del extremo superior que forma la cara inferior (40) de un crisol (42), caracterizado porque la superficie (40, 44) de al menos un crisol (42) está realizada en un material neutro que no reacciona o no lo hace de forma significativa con el metal (30) de aportación de tal modo que se evita la formación de una capa superficial de compuesto intermetálico sobre la superficie (40, 44) del crisol
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09161333.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WERNERSTRASSE 1 70442 STUTTGART ALEMANIA.
Inventor/es: Abouassam,Aïcha, Faudemer,Daniel, Leinenbach,Patrick.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 3/00 Herramientas, dispositivos o accesorios particulares para la soldadura sin fusión o el desoldeo, no concebidos para procedimientos particulares (materiales utilizados para la soldadura sin fusión B23K 35/00). › Dispositivos de alimentación con metal de aportación; Cubas de fusión del metal de aportación.
- H05K3/34 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05K CIRCUITOS IMPRESOS; ENCAPSULADOS O DETALLES DE LA CONSTRUCCIÓN DE APARATOS ELECTRICOS; FABRICACION DE CONJUNTOS DE COMPONENTES ELECTRICOS. › H05K 3/00 Aparatos o procedimientos para la fabricación de circuitos impresos. › Conexiones soldadas.
PDF original: ES-2381151_T3.pdf
Fragmento de la descripción:
Crisol para un dispositivo de soldadura que comprende una superficie realizada en un material neutro con relación a un metal de aportación para la soldadura
Campo técnico
La invención está relacionada con un crisol para un dispositivo de soldadura de componentes electrónicos sobre una placa de circuito impreso.
La invención está relacionada de manera más particular con un crisol para un dispositivo para la soldadura de al menos una patilla de componente electrónico sobre una placa de circuito impreso, que está destinado a contener un metal fundido de aportación calentado a una temperatura de soldadura determinada.
Ya se conocen algunos crisoles de este tipo (véanse los documentos DE 4133224, DE 4425260, US 2006/0054658 y US3398873) . Este tipo de crisol se utiliza en particular en dispositivos automáticos para la soldadura en gran serie de patillas de componentes electrónicos sobre placas de circuito impreso.
La soldadura de los componentes electrónicos sobre placas de circuito impreso se realiza con un metal fundido de aportación que se calienta a una temperatura de soldadura inferior a 450 ºC, por ejemplo entre 310 ºC y 325 ºC. Este tipo de soldadura también se denomina "soldadura blanda" o "soldering" en inglés.
Es conocido realizar este tipo de crisol en acero. El metal fundido de aportación está, por lo general, compuesto por una aleación que incluye estaño (Sn) . El metal fundido de aportación lo contiene el crisol directamente en contacto con su cara cóncava interior de acero y con las caras exteriores superior y laterales de acero.
De aquí en adelante en esta patente, las caras interior y exteriores del crisol se designarán con el término "superficie".
El estado de la superficie del crisol debe estar lo suficientemente cuidado como para presentar una humectabilidad respecto del metal fundido de aportación que se adapte a las operaciones de soldadura. La superficie, es decir, la cara interior y las caras exteriores del crisol, debe presentar una muy baja rugosidad.
Si la humectabilidad de la superficie es insuficiente, la soldadura que se obtiene al final de la operación de soldadura corre el riesgo de ser defectuosa.
Ahora bien, se ha comprobado que a la temperatura de soldadura, el estaño (Sn) que se incluye en la composición de la aleación metálica de aportación reacciona con el hierro del acero formando la superficie del crisol. Se forma entonces una capa superficial rugosa de un compuesto intermetálico de estaño (Sn) y de hierro (FexSny) , que recubre la superficie del crisol. Cuando esta capa rugosa es demasiado gruesa, la humectabilidad de la superficie del crisol se degrada, afectando de este modo a la calidad de las soldaduras que se realizan. Ahora bien, el grosor de esta capa intermetálica crece muy rápido. Por ejemplo, en menos de cuatro horas de uso, la humectabilidad de la superficie del crisol está demasiado degradada como para permitir la realización de soldaduras sólidas.
Para resolver este problema, se conoce que se interrumpe de manera regular al dispositivo de soldadura para realizar una operación de limpieza del crisol retirando la capa superficial rugosa.
Sin embargo, esta solución es muy cara ya que requiere parar con frecuencia el dispositivo de soldadura, por ejemplo cada cuatro horas.
Además, el dispositivo de soldadura está inmovilizado durante el tiempo de la operación de limpieza. Ahora bien, esta operación de limpieza tiene una duración elevada, por ejemplo de un cuarto de hora.
Para resolver en particular estos problemas, la invención propone un crisol realizado tal y como se ha descrito con anterioridad, caracterizado porque la superficie del crisol está realizada en un material neutro que no reacciona o no lo hace de forma significativa con el metal de aportación de tal modo que se evite la formación de una capa superficial de un compuesto intermetálico sobre la superficie del crisol.
De acuerdo con otras características de la invención:
- la superficie del crisol se apoya en un revestimiento añadido; - el crisol está destinado a contener un metal de aportación que está compuesto por una aleación que incluye estaño; - el crisol está destinado a contener un metal de aportación que está compuesto por una aleación de estaño y de plomo; - el metal de aportación está compuesto por una aleación de estaño, de cobre y de plata;
- el revestimiento está realizado en nitruro de titanio; - el revestimiento está realizado en cinc; - el revestimiento está realizado en iridio; - el revestimiento está realizado en cerámica.
La invención también está relacionada con un dispositivo automático para la soldadura en serie de al menos una patilla de al menos un componente electrónico sobre placas de circuito impreso, caracterizado porque este comprende al menos un crisol realizado de acuerdo con las indicaciones de la invención. La invención tiene por objeto un dispositivo automático de soldadura como el que se reivindica en las reivindicaciones.
Se mostrarán otras características y ventajas a lo largo de la lectura de la descripción detallada que se hace a continuación para cuya comprensión se hará referencia a las figuras que se anexan, entre las que:
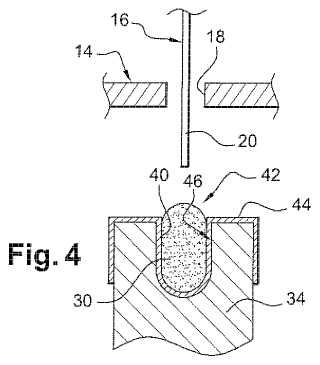
- la figura 1 es una vista esquemática en sección vertical que representa un dispositivo automático para la 15 soldadura en gran serie de componentes electrónicos sobre placas de circuito impreso entre dos operaciones de soldadura; - la figura 2 es una vista similar a la de la figura 1 que representa el dispositivo automático de soldadura en una operación de soldadura; - la figura 3 es una vista en sección vertical que representa el crisol que incluye un revestimiento realizado de 20 acuerdo con las indicaciones de la invención; - la figura 4 es una vista similar a la de la figura 3 que representa un crisol del dispositivo automático de soldadura inmediatamente antes de una operación de soldadura. - la figura 5 es una vista similar a la de la figura 3 que representa el crisol durante la operación de soldadura.
En la descripción que sigue, los elementos idénticos, análogos o similares se designarán con los mismos números de referencia.
Se ha representado en la figura 1 un dispositivo automático 10 para la soldadura en gran serie de componentes electrónicos 12 sobre placas horizontales 14 de circuito impreso, de las cuales solo una está representada.
Cada componente electrónico 12 consta al menos de una patilla vertical metálica 16 de fijación sobre la placa 14 de circuito impreso. La patilla metálica 16 de fijación está destinada también para formar un contacto eléctrico con el circuito impreso.
Cada patilla 16 se introduce dentro de un correspondiente orificio pasante 18 de fijación realizado en la placa 14 de circuito impreso, tal y como se representa de manera más detallada en la figura 4. De este modo, cuando los componentes electrónicos 12 se colocan en la placa 14 de circuito impreso, un trozo del extremo inferior libre 20 de las patillas 16 rebasa bajo la placa 14 de circuito impreso.
Tal y como se representa en la figura 1, la placa 14 de circuito impreso sobre la cual los componentes electrónicos 12 se sitúan se coloca sobre un soporte horizontal superior 22 del dispositivo 10 de soldadura que comprende unos agujeros 24 que se disponen coincidiendo con las patillas 16 de fijación.
El dispositivo 10 de soldadura consta también de un recipiente inferior 26 que comprende una abertura superior 28 45 que está dispuesta por debajo y a la derecha del soporte 22. El recipiente 26 contiene un baño de metal fundido 30 de aportación.
El metal 30 de aportación está compuesto de manera más particular por una aleación metálica prácticamente eutéctica de estaño (Sn) y de plomo (Pb) , que consta por ejemplo de un 63 % de estaño (Sn) y de un 37 % de plomo 50 (Pb) .
De acuerdo con una variante no representada de la invención, el metal 30 de aportación está compuesto por una aleación de estaño (Sn) , de cobre (Cu) y de plata (Ag) .
55 El recipiente 26 comprende unos medios de calentamiento (no representados) del baño a una temperatura de soldadura que es superior a la temperatura de fusión del metal 30 de aportación, que aquí es de 183 ºC. La temperatura de soldadura está comprendida, por ejemplo, entre 300 ºC y 350 ºC. De preferencia, la temperatura... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo automático (10) para la soldadura en serie de al menos una patilla (16) de al menos un componente electrónico (12) sobre placas de circuito impreso (14) , que comprende un recipiente (26) para la recepción de un 5 metal (30) de aportación, de unos medios de calentamiento, de una pletina sobre la que se fijan una multitud de columnas verticales (34) , cada columna (34) comprende una cara cóncava del extremo superior que forma la cara inferior (40) de un crisol (42) , caracterizado porque la superficie (40, 44) de al menos un crisol (42) está realizada en un material neutro que no reacciona o no lo hace de forma significativa con el metal (30) de aportación de tal modo que se evita la formación de una capa superficial de compuesto intermetálico sobre la superficie (40, 44) del crisol
10 (42) .
2. Dispositivo (10) de acuerdo con la reivindicación anterior, caracterizado porque la superficie (40, 44) del crisol (42) se apoya en un revestimiento (46) añadido.
4. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque el crisol (42) está destinado a contener un metal (30) de aportación que está compuesto por una aleación de estaño (Sn) y 20 de plomo (Pb) . 5. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque el metal (30) de aportación está compuesto por una aleación de estaño (Sn) , de cobre (Cu) y de plata (Ag) . 7. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones 2 a 5, caracterizado porque el revestimiento (46) está realizado en cinc (Zn) . 30 8. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones 2 a 5, caracterizado porque el revestimiento (46) está realizado en iridio (Ir) . 9. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones 2 a 5, caracterizado porque el 35 revestimiento (46) está realizado en cerámica. 15 3. Dispositivo (10) de acuerdo con la reivindicación anterior, caracterizado porque el crisol (42) está destinado a contener un metal (30) de aportación que está compuesto por una aleación que incluye estaño (Sn) .
25 6. Dispositivo (10) de acuerdo con una cualquiera de las reivindicaciones 2 a 5, caracterizado porque el revestimiento (46) está realizado en nitruro de titanio (TiN) .
Patentes similares o relacionadas:
Uso de una aleación de soldadura y una unión soldada de alta densidad de corriente, del 27 de Mayo de 2020, de SENJU METAL INDUSTRY CO. LTD.: Un uso de una aleación de soldadura para evitar la electromigración de una unión de soldadura de un dispositivo electrónico, la unión de soldadura porta una corriente con […]
Módulo de soldadura indirecta con al menos dos crisoles de soldadura, del 18 de Diciembre de 2019, de ERSA GMBH: Módulo de soldadura indirecta para una instalación de soldadura indirecta para la soldadura por ola selectiva con al menos un primer y un segundo crisoles de soldadura (14, […]
Aleación de soldadura libre de plomo para uso en el prechapeado o del terminal, y componente electrónico, del 14 de Agosto de 2019, de SENJU METAL INDUSTRY CO. LTD.: Una aleación de soldadura libre de plomo para el chapeado preliminar de un terminal, por la que el chapeado preliminar se lleva a cabo en un terminal […]
Procedimiento para la preparación de un sistema mecatrónico para un vehículo utilitario, así como sistema mecatrónico, del 5 de Junio de 2019, de KNORR-BREMSE SYSTEME FUR NUTZFAHRZEUGE GMBH: Procedimiento para la preparación de un sistema mecatrónico para un vehículo utilitario, presentando el sistema mecatrónico al menos […]
Dispositivo y método para la descarga de gotas, del 15 de Mayo de 2019, de Musashi Engineering, Inc: Un dispositivo de descarga de gotas que comprende un recorrido de descarga que tiene un extremo que constituye una abertura de descarga , un […]
Procedimiento de realización de un dispositivo que comprende al menos dos componentes distintos interconectados por hilos de interconexión y el dispositivo obtenido, del 8 de Mayo de 2019, de GEMALTO SA: Procedimiento de realización de un dispositivo que comprende al menos dos componentes distintos interconectados en un sustrato por al menos un hilo de interconexión, comprendiendo […]
Aleación de soldadura, pasta de soldadura y placa de circuitos electrónicos, del 23 de Abril de 2019, de Harima Chemicals, Inc: Una aleación de soldadura que consiste en: estaño, plata, indio, bismuto y antimonio, y, opcionalmente, al menos un elemento arbitrario seleccionado del grupo […]
Placas de circuito impreso, del 27 de Marzo de 2019, de Semblant Limited: Un método de realización de una conexión de soldadura a una placa de circuito impreso, en el que: una superficie de la placa de circuito […]