DISPOSITIVO DE TRANSFERENCIA E INSTALACIÓN DE TIPO LINEAL PARA LA FABRICACIÓN DE RECIPIENTES.
Dispositivo de transferencia (50, 50') de una preforma (14), o de un recipiente (12),
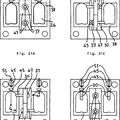
que comprende al menos una pinza (54, 54') que está constituida por dos palancas (54a, 54b, 54'a, 54'b) horizontales montadas articuladas alrededor de un eje vertical (B) entre una posición abierta y una posición cerrada de la pinza (54, 54') y que comprende medios de solicitación elástica (60, 60') de las palancas (54a, 54b, 54'a, 54'b) hacia la posición cerrada, caracterizado por el hecho de que el dispositivo de transferencia (50, 50') comprende un mecanismo (80, 80') para controlar selectivamente la abertura y cierre de la pinza (54, 54'), comprendiendo este mecanismo (80, 80'): - un elemento de separación (82, 82') de las palancas (54a, 54b, 54'a, 54'b) destinado a ser accionado por una biela de accionamiento (84, 84') que está montada pivotante alrededor de un árbol (C, 56), - comprendiendo la biela de accionamiento (84, 84') del elemento de separación (82, 82') al menos un extremo libre (88, 88') que es capaz de cooperar con unos primeros medios de accionamiento (90) destinados a provocar la abertura de la pinza (54, 54') con dirección hacia los primeros medios de solicitación elástica (60, 60') de las palancas (54a, 54b, 54'a, 54'b), y - medios de acerrojamiento (92) asociados que están montados móviles entre una posición acerrojada en la cual la pinza (54, 54') se mantiene en posición abierta y una posición escamoteada en la cual la pinza (54, 54') tiene libertad para cerrarse, - siendo los medios de acerrojamiento (92, 92') capaces de cooperar con unos segundos medios de accionamiento (94) destinados a provocar el desplazamiento de los medios de acerrojamiento (92), de la posición acerrojada hacia la posición escamoteada, para activar automáticamente el cierre de la pinza (54, 54')
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/054841.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE 76930 OCTEVILLE SUR MER FRANCIA.
Inventor/es: FREIRE-DIAZ,PHILIPPE, NG,Kheng Joo.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Abril de 2008.
Clasificación Internacional de Patentes:
B29C49/42B
B29C49/42B2
B29C49/42B4
B65G47/90B
Clasificación PCT:
B29C49/42TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B65G47/90B […] › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Dispositivos para coger o dejar los artículos o los materiales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Dispositivo de transferencia e instalación de tipo lineal para la fabricación de recipientes. [0001] La invención se refiere a un dispositivo de transferencia, en especial de preformas o de recipientes, y a una 5 instalación de tipo lineal para la fabricación de recipientes provista de un tal dispositivo. [0002] Se conocen numerosas instalaciones para la fabricación de recipientes, tales como un frasco o una botella, en especial a partir de preformas hechas de materia plástica, por ejemplo de PET (Tereftalato de polietileno). [0003] En estas instalaciones, las preformas son generalmente, en un primer tiempo, calentadas en fila en una unidad de acondicionamiento o tratamiento térmico que comprende al menos un horno destinado a calentar las 10 preformas hasta una temperatura determinada cercana de su temperatura de transición vidriosa y son, en un segundo tiempo, transferidas directamente hacia una unidad de moldeado, también llamada unidad de soplado, con la finalidad de ser conformadas por soplado o por estirado-soplado. [0004] Estas instalaciones comprenden al menos un dispositivo de transferencia para transportar entre las diferentes unidades las preformas y/o los recipientes, generalmente mediante sus cuellos provistos de un collarín radial. [0005] En las instalaciones de fabricación de recipientes, se distinguen principalmente, en función de la concepción de la unidad de moldeado, dos grandes familias, a saber por un lado instalaciones llamadas "rotativas" y, por otro lado, las instalaciones llamadas "lineales", más especialmente objeto de la presente invención. [0006] Se recordará que en la primera, la unidad de moldeado de la instalación es una máquina provista de un carrusel que lleva una pluralidad de moldes repartidos sobre su circunferencia, comprendiendo cada molde, a veces 20 llamado molde "en billetera", dos semi-moldes montados para girar uno con respecto al otro según un eje paralelo al eje del recipiente, y donde los recipientes son por lo tanto sucesivamente moldeados por unidad. [0007] A título de ejemplo, se podrán consultar para la primera familia de instalación de tipo "rotativa" los documentos del Solicitante WO-A1-99/03667 (figura 5) o WO-A1-00/69614. 25 [0008] En la segunda familia, la unidad de moldeado de la instalación es llamada de tipo "lineal" puesto que, por comparación, la máquina comprende un molde que comprende dos semi-moldes desplazables en translación uno con respecto del otro, perpendicularmente al plano de unión del molde. [0009] Las cadencias de fabricación son generalmente más elevadas en las instalaciones de la primera familia (superiores a 1500 recipientes/ hora/ molde) que en las instalaciones de la segunda familia. 30 [0010] Esa es la razón por la cual, las instalaciones de tipo "lineal" comprenden generalmente un molde multi-huellas para el moldeado simultáneo de varios recipientes, al menos dos recipientes, lo cual permite incrementar las cadencias de las instalaciones de la segunda familia. [0011] A título de ejemplo, se podrá consultar para la segunda familia de instalación de tipo "lineal" el documento del Solicitante FR-A1-2.879.179 que se refiere a un dispositivo de transferencia destinado a equipar una instalación de fabricación de recipientes de tipo lineal según el preámbulo de la reivindicación 1. [0012] El dispositivo de transferencia tiene en especial por función la de transportar un grupo de preformas (o bocetos) desde la salida del horno de la unidad de acondicionamiento térmico, donde se cargan, hasta la unidad de moldeado donde se descargan para ser transformadas por soplado o estirado-soplado en recipientes, en este caso por grupos de cuatro recipientes. 40 [0013] Este documento describe más especialmente medios de unión capaces de hacer variar la separación entre los módulos que constituyen el dispositivo de transferencia, más concretamente para hacer variar la separación entre los módulos de un paso primario P1 correspondiente a la separación entre dos preformas sucesivas a la salida del horno, a un paso secundario P2, superior al paso primario P1, que corresponde a la separación necesaria para la descarga entre cada módulo que lleva una preforma y que está determinado por la separación en el molde entre dos huellas sucesivas de recipientes. [0014] Cada módulo (o carro) del dispositivo de transferencia comprende medios de prensión formados por una pinza provista de dos mordazas articuladas, alrededor de un eje B, entre una posición de abertura y una posición de cierre hacia la cual las mordazas de la pinza son solicitadas elásticamente mediante un elemento elástico. [0015] Para proceder a la carga de una preforma, la pinza debe sucesivamente abrirse (posición de abertura) para que las mordazas se posicionen alrededor del cuello de la preforma y volver a cerrarse alrededor del cuello (posición 50 de cierre) por encima del collarín de la preforma. 2 [0016] El desplazamiento de las mordazas de la pinza entre las posiciones de abertura y de cierre no está controlado selectivamente sino que se obtiene directamente por cooperación con el cuello de la preforma. [0017] Efectivamente, el extremo libre de cada mordaza de la pinza presenta ventajosamente un perfil en "V" determinado que está constituido por una primera superficie delantera y por una segunda superficie trasera que 5 forma cada una una rampa destinada a cooperar con el cuello de la preforma respectivamente durante la carga (prensión) y durante la descarga (liberación). [0018] Para proceder a la carga de una preforma a la salida del horno, la pinza es desplazada transversalmente hacia delante en dirección de la preforma y de manera síncrona con respecto a la velocidad de desplazamiento de las preformas que, provenientes del horno, circulan según la dirección longitudinal de desplazamiento. 10 [0019] Cada pinza va a venir en contacto con la parte del cuello de la preforma situada por encima del collarín y por lo tanto las mordazas se van a separar y volver a cerrarse enseguida alrededor del cuello bajo la fuerza de solicitación del elemento elástico, viéndose la abertura de la pinza facilitada por la cooperación de formas entre la primera superficie delantera del perfil en "V" y el cuello cilíndrico de la preforma. [0020] La abertura de las mordazas de la pinza se obtiene por lo tanto por un encaje de la pinza en el cuello de la preforma con un esfuerzo suficiente para vencer la fuerza ejercido sobre las mordazas por el elemento de 15 solicitación elástica, es decir obtenida por enganche o introducción "a la fuerza". [0021] De la misma manera, cuando la pinza es desplazada transversalmente hacia atrás para proceder a la descarga, estando cada preforma inmovilizada por el molde, las mordazas se van a separar para liberar la preforma antes de volver a cerrarse en vacío bajo la fuerza de solicitación del elemento elástico, durante la descarga la 20 abertura de la pinza vuelve a verse facilitada por la cooperación de formas entre la segunda superficie trasera del perfil en "V" de las mordazas y el cuello cilíndrico de la preforma. [0022] Sin embargo, un tal dispositivo de transferencia no es satisfactorio en el caso de una instalación de tipo lineal, en particular cuando la instalación comprende una unidad de acondicionamiento térmico provista de un horno destinado a realizar un tratamiento térmico del cuerpo de la preforma de tipo "calentamiento preferente". 25 [0023] Un tratamiento térmico del cuerpo de la preforma por "calentamiento preferente" consiste en calentar selectivamente y en diferido determinadas porciones del cuerpo de la preforma de manera que la temperatura en el conjunto del cuerpo de la preforma no sea homogéneo según el eje de la preforma sino que comprenda porciones longitudinales relativamente más calientes que se alternan con otras porciones longitudinales intercaladas relativamente menos calientes, siendo las primeras capaces de deformarse más fácilmente que las últimas en el transcurso de la deformación ulterior del cuerpo de la preforma durante el soplado o estirado-soplado. [0024] Gracias a un tal tratamiento térmico, es posible fabricar recipientes que presenten por todo un espesor de pared aproximadamente constante a pesar de tener un cuerpo de forma compleja. [0025] Por recipiente de forma compleja, se entiende generalmente un recipiente final que no sea aproximadamente cilíndrico de revolución pero que presente por ejemplo una sección horizontal poligonal (triangular, cuadrangular, 35 pentagonal, etc.) o incluso un recipiente de cuerpo aplanado, tal como los frascos destinados a contener productos de mantenimiento o de higiene y cuyos cuellos están provistos de medios de pulverización o vaporización del producto,o incluso un tapón. [0026] Para más detalles sobre el tratamiento térmico de la preforma por calentamiento preferente, se consultará por ejemplo ventajosamente... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de transferencia (50, 50) de una preforma (14), o de un recipiente (12), que comprende al menos una pinza (54, 54) que está constituida por dos palancas (54a, 54b, 54a, 54b) horizontales montadas articuladas alrededor de un eje vertical (B) entre una posición abierta y una posición cerrada de la pinza (54, 54) y que 5 comprende medios de solicitación elástica (60, 60) de las palancas (54a, 54b, 54a, 54b) hacia la posición cerrada, caracterizado por el hecho de que el dispositivo de transferencia (50, 50) comprende un mecanismo (80, 80) para controlar selectivamente la abertura y cierre de la pinza (54, 54), comprendiendo este mecanismo (80, 80): - un elemento de separación (82, 82) de las palancas (54a, 54b, 54a, 54b) destinado a ser accionado por una biela de accionamiento (84, 84) que está montada pivotante alrededor de un árbol (C, 56), 10 - comprendiendo la biela de accionamiento (84, 84) del elemento de separación (82, 82) al menos un extremo libre (88, 88) que es capaz de cooperar con unos primeros medios de accionamiento (90) destinados a provocar la abertura de la pinza (54, 54) con dirección hacia los primeros medios de solicitación elástica (60, 60) de las palancas (54a, 54b, 54a, 54b), y - medios de acerrojamiento (92) asociados que están montados móviles entre una posición acerrojada en la cual la pinza (54, 54) se mantiene en posición abierta y una posición escamoteada en la cual la pinza (54, 54) tiene libertad para cerrarse, - siendo los medios de acerrojamiento (92, 92) capaces de cooperar con unos segundos medios de accionamiento (94) destinados a provocar el desplazamiento de los medios de acerrojamiento (92), de la posición acerrojada hacia la posición escamoteada, para activar automáticamente el cierre de la pinza (54, 54). 2. Dispositivo de transferencia (50, 50) según la reivindicación 1, caracterizado por el hecho de que el elemento de separación (82, 82) está solidarizado con la biela de accionamiento para girar con esta (84, 84) de manera que 20 el conjunto formado por el elemento de separación y la biela de accionamiento es susceptible de pivotar alrededor del árbol vertical (C, 56) entre : - una posición activa, correspondiente a la posición acerrojada de los medios de acerrojamiento (92, 92), en la cual el elemento de separación (82, 82) se mantiene para solicitar, en dirección de los primeros medios de solicitación elástica (60, 60), las palancas (54a, 54b, 54a, 54b) en la posición de abertura de la pinza, y - una posición pasiva, correspondiente a la posición escamoteada de los medios de acerrojamiento (92, 92), en la cual el elemento de separación (82, 82) liberado, que está solicitado por los primeros medios de solicitación elástica (60, 60), coopera con unos medios de tope (110, 110) que determinan la posición de cierre de la pinza (54, 54). 3. Dispositivo de transferencia (50, 50) según cualquiera de las reivindicaciones 1 o 2, caracterizado por el hecho 30 de que los medios de acerrojamiento (92, 92) comprenden un saliente de acerrojamiento (130, 130) que está montado móvil entre la posición escamoteada y la posición acerrojada en la cual el saliente de acerrojamiento (130, 130), que está solicitado por unos segundos medios de solicitación elástica (132, 132), coopera con una muesca (136, 136) complementaria para inmovilizar el conjunto formado por el elemento de separación (82, 82) y la biela de accionamiento (84, 84) en dirección de los primeros medios de solicitación elástica (60, 60). 35 4. Dispositivo de transferencia (50, 50) según la reivindicación 3, caracterizado por el hecho de que los medios de acerrojamiento (92, 92) comprenden un elemento de control (138, 138) del cierre de la pinza (54, 54) que, capaz de cooperar selectivamente con los primeros medios de accionamiento (90), es susceptible de provocar el desacerrojamiento desplazando, en dirección de los segundos medios de solicitación elástica (132, 132), el saliente de acerrojamiento (130, 130) de la posición acerrojada a la posición escamoteada de manera que, liberando el 40 conjunto formado por el elemento de separación (82, 82) y la biela de accionamiento (84, 84), los primeros medios de solicitación elástica (60, 60) de las palancas (54a, 54b, 54a, 54b) provocan el cierre automático de la pinza. 5. Dispositivo de transferencia (50, 50) según la reivindicación 4, caracterizado por el hecho de que el elemento de control de cierre (138, 138) y el saliente de acerrojamiento (130, 130) están montados solidarios del extremo libre (146, 146) de un brazo de soporte (140, 140) que está montado pivotante en su otro extremo (142, 142) 45 alrededor de un eje vertical, estando el brazo de soporte (140, 140) solicitado por los segundos medios de solicitación elástica (132, 132) de los medios de acerrojamiento (92, 92). 6. Dispositivo de transferencia (50, 50) según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que la biela de accionamiento (84, 84) del elemento de separación (82, 82) comprende en su extremo libre (88, 88) un elemento de control (160, 160) de la abertura de la pinza (54, 54) que, capaz de cooperar 50 selectivamente con los segundos medios (94) de accionamiento, es susceptible de provocar el desplazamiento del elemento de separación (82, 82) de la posición pasiva hacia la posición activa correspondiente a la posición abierta de la pinza (54, 54). 7. Dispositivo de transferencia (50, 50) según cualquiera de las reivindicaciones 3 a 6, caracterizado por el hecho de que el mecanismo (80, 80) comprende una palanca (170, 170) que comprende un extremo que está conectado con la biela de accionamiento (84, 84) y cuyo otro extremo libre (172, 172) comprende la muesca (136, 136) complementaria del saliente de acerrojamiento (130, 130). 5 8. Dispositivo de transferencia (50, 50) según la reivindicación 7, caracterizado por el hecho de que la palanca (170, 170) comprende una superficie de guiado (178, 178), adyacente a la muesca (136, 136), contra la cual el saliente de acerrojamiento (130, 130) se apoya en posición escamoteada, por el hecho de que el saliente de acerrojamiento (130, 130) recorre la superficie de guiado (178, 178) que hace de rampa cuando la palanca (170, 170) se acciona mediante la biela de accionamiento (84, 84) que desplaza hacia la posición activa los primeros 10 medios de accionamiento (90) que cooperan con el elemento de control (160, 160) de abertura de la pinza (54, 54), y por el hecho de que, cuando la biela de accionamiento (84, 84) alcanza la posición activa correspondiente a la posición abierta de la pinza, el saliente de acerrojamiento (130, 130) bascula simultáneamente a la posición acerrojada penetrando en la muesca (136, 136). 9. Instalación (10) lineal para la fabricación de recipientes (12) a partir de preformas (14) de materia termoplástica, que comprende sucesivamente, de aguas arriba hacia aguas abajo, según una dirección longitudinal (L) de 15 desplazamiento al menos : - una unidad de acondicionamiento térmico (34) provista de medios de calefacción, tales como un horno (36) de calentamiento preferente, destinado a calentar las preformas (14) hasta una temperatura determinada, - una unidad de moldeado (38) provista de al menos un molde (40) para transformar por soplado o por estiradosoplado al menos una preforma (14) en recipiente (12), y al menos - un dispositivo de transferencia (50, 50) según cualquiera de las reivindicaciones anteriores que está destinado a transferir una preforma (14), o un grupo de preformas, de la unidad de acondicionamiento térmico (34) hasta la unidad de moldeado (38). 10. Instalación (10) según la reivindicación 9, caracterizada por el hecho de que la instalación (10) comprende un primer dispositivo de transferencia (50) provisto de al menos un módulo (182) capaz de transferir simultáneamente al 25 menos una preforma (14) desde una zona de carga (184) situada a la salida de la unidad de acondicionamiento térmico (34) hasta la unidad de moldeado (38). 11. Instalación (10) según la reivindicación 10, caracterizada por el hecho de que al menos los módulos (182) del primer dispositivo de transferencia (50) de las preformas (14) están conectados entre sí mediante medios de unión 30 (186) capaces de hacer variar la separación longitudinal que separa a dos pinzas (54) sucesivas, entre una primera separación, llamada (PAS1), correspondiente a una configuración contraída de los módulos (182) y una segunda separación, llamada (PAS2), correspondiente a una configuración desplegada de los módulos (182). 12. Instalación (10) según cualquiera de las reivindicaciones 10 ó 11, caracterizada por el hecho de que cada módulo (182) del primer dispositivo de transferencia (50) de las preformas (14) comprende una pinza (54) cuya 35 abertura y cierre está controlado selectivamente mediante el mecanismo (80) para asegurar en especial la transferencia de la preforma (14) manteniéndola en una posición angular determinada desde su carga hasta su descarga en el molde (40) de la unidad de moldeado (38). 13. Instalación (10) según la reivindicación 12, caracterizada por el hecho de que los primeros medios de accionamiento (90) están dispuestos al nivel de la zona de carga (184) a la salida de la unidad de acondicionamiento 40 térmico (34) para cooperar con el elemento de control (138) de cierre de cada pinza (54) para controlar selectivamente el cierre de cada pinza alrededor del cuello (22) de cada preforma (14) a transferir. 14. Instalación (10) según cualquiera de las reivindicaciones anteriores, caracterizada por el hecho de que los segundos medios de accionamiento (94) están dispuestos al nivel de la unidad de moldeado (38) para cooperar con el elemento de control (160) de abertura de cada pinza (54) para controlar selectivamente la abertura de cada pinza (54) cuando las preformas (14) están inmovilizadas en la posición angular determinada al menos por el molde (40). 15. Instalación (10) según cualquiera de las reivindicaciones 10 a 14, caracterizada por el hecho de que la instalación (10) comprende, aguas abajo con respecto al primero (50), un segundo dispositivo de transferencia (50) provisto de un mecanismo (80) similar que es capaz de transferir hacia aguas abajo al menos un recipiente (12) fabricado por la unidad de moldeado mediante al menos un módulo (182). 50 16. Instalación (10) según la reivindicación 15, caracterizada por el hecho de que los segundos medios de accionamiento (94) dispuestos al nivel de la unidad de moldeado (38) son capaces de cooperar con el elemento de control (138) de cierre de cada pinza (54) del segundo dispositivo de transferencia (50) para controlar 26 selectivamente el cierre de cada pinza (54) alrededor del cuello (22) del recipiente (12) fabricado destinado a ser transferido hacia aguas abajo. 17. Instalación (10) según la reivindicación 16, caracterizada por el hecho de que los segundos medios de accionamiento (94) están montados móviles entre una primera posición de accionamiento y una segunda posición 5 de accionamiento para cooperar selectivamente con el elemento de control (138) de cierre de cada pinza (54) del segundo dispositivo de transferencia (50) de los recipientes (12) en la primera posición y con el elemento de control (160) de abertura de cada pinza (54) del primer dispositivo de transferencia (50) de las preformas (14) en la segunda posición. 18. Instalación (10) según cualquiera de las reivindicaciones 10 a 15, caracterizada por el hecho de que la 10 instalación (10) comprende al menos unos primeros medios de transmisión (204) capaces de desplazar según la dirección longitudinal (L) el primer dispositivo de transferencia (50) de las preformas (14) y/o el segundo dispositivo de transferencia (50) de los recipientes (12) y unos segundos medios de transmisión (206 ; 208) capaces de desplazar según una dirección transversal, ortogonal a la dirección longitudinal (L) de desplazamiento, las pinzas (54, 54) de los módulos (182) del primer dispositivo de transferencia (50) de las preformas (14) y/o del segundo 15 dispositivo de transferencia (50) de los recipientes (12) respectivamente, para proceder a la carga o a la descarga de las preformas (14) o de los recipientes (12). 19. Instalación (10) según cualquiera de las reivindicaciones anteriores, caracterizada por el hecho de que la instalación comprende unos terceros medios de accionamiento (238) que, dispuestos aguas abajo con respecto a la unidad de moldeado (38), son capaces de cooperar con el elemento de control (160) de abertura de cada pinza (54) 20 para controlar selectivamente la abertura de cada pinza (54) del segundo dispositivo de transferencia (50) para liberar los recipientes (12). 27 28 29 31 32 33 34 36 37 38 39 41 42 43 44
Patentes similares o relacionadas:
DISPOSITIVO DE TRANSPORTE HELICOIDAL PARA PREFORMAS, del 23 de Noviembre de 2011, de SIDEL PARTICIPATIONS: Dispositivo de transporte para productos de tipo preformas, caracterizado por qué forma dicho dispositivo una especie de túnel en el que se encuentra guiado […]
MOLDEO DE ARTÍCULOS DE PLÁSTICO, del 22 de Febrero de 2011, de SIDERIS, CONSTANTINOS: Equipo de moldeo para su uso en un método para moldear artículos de plástico en el que se moldea por inyección una preforma en una cavidad de moldeo por inyección […]
APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS, del 23 de Noviembre de 2010, de LA SEDA DE BARCELONA,S.A.: Aparato para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos […]
ELEMENTO DE CARRIL DE TRASLADO DE OBJETOS EN POSICION SUSPENDIDA Y DISPOSITIVO DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN ELEMENTO DE ESE TIPO, del 14 de Octubre de 2010, de SIDEL PARTICIPATIONS: Elemento de carril de traslado de objetos en posición suspendida, concretamente de recipientes tales como botellas o preformas, comprendiendo este elemento de carril de traslado […]
MAQUINA DE SOPLADO CON SOPORTE PARA ACCESORIOS DE MONTAJE Y SOPORTE PARA ACCESORIOS DE MONTAJE, del 29 de Septiembre de 2010, de KRONES AG: Máquina (M) de soplado para recipientes, en especial botellas de plástico, con un recorrido (F) de avance para el pretratamiento térmico de preformas (P) transportadas […]
DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS, del 11 de Agosto de 2010, de M. TANNER AG: Dispositivo transportador para cuerpos cilíndricos , como preformas para cuerpos huecos, que presentan al menos un cuello , en un segmento de transporte, […]
CADENA DE TRANSFERENCIA PARA PREFORMAS CON MANGO, del 4 de Junio de 2010, de ADS: Cadena de transferencia de preformas de un puesto de llegada de las preformas hacia un puesto de moldeo a través de un puesto (II) de calentamiento […]
PROCEDIMIENTO DE COMBUSTIÓN DE MINERALES GRANULADOS, del 3 de Marzo de 2011, de MAERZ OFENBAU AG: Procedimiento para quemar producto de combustión mineral granulado, particularmente de piedra caliza o dolomita, en un horno de pozos , el […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 MOLDEO DE ARTÍCULOS DE PLÁSTICO, del 22 de Febrero de 2011, de SIDERIS, CONSTANTINOS: Equipo de moldeo para su uso en un método para moldear artículos de plástico en el que se moldea por inyección una preforma en una cavidad de moldeo por inyección […]
MOLDEO DE ARTÍCULOS DE PLÁSTICO, del 22 de Febrero de 2011, de SIDERIS, CONSTANTINOS: Equipo de moldeo para su uso en un método para moldear artículos de plástico en el que se moldea por inyección una preforma en una cavidad de moldeo por inyección […] APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS, del 23 de Noviembre de 2010, de LA SEDA DE BARCELONA,S.A.: Aparato para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos […]
APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS, del 23 de Noviembre de 2010, de LA SEDA DE BARCELONA,S.A.: Aparato para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos […] ELEMENTO DE CARRIL DE TRASLADO DE OBJETOS EN POSICION SUSPENDIDA Y DISPOSITIVO DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN ELEMENTO DE ESE TIPO, del 14 de Octubre de 2010, de SIDEL PARTICIPATIONS: Elemento de carril de traslado de objetos en posición suspendida, concretamente de recipientes tales como botellas o preformas, comprendiendo este elemento de carril de traslado […]
ELEMENTO DE CARRIL DE TRASLADO DE OBJETOS EN POSICION SUSPENDIDA Y DISPOSITIVO DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN ELEMENTO DE ESE TIPO, del 14 de Octubre de 2010, de SIDEL PARTICIPATIONS: Elemento de carril de traslado de objetos en posición suspendida, concretamente de recipientes tales como botellas o preformas, comprendiendo este elemento de carril de traslado […] MAQUINA DE SOPLADO CON SOPORTE PARA ACCESORIOS DE MONTAJE Y SOPORTE PARA ACCESORIOS DE MONTAJE, del 29 de Septiembre de 2010, de KRONES AG: Máquina (M) de soplado para recipientes, en especial botellas de plástico, con un recorrido (F) de avance para el pretratamiento térmico de preformas (P) transportadas […]
MAQUINA DE SOPLADO CON SOPORTE PARA ACCESORIOS DE MONTAJE Y SOPORTE PARA ACCESORIOS DE MONTAJE, del 29 de Septiembre de 2010, de KRONES AG: Máquina (M) de soplado para recipientes, en especial botellas de plástico, con un recorrido (F) de avance para el pretratamiento térmico de preformas (P) transportadas […] DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS, del 11 de Agosto de 2010, de M. TANNER AG: Dispositivo transportador para cuerpos cilíndricos , como preformas para cuerpos huecos, que presentan al menos un cuello , en un segmento de transporte, […]
DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS, del 11 de Agosto de 2010, de M. TANNER AG: Dispositivo transportador para cuerpos cilíndricos , como preformas para cuerpos huecos, que presentan al menos un cuello , en un segmento de transporte, […]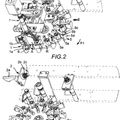 CADENA DE TRANSFERENCIA PARA PREFORMAS CON MANGO, del 4 de Junio de 2010, de ADS: Cadena de transferencia de preformas de un puesto de llegada de las preformas hacia un puesto de moldeo a través de un puesto (II) de calentamiento […]
CADENA DE TRANSFERENCIA PARA PREFORMAS CON MANGO, del 4 de Junio de 2010, de ADS: Cadena de transferencia de preformas de un puesto de llegada de las preformas hacia un puesto de moldeo a través de un puesto (II) de calentamiento […]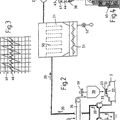 PROCEDIMIENTO DE COMBUSTIÓN DE MINERALES GRANULADOS, del 3 de Marzo de 2011, de MAERZ OFENBAU AG: Procedimiento para quemar producto de combustión mineral granulado, particularmente de piedra caliza o dolomita, en un horno de pozos , el […]
PROCEDIMIENTO DE COMBUSTIÓN DE MINERALES GRANULADOS, del 3 de Marzo de 2011, de MAERZ OFENBAU AG: Procedimiento para quemar producto de combustión mineral granulado, particularmente de piedra caliza o dolomita, en un horno de pozos , el […]