Procedimiento e instalación de alineamiento de productos transportados sobre una mesa.
Procedimiento de puesta en línea, una tras otra, de botellas (1) que llegan en flujo,
oblicuamente desde unamesa (12) de dosificación, sobre una mesa (13) de alineamiento del tipo multi-cintas, consistiendo dichoprocedimiento en:
-guiar dichas botellas (1) oblicuamente sobre dicha mesa (13) de alineamiento entre su entrada y susalida y, simultáneamente,
-aumentar gradualmente la velocidad de dichas botellas (1) sobre una parte de dicha mesa dealineamiento, a partir de dicha entrada para alcanzar una velocidad que es superior a la velocidadnominal Vn, dicha velocidad nominal corresponde a la cadencia C de las unidades de producciónaguas arriba y aguas abajo multiplicada por el diámetro D de dichas botellas (1),caracterizado por que consiste en someter a dichas botellas (1) a al menos dos operaciones alternadasde apretamiento y de separación, sobre la parte aguas abajo de dicha mesa (13) de alineamiento,antes de su evacuación, con la forma de una fila constituida, por un transportador (14) de transferencia.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/051221.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE 76930 OCTEVILLE SUR MER FRANCIA.
Inventor/es: PETROVIC, ZMAJ, KRAUTH,DENIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G47/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › adaptados para recibir los objetos que llegan de un transportador en una capa y para transferirlos en capas individuales a más de un transportador, o viceversa , p. ej. combinando el paso de objetos transportados por más de un transportador.
PDF original: ES-2401211_T3.pdf
Fragmento de la descripción:
Procedimiento e instalación de alineamiento de productos transportados sobre una mesa.
El presente invento se refiere al un procedimiento de colocación en fila, una tras otra, de un flujo de botellas, en la salida de una mesa de dosificación, después de un acumulador, por ejemplo, u otro. Concierne igualmente la instalación dispuesta para llevar a cabo este procedimiento.
El documento FR 2330618 describe un procedimiento según el preámbulo de la reivindicación 1 y una instalación según el preámbulo de la reivindicación 4, que permite transformar un flujo de botellas en una única fila donde dichas botellas son transportadas una tras otra hacia una unidad de llenado u otra.
Esta instalación incluye una mesa de dosificación que prepara un flujo de botellas provenientes de una mesa de acumulación, por ejemplo. Esta mesa está constituida por cintas sin fin yuxtapuestas para transportar el flujo de botellas haciéndolas avanzar a una velocidad, llamada velocidad nominal Vn, que permite alcanzar un flujo correspondiente más o menos al flujo de la unidad de producción que vierte las botellas sobre la mesa de acumulación.
Las botellas pasan de la mesa de dosificación a una mesa de alineamiento que está igualmente constituida por varias cintas sin fin yuxtapuestas y una guía, dicha guía está dispuesta oblicuamente por encima de dicha mesa de alineamiento, obligando a los botellas a pasar desde una banda a otra a lo largo de su progresión aguas debajo de la mesa y en particular hacia el transportador de evacuación.
Las diferentes bandas sin fin de la mesa de alineación están animadas con una velocidad gradualmente creciente a partir de la entrada de dicha mesa. Estas velocidades aumentan progresivamente para estirar el flujo de botellas y permitir la colocación en línea de estas últimas, sobre una única fila, a lo largo de su progresión sobre esta mesa de alineamiento.
Con el incremento de la velocidad sobre la mesa multi-cintas, el espacio entre las botellas aumenta y la fuerza resultante generada por la guía hace que las botellas se inserten unas entre otras.
Se encuentra una disposición similar en el documento EP 1497208 con una disposición particular a nivel de la mesa de dosificación, o de transición, que se extiende entre la mesa de acumulación y la mesa de alineamiento.
Las carencias, que son cada vez más rápidas, no permiten garantizar un alineamiento de las botellas en distancias razonables.
A pesar de las disposiciones aportadas a estas instalaciones, el alineamiento de las botellas sigue siendo un problema y se encuentra todavía incidentes con botellas que no llegan a integrarse en la fila aun aumentando el tiempo que pasan sobre la mesa de alineamiento y alargando esta última.
En el documento FR anteriormente citado, este problema se resuelve mediante la agregación, en el margen del transportador de evacuación, de un transportador de reintegración que devuelve las botellas no insertadas en la parte aguas arriba de la mesa de alineamiento.
Esta solución aumenta la manipulación de las botellas con los riesgos de alteraciones y de degradación de botellas, causados por el rozamiento sobre las guías.
El invento permite tratar este problema de alineamiento de forma eficaz y más racional, sin complicar la instalación.
Permite además simplificar las regulaciones cuando hace falta adaptar la velocidad de las botellas sobre las mesas en función de las cadencias y en función del tipo de botellas, siendo algunas botellas más estables que otras.
Estas características y parámetros de los productos que se desea alinear pueden ser tenidas en cuenta más fácilmente por el operador para optimizar el proceso de alineamiento y alcanzar un rendimiento máximo sin riesgos para las botellas y en particular sin riesgo de caídas.
La instalación para la realización del procedimiento conserva una determinada compacidad; puede ser incluso de una dimensión más interesante que las instalaciones descritas en los documentos anteriormente citados.
Según el invento, el procedimiento consiste en colocar en línea, una tras otra, unas botellas que llegan en flujo, oblicuamente a través de una mesa de dosificación, sobre una mesa de alineamiento del tipo multi-cintas, consistiendo dicho procedimiento en:
-Guiar dichas botellas oblicuamente sobre dicha mesa de alineamiento entre su entrada y su salida y, simultáneamente,
-acelerar gradualmente la velocidad de dichas botellas sobre una parte de dicha mesa de alineamiento, a partir de dicha entrada y, además,
-someter a dichas botellas a al menos dos operaciones alternadas de apretamiento y alejamiento, sobre la parte aguas abajo de dicha mesa de alineamiento, antes de su evacuación, con la forma de una fila constituida, por un transportador de transferencia, aumentando dichas operaciones las probabilidades de integración de las botellas ofreciendo a las botellas que se encuentra en la segunda fila la posibilidad de posicionarse en un intervalo, incluso si este intervalo es insuficiente para integrar inmediatamente la fila, y mantenerse en este intervalo mediante el efecto de ángulo para superar la operación de apretamiento siguiente antes de integrarse sin dificultad en dicha fila desde la operación siguiente de separación.
Según una disposición del invento, el procedimiento consiste en efectuar la operación de apretamiento a una velocidad que se sitúa en un margen que va desde Vn hasta 1, 1 Vn.
Según otra disposición del invento, el procedimiento consiste en efectuar la operación de separación a una velocidad que se sitúa en un margen que va desde 1, 2 Vn hasta 1, 3 Vn.
El invento concierne igualmente la instalación dispuesta para llevar a cabo el procedimiento detallado anteriormente.
Esta instalación según el invento incluye principalmente: -una mesa de dosificación que lleva un flujo de botellas a una velocidad apropiada, - un transportador de transferencia que evacua la fila de botellas, cuando está constituida, a una velocidad que es superior a la velocidad nominal Vn y, entre las dos, - una mesa de alineamiento multi-cintas que está superada por una guía dispuesta oblicuamente entre sus dos extremidades, incluyendo dicha tabla de alineamiento dos grupos de cintas:
-Un primer grupo de cintas que recibe y alinea, lo máximo que puede, las botellas provenientes de dicha mesa de dosificación, dicho primer grupo de cintas está animado con velocidades que van creciendo partiendo de una velocidad sensiblemente superior a la velocidad de entrega de las botellas, por dicha mesa de dosificación, para alcanzar gradualmente una velocidad superior a la velocidad nominal Vn y,
-un segundo grupo de cintas, antes de dicho transportador de transferencia, constituido por al menos dos pares de cintas que están animadas, en el interior de cada par, por velocidades diferentes para efectuar, alternativamente y de un par a otro, las operaciones de apretamiento y de separación de las botellas que circulan sobre dichas cintas.
Según una disposición del invento, en cada par de cintas, la cinta aguas arriba que está implicada en la operación de apretamiento de las botellas funciona a una velocidad que se sitúa en un margen que va desde Vn hasta 1, 1Vn y la cinta aguas abajo que esté implicada en la operación de separación de las botellas funciona a una velocidad que se sitúa en un margen que va desde 1, 2 Vn hasta 1, 3 Vn.
De forma clásica, las cintas de los diferentes pares son arrastradas por una de sus extremidades por un mismo árbol motor que incluye ruedas de engrane de diámetros diferentes.
Pero el invento será todavía detallado con la ayuda de la siguiente descripción y de los dibujos anexos, dados a título indicativo, y en los que:
-la figura 1 es una vista en planta esquemática de una instalación según el invento,
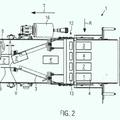
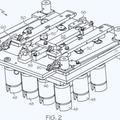
-la figura 2 representa la parte aguas arriba de los pares de cintas que están dispuestas antes del transportador de transferencia, en la parte aguas debajo de la mesa de alineamiento, con una indicación de la velocidad de las diferentes cintas,
-las figuras 3 a 8 ilustran, esquemáticamente, el proceso de colocación en línea de las botellas que no están todavía integradas, a nivel de la parte aguas debajo de la mesa de alineamiento.
La instalación representada en la figura 1 se inserta, por ejemplo, en una instalación global de preparación de botellas (1) , entre una llenadora y una etiquetadora, no representadas.
Esta instalación es del tipo de las que están descritas en los documentos anteriormente citados y en particular el documento EP 1497208.
Incluye una mesa (12) de dosificación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de puesta en línea, una tras otra, de botellas (1) que llegan en flujo, oblicuamente desde una mesa (12) de dosificación, sobre una mesa (13) de alineamiento del tipo multi-cintas, consistiendo dicho procedimiento en:
- guiar dichas botellas (1) oblicuamente sobre dicha mesa (13) de alineamiento entre su entrada y su salida y, simultáneamente, -aumentar gradualmente la velocidad de dichas botellas (1) sobre una parte de dicha mesa de alineamiento, a partir de dicha entrada para alcanzar una velocidad que es superior a la velocidad nominal Vn, dicha velocidad nominal corresponde a la cadencia C de las unidades de producción aguas arriba y aguas abajo multiplicada por el diámetro D de dichas botellas (1) , caracterizado por que consiste en someter a dichas botellas (1) a al menos dos operaciones alternadas de apretamiento y de separación, sobre la parte aguas abajo de dicha mesa (13) de alineamiento, antes de su evacuación, con la forma de una fila constituida, por un transportador (14) de transferencia.
2. Procedimiento según la reivindicación 1, caracterizado por que consiste en efectuar la operación de apretamiento a una velocidad que se sitúa en un margen que va desde Vn hasta 1, 1Vn.
3. Procedimiento según una cualquiera de las reivindicaciones 1 o 2, caracterizado por que consiste en efectuar la operación de separación a una velocidad que se sitúa en un margen que va desde 1, 2Vn hasta 1, 3Vn.
4. Instalación para la puesta en línea, una tras otra, de botellas (1) que llegan un flujo, incluyendo,
principalmente: -una mesa (12) de dosificación que lleva un flujo de botellas (1) a una velocidad apropiada, -un transportador (14) de transferencia que evacua la fila de botellas, cuando está constituida, a una velocidad que es superior a la velocidad nominal Vn y, entre las dos, -una mesa (13) de alineamiento multi-cintas, estando superada dicha mesa (13) de alineamiento por una guía (16) dispuesta oblicuamente entre sus dos extremidades, e incluye un primer grupo de cintas (15ap) que recibe y alinea, tanto como se pueda, las botellas (1) provenientes de dicha mesa (12) de dosificación, dicho primer grupo de cintas (15ap) está animado con velocidades crecientes partiendo de una velocidad sensiblemente superior a la velocidad de entrega de dichas botellas (1) por dicha mesa (12) de dosificación, para alcanzar gradualmente una velocidad que es superior a la velocidad nominal Vn, correspondiendo dicha velocidad nominal a la carencia C, de las unidades de producción aguas arriba y aguas abajo, multiplicada por el diámetro D de dichas botellas (1) , caracterizada por que la mesa (13) de alineamiento incluye un segundo grupo de cintas (15as) dispuesto entre dicho primer grupo de cintas (15ap) y dicho transportador (14) de transferencia, constituido por al menos dos pares de cintas (15.1, 15.2 y 15.3, 15.4….) que están animadas, en el interior de cada par, por diferentes velocidades para efectuar, alternativamente y de un par al otro, las operaciones de apretamiento y de separación de las botellas (1) que circulan sobre dichas cintas (15as) .
5. Instalación según la reivindicación 4, caracterizada por que la velocidad de las cintas (15.1, 15.3, 15.5) impares implicadas en la operación de apretamiento de las botellas (1) se sitúa en un margen que va desde Vn hasta 1, 1Vn.
6. Instalación según una cualquiera de la reivindicaciones 4 o 5, caracterizada por que la velocidad de las cintas (15.2, 15.4, 15.6) pares implicadas en la operación de separación de las botellas se sitúa en un margen que va desde 1, 2Vn hasta 1, 3Vn.
Patentes similares o relacionadas:
Dispositivo y procedimiento para transferir varios flujos de productos paralelos a un único flujo de productos o viceversa, del 7 de Agosto de 2019, de THEEGARTEN-PACTEC GMBH & CO. KG: Dispositivo para transferir varios flujos de productos (R1, R2) paralelos entre sí formados cada uno por productos (P) en trozos pequeños, preferentemente […]
Procedimiento de agrupación y dispositivo de agrupación para generar y reunir grupos de artículos a partir de una multitud de artículos, del 19 de Febrero de 2019, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento de agrupación para generar y reunir grupos (G) de artículos (A) a partir de una multitud de artículos (A), en particular artículos […]
Cinta transportadora y unidad de transporte, del 9 de Enero de 2019, de DAIFUKU CO., LTD.: Una cinta transportadora que comprende: una banda sin fin enrollada sobre una pluralidad de elementos de bobinado […]
Dispositivo de separación para una máquina de envasado y procedimiento, del 6 de Junio de 2018, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Dispositivo de separación para una máquina de envasado , que comprende un primer sistema de cinta y un segundo sistema de cinta que están dispuestos de manera […]
Sistema y método de transporte y acumulación de productos, del 7 de Junio de 2017, de GARVEY CORPORATION: Un sistema de transporte y acumulación de productos , que comprende: (a) un primer medio de transporte para el desplazamiento de productos desde una […]
 Procedimiento y dispositivo para unir líneas que comprende un dispensador de etiquetas, del 31 de Agosto de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Dispositivo de unión de líneas con al menos
una cinta transportadora con una dirección de transporte (T) y
dos carriles guía móviles que pueden […]
Procedimiento y dispositivo para unir líneas que comprende un dispensador de etiquetas, del 31 de Agosto de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Dispositivo de unión de líneas con al menos
una cinta transportadora con una dirección de transporte (T) y
dos carriles guía móviles que pueden […]
 Conjunto de cabezal de mordazas ajustables, del 31 de Agosto de 2016, de Standard Knapp Inc: Conjunto de cabezal de mordazas para una máquina de procesamiento de productos, que comprende:
un soporte de mordazas, que incluye:
una […]
Conjunto de cabezal de mordazas ajustables, del 31 de Agosto de 2016, de Standard Knapp Inc: Conjunto de cabezal de mordazas para una máquina de procesamiento de productos, que comprende:
un soporte de mordazas, que incluye:
una […]
Aparato de descarga de bolsas de producto del tipo dúplex, del 4 de Mayo de 2016, de TOYO JIDOKI CO., LTD.: Un aparato de descarga de bolsas de producto de tipo dúplex para dos bolsas de producto llenas y selladas recibidas, que son agarradas por parejas separadas de pinzas […]