APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS.
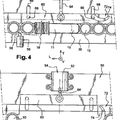
Aparato (12) para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos (121) y medios de impulsión rotativos (122) montados por encima de dichos rodillos de alineación para impulsar hacia atrás las preformas orientadas incorrectamente o las preformas encajadas,
estando dicho aparato caracterizado por las siguientes características (i) o (ii): (i) comprende unos medios de detención o tope (30, 31) montados por encima de los rodillos de alineación (121) para detener las preformas encajadas orientadas correctamente (P2/P3) o una preforma orientada incorrectamente o preformas encajadas orientadas incorrectamente (P4/P5) por debajo de los medios de impulsión rotativos (122) hasta que los medios de impulsión rotativos impulsan hacia atrás a la(s) preforma(s) detenida(s), estando dichos medios de detención (30, 31) adaptados para permitir que una preforma orientada correctamente se deslice sobre los rodillos de alineación, (ii) comprende unos medios de guiado (34) para elevar una preforma orientada incorrectamente o unas preformas encajadas orientadas incorrectamente (P4/P5) a contacto con los medios de impulsión rotativos (122), estando dichos medios de guiado (34) adaptados para permitir que una preforma orientada correctamente se deslice sobre los rodillos de alineación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07022926.
Solicitante: LA SEDA DE BARCELONA,S.A..
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: BROWN, PAUL.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Noviembre de 2007.
Fecha Concesión Europea: 23 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C49/42B
- B65G47/256 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › retirando los objetos orientados de forma incorrecta.
Clasificación PCT:
- B65G47/256 B65G 47/00 […] › retirando los objetos orientados de forma incorrecta.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un aparato mejorado para poner en orden y alinear preformas según el preámbulo de la reivindicación 1 adjunta. Este aparato se emplea, por ejemplo, para suministrar preformas a una máquina, tal como una máquina de moldeado por soplado para fabricar recipientes de plástico. La presente invención se refiere además a un sistema de suministro que comprende el aparato, al uso del aparato y a un sistema para manufacturar recipientes de plástico moldeados por soplado que comprende el aparato.
TÉCNICA ANTERIOR
En el campo del envasado plástico, una técnica bien conocida, ampliamente usada para manufacturar recipientes de plástico, es la técnica de moldeado por soplado y de inyección de dos etapas. En una primera etapa, las preformas de plástico son moldeadas por inyección en una máquina de inyección. Una preforma presenta un cuerpo sustancialmente tubular que está cerrado por un extremo inferior y abierto por el otro extremo superior. Una preforma comprende además un collarín de soporte en su parte superior, cerca de su boca abierta. En una segunda etapa, se suministran las preformas a una máquina de moldeado por soplado que se usa para fabricar recipientes orientados biaxialmente por estiramiento y soplado de cada preforma en un molde.
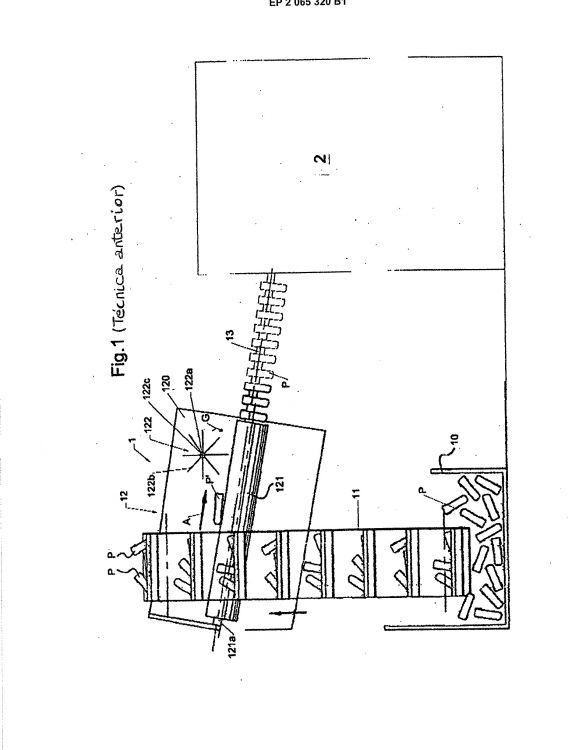
En esta técnica de moldeado por soplado y de inyección de dos etapas, la máquina de inyección para manufacturar las preformas y la máquina de moldeado por soplado para manufacturar los recipientes a partir de las preformas son dos máquinas independientes. En tal caso, se usa generalmente un sistema de suministro del tipo ilustrado en la FIG. 1, para suministrar a la máquina de moldeado por soplado preformas alineadas y orientadas correctamente. De un modo más general, se puede usar un sistema de suministro de este tipo para suministrar a cualquier máquina preformas alineadas y orientadas correctamente.
Más concretamente, un sistema de suministro de este tipo comprende un aparato para poner en orden y alinear las preformas, y que es designado generalmente como un “dispositivo de puesta en orden”. Un dispositivo de puesta en orden comprende generalmente dos rodillos de alineación rotativos que están inclinados respecto la a horizontal y que son sustancialmente paralelos entre sí. Estos dos rodillos están separados entre sí de manera tal que dejan un espacio a lo largo y entre los rodillos para el cuerpo de las preformas. Sin embargo, la distancia entre los dos rodillos es suficientemente pequeña para permitir que los dos rodillos retengan las preformas por su collarín de soporte.
En funcionamiento, las preformas caen bajo el efecto de la gravedad sobre los rodillos de alineación que son accionados en rotación en sentidos opuestos. Bajo el efecto combinado de la gravedad y la rotación de los rodillos de alineación, las preformas tienden a moverse y orientarse entre los rodillos en una posición vertical. De esta manera, las preformas orientadas correctamente son alineadas y soportadas sobre los dos rodillos por su collarín de soporte, mientras que el cuerpo de las preformas cuelga por debajo entre los rodillos. Las preformas alineadas y orientadas correctamente bajan deslizándose bajo el efecto de la gravedad a lo largo de los rodillos de alineación inclinados hacia una máquina dispuesta corriente abajo, y por ejemplo una máquina de moldeado por soplado.
Con el fin de mejorar la orientación y el posicionamiento de las preformas entre los rodillos de alineación, los dispositivos de puesta en orden de la técnica anterior comprenden adicionalmente una rueda o rueda de aletas rotativa que está montada por encima de los dos rodillos de alineación. El eje de rotación de esta rueda de aletas es transversal, más preferentemente, de modo sustancialmente perpendicular al eje de rotación de los rodillos. En funcionamiento, la rueda de aletas es accionada en rotación según una velocidad preestablecida de manera tal que las aletas de la rueda de aletas recorren el espacio superior a los rodillos e impulsan hacia atrás a las preformas que no están orientadas y posicionadas correctamente entre los dos rodillos, y también a las preformas encajadas que pueden estar orientadas correctamente y soportadas por el rodillo por el collarín de soporte de la preforma inferior. El principio de esta rueda de aletas rotativa es que estadísticamente las preformas quedan en teoría orientadas y posicionadas correctamente después de un cierto número de impulsos.
En la práctica, los dispositivos de puesta en orden usuales con rueda de aletas rotativa a menudo funcionan incorrectamente. De hecho, durante el funcionamiento algunas preformas (una preforma sola o preformas encajadas) que no están orientadas correctamente no son impulsadas hacia atrás mediante la rueda de aletas, deslizándose entonces más allá de la rueda de aletas y nunca son orientadas correctamente sobre los rodillos de alineación. Dichas preformas orientadas incorrectamente (preformas solas o preformas encajadas) producen un atasco en la salida de los dispositivos de puesta en orden. Ocurre además que las preformas encajadas que están orientadas correctamente sobre los rodillos de alineación no son impulsadas hacia atrás mediante la rueda de aletas y deslizan más allá de la rueda de aletas. Dichas preformas orientadas correctamente pero encajadas pueden producir además un atasco en la salida de los dispositivos de puesta en orden. Estos atascos pueden conducir a la detención del suministro de preformas en la entrada de la máquina dispuesta corriente abajo (por ejemplo, una máquina de moldeado por soplado) y pueden producir una interrupción perjudicial del funcionamiento de esta máquina. Cuando se produce un atasco, se requiere una intervención manual fastidiosa para sacar la(s) preforma(s) atascada(s). El aparato descrito en el documento FR-A-2864050 da a conocer el preámbulo de la reivindicación 1.
OBJETIVO DE LA INVENCIÓN
El objetivo de la invención es proponer una solución simple y eficiente para aumentar la fiabilidad de los dispositivos de puesta en orden mencionados anteriormente de la técnica anterior y reducir el número de atascos de preformas corriente abajo de tales dispositivos de puesta en orden.
SUMARIO DE LA INVENCIÓN
Este objetivo es conseguido por el aparato de puesta en orden y alineación de preformas tal como se define en la reivindicación 1.
La expresión “preforma orientada correctamente” significa, en la presente memoria, que la preforma está soportada y suspendida en su posición vertical sobre los rodillos de alineación por su collarín de soporte. La expresión “preforma orientada incorrectamente” significa, en la presente memoria, cualquier otra orientación de la preforma, en la que la preforma no satisfaga la definición de “preforma orientada correctamente”. La expresión “preformas encajadas orientadas correctamente” significa, en la presente memoria, que las preformas están encajadas y que están soportadas y suspendidas en su posición vertical sobre los rodillos de alineación por el collarín de soporte de la preforma inferior. La expresión “preformas encajadas orientadas incorrectamente”, utilizada en la presente memoria, significa cualquier otra orientación de preformas encajadas que no satisfaga la definición anterior de “preformas encajadas orientadas correctamente”.
En una variante, únicamente se pueden implementar dichas características (i). En otra variante, únicamente se pueden implementar las características (ii). En otra variante, se pueden implementar ambas características (i) y (ii).
Cuando ambas características (i) y (ii) son implementadas, los medios de guiado están situados preferentemente corriente arriba de los medios de detención o tope, y más concretamente se extienden hacia abajo hasta dichos medios de detención.
En las reivindicaciones adjuntas se definen otras características técnicas opcionales del aparato de la invención.
Un objetivo adicional de la invención es un sistema de suministro para suministrar preformas orientadas y alineadas correctamente a una máquina dispuesta corriente abajo según la reivindicación 12.
Un objetivo adicional de la invención es el uso del aparato de la invención mencionado anteriormente según la reivindicación 13. Un objetivo adicional de la invención es un sistema para manufacturar recipientes de plástico moldeados por soplado según la reivindicación 15.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Reivindicaciones:
1. Aparato (12) para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos (121) y medios de impulsión rotativos (122) montados por encima de dichos rodillos de alineación para impulsar hacia atrás las preformas orientadas incorrectamente o las preformas encajadas, estando dicho aparato caracterizado por las siguientes características (i)
o (ii):
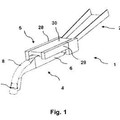
(i) comprende unos medios de detención o tope (30, 31) montados por encima de los rodillos de alineación (121) para detener las preformas encajadas orientadas correctamente (P2/P3) o una preforma orientada incorrectamente o preformas encajadas orientadas incorrectamente (P4/P5) por debajo de los medios de impulsión rotativos (122) hasta que los medios de impulsión rotativos impulsan hacia atrás a la(s) preforma(s) detenida(s), estando dichos medios de detención (30, 31) adaptados para permitir que una preforma orientada correctamente se deslice sobre los rodillos de alineación,
(ii) comprende unos medios de guiado (34) para elevar una preforma orientada incorrectamente o unas preformas encajadas orientadas incorrectamente (P4/P5) a contacto con los medios de impulsión rotativos (122), estando dichos medios de guiado (34) adaptados para permitir que una preforma orientada correctamente se deslice sobre los rodillos de alineación.
2. Aparato según la reivindicación 1, caracterizado por ambas características (i) y
(ii) y en el que los medios de guiado (34) están dispuestos corriente arriba respecto los medios de detención (30, 31).
3. Aparato según la reivindicación 2, en el que los medios de guiado (34) se prolongan de forma descendiente hacia los medios de detención (30, 31).
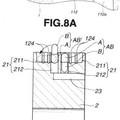
4. Aparato según la reivindicación 1 ó 2, en el que los medios de guiado (34) están constituidos por dos paredes laterales paralelas (34).
5. Aparato según la reivindicación 4, en el que dichas paredes laterales (34) están separadas por una distancia (W) que es menor que el diámetro (D) del collarín
de soporte (C) de una preforma.
6. Aparato según la reivindicación 4 ó 5, en el que los bordes frontales (34a) de las paredes laterales (34) están destinados a facilitar la elevación de preforma(s) sobre los bordes superiores (34b) de las paredes laterales.
7. Aparato según la reivindicación 6, en el que los bordes frontales (34a) de las paredes laterales (34) están inclinados en relación a un plano (E) que es perpendicular al eje de rotación (121a) de los rodillos (121) con un ángulo frontal (º) de valor superior a 0º.
8. Aparato según la reivindicación 7, en el que el ángulo frontal (º) es de 10º aproximadamente.
9. Aparato según una cualquiera de las reivindicaciones 4 a 8, en el que los bordes inferiores (35) de las paredes laterales (34) están biselados en su extremo dispuesto corriente arriba (35a) para facilitar la entrada del collarín de soporte (C) de una preforma orientada correctamente (P1) entre dichos bordes inferiores (35) y los rodillos (121).
10. Aparato según una cualquiera de las reivindicaciones 2 a 9, en el que los medios de detención y los medios de guiado están constituidos por una guía (3) que comprende dos paredes laterales principales (30) de altura (H), que están unidas entre sí mediante una pared superior (31), y que comprenden dos paredes laterales (34) de una altura inferior (h) que son una prolongación de dichas paredes laterales principales (30).
11. Aparato según una cualquiera de las reivindicaciones 1 a 10, en el que los medios de impulsión rotativos (122) están constituidos por una rueda de aletas.
12. Sistema de suministro (1) para suministrar preformas alineadas y orientadas correctamente (P) a una máquina dispuesta corriente abajo (2) y que comprende una cuba (10) para almacenar preformas (P) a granel, un ascensor de suministro (11) para retirar las preformas (P) de la cuba (10) y para elevar las preformas (P) y dejar caer las preformas (P) según un ritmo preestablecido dentro de un aparato (12) para poner en
orden y alinear las preformas, caracterizado porque comprende un aparato según una cualquiera de las reivindicaciones 1 a 11.
13. Uso de un aparato según una cualquiera de las reivindicaciones 1 a 11 para suministrar preformas alineadas y orientadas correctamente (P) a una máquina dispuesta corriente abajo (2).
14. Uso según la reivindicación 13, en el que la máquina dispuesta corriente abajo (2) es una máquina de moldeado por soplado.
15. Sistema para manufacturar recipientes de plástico moldeados por soplado, y que comprende una máquina de moldeado por soplado (2) y un aparato para poner en orden y alinear unas preformas, caracterizado porque comprende un aparato según una cualquiera de las reivindicaciones 1 a 11 para suministrar a la máquina de
15 moldeado por soplado (2) preformas alineadas y orientadas correctamente (P).
Patentes similares o relacionadas:
Unidad de suministro, del 4 de Enero de 2017, de SCHMIDT, HEIKO: Unidad de suministro para la aportación en posición correcta de elementos de unión tales como tuercas a remachar o pernos a remachar de […]
Método y aparato para el suministro ordenado de recipientes a una máquina automática, del 29 de Octubre de 2014, de MARCHESINI GROUP S.P.A.: Método para suministrar recipientes a una máquina automática, presentando los recipientes al menos una base (3a) de soporte y un eje (3b) longitudinal, […]
Dispositivo de transferencia para transferir envases sellados de un producto alimenticio que se puede verter y método para recoger envases sellados caídos del dispositivo de transferencia, del 21 de Mayo de 2014, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Dispositivo de transferencia para la transferencia de envases sellados de un producto alimenticio vertible, que comprende - un bastidor fijo ; - un medio de […]
 Dispositivo de posicionado de arandelas de retención, del 25 de Julio de 2012, de MONDRAGON GOI ESKOLA POLITEKNIKOA JOSE MARIA ARIZMENDIARRIETA, S.COOP: Dispositivo de posicionado de arandelas de retención adaptado para posicionar arandelas de retención con forma de C o similares, que comprende […]
Dispositivo de posicionado de arandelas de retención, del 25 de Julio de 2012, de MONDRAGON GOI ESKOLA POLITEKNIKOA JOSE MARIA ARIZMENDIARRIETA, S.COOP: Dispositivo de posicionado de arandelas de retención adaptado para posicionar arandelas de retención con forma de C o similares, que comprende […]
 Mecanismo para extraer cápsulas defectuosas, del 4 de Abril de 2012, de SHIONOGI QUALICAPS CO., LTD.: Dispositivo de transporte de cápsulas para transportar cápsulas que tienen una tapa (A) acoplada a un cuerpo (B),presentando la tapa un diámetro […]
Mecanismo para extraer cápsulas defectuosas, del 4 de Abril de 2012, de SHIONOGI QUALICAPS CO., LTD.: Dispositivo de transporte de cápsulas para transportar cápsulas que tienen una tapa (A) acoplada a un cuerpo (B),presentando la tapa un diámetro […]
 SISTEMA DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN DISPOSITIVO DE ELIMINACION SELECTIVA DE LAS PREFORMAS MAL POSICIONADAS DE TIPO ALARGADO, del 13 de Noviembre de 2009, de SIDEL PARTICIPATIONS: Sistema de alimentación de preformas, en especial destinado a alimentar a una máquina de soplado de recipientes tales como botellas, del tipo […]
SISTEMA DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN DISPOSITIVO DE ELIMINACION SELECTIVA DE LAS PREFORMAS MAL POSICIONADAS DE TIPO ALARGADO, del 13 de Noviembre de 2009, de SIDEL PARTICIPATIONS: Sistema de alimentación de preformas, en especial destinado a alimentar a una máquina de soplado de recipientes tales como botellas, del tipo […]
TRANSPORTE PARALELO VERTICAL DE CIERRES DE TAPA., del 1 de Abril de 2007, de AMCOR WHITE CAP DEUTSCHLAND GMBH & CO. KG: Dispositivo para el transporte de cierres (D) de chapa metálica en una dirección esencialmente vertical desde un punto de almacenamiento a un punto de […]
 UNIDAD DE ABASTECIMIENTO PARA SUMINISTRAR O PROPORCIONAR COMPONENTES Y UNIDAD CLASIFICADORA PARA DICHOS COMPONENTES, del 25 de Noviembre de 2009, de SCHMIDT, HEIKO: Unidad de abastecimiento para suministrar o proporcionar componentes, por ej. tuercas de punzonado o elementos de ensamblaje similares, con […]
UNIDAD DE ABASTECIMIENTO PARA SUMINISTRAR O PROPORCIONAR COMPONENTES Y UNIDAD CLASIFICADORA PARA DICHOS COMPONENTES, del 25 de Noviembre de 2009, de SCHMIDT, HEIKO: Unidad de abastecimiento para suministrar o proporcionar componentes, por ej. tuercas de punzonado o elementos de ensamblaje similares, con […]