PROCEDIMIENTO DE COMBUSTIÓN DE MINERALES GRANULADOS.
Procedimiento para quemar producto de combustión mineral granulado,
particularmente de piedra caliza o dolomita, en un horno de pozos (3), el cual presenta al menos dos pozos (1, 2) conectados entre sí a través de un canal de circulación (19), los cuales mediante una inversión de la marcha periódica de combustible y aire de combustión a un pozos respectivo (1, 2), conforman de manera alternante un pozo de combustión (1) y un pozo de gases de combustión (2), presentando un suministro superior distanciado espacialmente entre sí del producto de combustión granulado y de aire de combustión de forma periódicamente alternante a respectivamente uno de los pozos (1, 2) y una salida de material que ha terminado el proceso de quemado en los extremos inferiores de los pozos, con lo cual los gases de escape del pozo de combustión se conducen a través del canal de circulación (19) hasta el pozo de gases de combustión (2), donde después de atravesar una zona de calentamiento delantera (8) superior fluyen más fríos y se succionan a través de una instalación de filtración (21) externa, donde tiene lugar otro suministro de aire desde el extremo inferior de los pozos (1, 2), para enfriar en una zona de enfriamiento inferior al material combustible que desciende desde la zona de combustión (18) en una zona de refrigerado (14) y para el suministro periódico del producto de combustión granulado durante el proceso de combustión al respectivo pozo de gases de combustión (2) entre éste y un recipiente de llenado (38) abierto hacia la atmósfera, se produce periódicamente una conexión, caracterizado por el hecho de que durante este suministro de producto de combustión se aspiran los gases de combustión con mayor potencia, de tal manera que se reduce la presión en el área de la apertura de llenado (37) del pozo (1, 2) a presión atmosférica y por consiguiente se evita el flujo de los gases de escape a través de la apertura de llenado (37)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05405005.
Solicitante: MAERZ OFENBAU AG.
Nacionalidad solicitante: Suiza.
Dirección: RICHARD-WAGNER-STRASSE 28 8027 ZÜRICH SUIZA.
Inventor/es: PIRINGER, HANNES.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Enero de 2005.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B21D43/05 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › especialmente adaptados a las prensas de fases múltiples.
- B65G47/90B
Clasificación PCT:
- C04B2/12 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 2/00 Cal, magnesia o dolomita. › en hornos de cuba o en hornos verticales.
- F27B1/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 1/00 Hornos de cuba u hornos verticales similares o con un predominio vertical (para el precalentamiento, la cocción, la calcinación o el enfriamiento de la cal, magnesia o dolomita C04B 2/12). › con dos o más cubas o cámaras, p. ej. de varios pisos.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de combustión de minerales granulados.
La invención se refiere a un procedimiento para quemar material combustible mineral granulado, en particular de piedra caliza o dolomita que corresponda a las características del concepto general de la reivindicación 1.
Los hornos de pozo que funcionan de la manera mencionada, se describen muchas veces como hornos MAERZ en la bibliografía y se diferencian de los hornos de pozo de otro tipo por una rentabilidad especialmente alta, la cual se caracteriza por una combustión en corriente continua con el material combustible en el pozo de combustión y una expulsión de los gases de combustión calientes en el pozo de gases de combustión paralelo en una contracorriente y así en un cambio periódico de los modos de funcionamiento entre ambos pozos. Debido a la resistencia al flujo en los pozos del horno rellenos del material de combustión granulado, el aire de combustión y el aire frío se deben suministrar con una sobrepresión notable, de tal manera que los pozos del horno se mantengan bajo sobrepresión, la cual por ejemplo puede ser de 40 kPa (400 mbar). Esta sobrepresión representa un obstáculo para abrir los pozos durante el proceso de combustión a la atmósfera, para suministrar nuevo material de combustión granulado, de modo que a tal objeto se utiliza habitualmente el estado sin presión durante la fase de conmutación. Con la interrupción que se consigue aquí del proceso de combustión resulta una reducción considerable del tiempo de funcionamiento efectivo del horno.
A partir de la AT 377078 o la US 4708643 (EP 0207048) se propuso proporcionar esclusas de presión para la adición de nuevo material de combustión granulado, de modo que ésta puede tener lugar a lo largo de todo el proceso de combustión. En un artículo de H. PIRINGER en el ZKG INTERNATIONAL, Bd. 56; Nr. 6, 2003, págs. 66-72 (XP-002502283) se señala además, que la adición de material de combustión (piedra caliza) durante el proceso de combustión puede tener lugar dos veces, para que las oscilaciones de la temperatura de los gases de combustión sean lo más bajas posible.
Las esclusas de presión sin embargo tienen la desventaja de que precisan un gasto espacial y técnico adicional y debido a esto se dificultan o se imposibilitan las medidas para la dosificación precisa del producto de combustión y para la admisión uniforme de los pozos del horno. Además impedir una salida de gases de combustión a la atmósfera provoca dificultades en la canalización de material de combustión.
Es tarea de la invención hallar un procedimiento del tipo citado que, también con un bajo coste constructivo en el reequipamiento de instalaciones de horno ya existentes, posibilite suministrar nuevo material de combustión granulado a lo largo de todo el proceso de combustión, de modo que se puede controlar mejor la temperatura de los gases de combustión de las instalaciones de horno y se facilitan las medidas constructivas para la adición y repartición más uniformes de nuevo producto de combustión.
La tarea citada se soluciona según la invención en base a las características de la reivindicación 1.
Formas de realización ventajosas del procedimiento según la invención son objeto de las reivindicaciones dependientes y la descripción siguiente junto con los dibujos. Se muestra:
Fig. 1 una representación en corte esquemática de una instalación de horno con dos pozos,
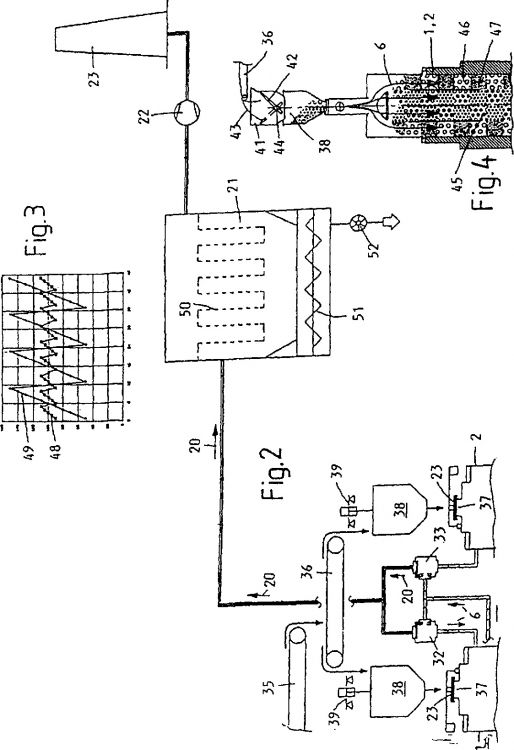
Fig. 2 una representación esquemática del área superior de la instalación de horno según la Fig. 1 con un equipo de filtración para la limpieza de los gases de combustión,
Fig. 3 un diagrama Tiempo-Temperatura para los gases de combustión que fluyen a través de la instalación de filtración y
Fig. 4 una representación en corte esquemática de la zona superior de un pozo de horno con una instalación de filtración.
Tal y como se conoce per se, se añade por carga en ambos pozos 1 y 2 del horno 3 un producto de combustión granulado con un tamaño de grano p.ej. en el rango de 40 a 80 mm, como se indica con las flechas 4 y 5. El suministro de aire de combustión, igualmente desde arriba, indicado por la flecha 6 y de combustible indicado por la flecha 7 sobre lanzas de combustión 9 dispuestas verticalmente en la zona de calentamiento delantera 8, se realiza alternando periódicamente a uno de los pozos 1 ó 2. Además se suministra aire frío de la zona de descarga 10, 11 inferior de ambos pozos 1, 2 indicados continuamente con las flechas 12, 13, de modo que el producto quemado, tras enfriarse al pasar por la zona de refrigeración 14 en la dirección de las flechas 15, 16, se puede descargar continuamente mediante un dispositivo de descarga 24 controlado.
El calentamiento del producto de combustión granulado para la zona de calentamiento delantera 8 del pozo de combustión 1 se realiza respectivamente en el pozo de gases de combustión 2 adyacente, en el cual los gases de combustión después de haber pasado por la zona de combustión 18 fluyen a través de un canal de conexión 19 como gases de combustión en el pozo de gases de combustión y seguidamente lo abandonan por arriba según la flecha 20. Según estas direcciones de flujo indicadas por las flechas 6 y 20 representan de este modo el pozo 1 el pozo de combustión y el pozo 2 el pozo de gases de combustión.
Los gases de combustión de la zona de combustión 18 del pozo de combustión 1 que fluyen hacia arriba desde el canal de conexión 19 con una temperatura de p. ej. 1000ºC, al atravesar el pozo de gases de combustión 2 calientan el material mineral granulado que se encuentra allí y así se enfrían estos gases, de tal manera que estos con p. ej. 100ºC se pueden succionar hasta una instalación de filtración succionante 21 dispuesta en el exterior de los pozos 1,2 mediante un fuelle mecánico 22 dispuesto en dirección a la chimenea 23.
Pasado un tiempo de combustión determinado el material de combustión en el pozo de gases de combustión 2 se habrá calentado tanto tiempo, que los gases de combustión se habrá enfriado esencialmente menos y el equipo de filtración conectado a continuación recibe cada vez mayor carga térmica. Además aumenta la pérdida de calor de la instalación de horno 3. Según el estado de la técnica con la adición de nuevo material de combustión sólo durante la conmutación periódica se debe interrumpir el proceso de combustión en el pozo de combustión 1 tras por ejemplo 12 minutos, con el fin de cambiar al otro pozo 2.
La conmutación del modo de funcionamiento, e.d. entre el proceso en el pozo de combustión 1 y la regeneración de calor en el pozo de gases de combustión 2 se realiza con la liberación de presión de los pozos de horno 1,2 y el cambio en las direcciones de flujo del combustible, el aire de combustión y los gases de combustión al abrir y cerrar varias válvulas accionadas hidráulicamente así como al abrir y cerrar la tapa superior del pozo 23 y las compuertas inferiores del pozo 25, para introducir un nuevo material combustible y extraer el producto quemado.
Para la liberación de presión se proveen conductos 26 y 27 para el aire de combustión que desembocan en el lado superior e inferior de cada pozo 1, 2 y para el aire frío se proveen las válvulas 28, 29, las cuales durante la conmutación del modo de operación entre los pozos 1, 2 posibilitan la introducción de aire en dirección de las flechas 30, 31. Además para liberar presión se abren las válvula de control 32, 33 provistas por encima de los pozos 1, 2 para abrir selectivamente el conducto de alimentación de aire de combustión en la dirección de la flecha 6 y abrir el conducto de expulsión de gases de combustión en la dirección de la flecha 20 hacia la instalación de filtración de gases de combustión 21 y así hacia la atmósfera. El tiempo requerido para tal conmutación en el estado de la técnica es de aprox. un minuto por cada ciclo de combustión de 12 minutos y por consiguiente dos horas al día.
Para poder abrir la tapa de pozo superior 23 del pozo de gases de combustión 2 también en el caso de una sobrepresión en los pozos 1, 2, de acuerdo con la invención se realiza la expulsión de los gases de combustión mediante un fuelle de succión 22, cuya potencia de succión puede elevarse antes de abrir la tapa de pozo 23 y hasta el cierre tras terminar la adición de producto de combustión, de tal forma que la sobrepresión en el área de la tapa de pozo 23 se...
Reivindicaciones:
1. Procedimiento para quemar producto de combustión mineral granulado, particularmente de piedra caliza o dolomita, en un horno de pozos (3), el cual presenta al menos dos pozos (1, 2) conectados entre sí a través de un canal de circulación (19), los cuales mediante una inversión de la marcha periódica de combustible y aire de combustión a un pozos respectivo (1, 2), conforman de manera alternante un pozo de combustión (1) y un pozo de gases de combustión (2), presentando un suministro superior distanciado espacialmente entre sí del producto de combustión granulado y de aire de combustión de forma periódicamente alternante a respectivamente uno de los pozos (1, 2) y una salida de material que ha terminado el proceso de quemado en los extremos inferiores de los pozos, con lo cual los gases de escape del pozo de combustión se conducen a través del canal de circulación (19) hasta el pozo de gases de combustión (2), donde después de atravesar una zona de calentamiento delantera (8) superior fluyen más fríos y se succionan a través de una instalación de filtración (21) externa, donde tiene lugar otro suministro de aire desde el extremo inferior de los pozos (1, 2), para enfriar en una zona de enfriamiento inferior al material combustible que desciende desde la zona de combustión (18) en una zona de refrigerado (14) y para el suministro periódico del producto de combustión granulado durante el proceso de combustión al respectivo pozo de gases de combustión (2) entre éste y un recipiente de llenado (38) abierto hacia la atmósfera, se produce periódicamente una conexión, caracterizado por el hecho de que durante este suministro de producto de combustión se aspiran los gases de combustión con mayor potencia, de tal manera que se reduce la presión en el área de la apertura de llenado (37) del pozo (1, 2) a presión atmosférica y por consiguiente se evita el flujo de los gases de escape a través de la apertura de llenado (37).
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que se limita una temperatura máxima de los gases de escape al salir de del pozo de gases de escape (2) mediante un suministro múltiple del producto de combustión granulado durante un período de combustión del pozo de quemado (1) y el período de combustión respectivo se extiende hasta lograr un valor máximo de la temperatura de gases de escape.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado por el hecho de que para lograr una distribución de grano uniforme en un pozo (1, 2) en sección transversal circular, el suministro periódico de producto de combustión se realiza a través de un recipiente de llenado (38) pivoteable sobre un eje vertical, el cual pivotea continuamente durante su llenado.
4. Procedimiento según la reivindicación 1 ó 2, caracterizado por el hecho de que en el caso de un pozo de horno (1, 2) realizado con una sección transversal longitudinal o rectangular, se modifica la dirección de la separación que se realiza al llenar el recipiente de llenado con granos del material combustible granulado con dimensiones crecientes, por medio de la modificación de la dirección de llenado, de tal forma que la distribución del tamaño de grano se modifica por capas en la columna de material a granel que se forma en el pozo de horno (1, 2).
5. Procedimiento según la reivindicación 1, 3 ó 4, caracterizado por el hecho de que la respectiva cantidad de llenado que se va a introducir en el recipiente de llenado (38) se controla por medio del pesado del recipiente de llenado (38), para lo cual éste está conectado con un dispositivo de pesado (39).
6. Procedimiento según la reivindicación 4, caracterizado por el hecho de que la modificación de los tamaños de grano que crecen de acuerdo con el avance, se realiza por medio de una resbaladera (42), cuya dirección de avance se modifica periódicamente por medio de pivoteo en la dirección contraria.
7. Procedimiento según la reivindicación 6, caracterizado por el hecho de que la dirección de transporte de la resbaladera (42) se invierte tras cada vaciado por cargas de uno de los recipientes de llenado (38) o tras varios vaciados de cargas del mismo, de tal forma que el volumen de las capas de la columna de material a granel en el pozo de horno (1, 2) corresponde con una distribución de la separación en sentido inverso del volumen de una o varias cargas.
8. Procedimiento según la reivindicación 4, caracterizado por el hecho de que las dos direcciones de llenado alternantes de la resbaladera (42) se extienden en paralelo a la dirección longitudinal de la sección transversal del pozo (1, 2).
Patentes similares o relacionadas:
Procedimiento de transporte para la transferencia de piezas de trabajo, del 10 de Junio de 2020, de HATEBUR UMFORMMASCHINEN AG: Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación […]
Método y disposición para generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa con varias estaciones, del 22 de Abril de 2020, de GUDEL GROUP AG: Método para la generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa de estación múltiple, comprendiendo los […]
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Procedimiento para optimizar perfiles de movimiento, procedimiento para proporcionar perfiles de movimiento, dispositivo de control, instalación y producto de programa informático, del 4 de Diciembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para optimizar los perfiles de movimiento (B1, B2) en una instalación (A), donde la instalación (A) presenta al menos una prensa (1a, 1b, 1c) con […]
Dispositivo de avance paso a paso de piezas de trabajo, del 7 de Mayo de 2019, de Sander Automation GmbH: Dispositivo de avance paso a paso de piezas de trabajo que comprende dos carriles de agarre dispuestos paralelamente uno a otro […]
Dispositivo de accionamiento para un transporte multiaxial de piezas de trabajo a través de estaciones de mecanizado consecutivas de una máquina de mecanizado, del 5 de Abril de 2019, de Schuler Pressen GmbH: Dispositivo de accionamiento para un transporte multiaxial de piezas de trabajo a través de estaciones de mecanizado consecutivas […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 13 de Febrero de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado […]