MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS.
Máquina rebobinadora que comprende: un sistema de bobinado (1,
2, 3) y un recorrido para alimentar un material en banda (N) hacia dicho sistema de bobinado, caracterizada porque: se disponen una superficie opuesta (33A; 55A), a lo largo de la cual pasa dicho material en banda, y por lo menos un elemento de succión (23) a lo largo de dicho recorrido de alimentación, para obstruir temporalmente la alimentación del material en banda y provocar su interrupción al final del bobinado de cada bobina (R), estando dispuestos dicho elemento de succión y dicha superficie opuesta para generar una fricción entre el material en banda y dicha superficie opuesta (33A; 55A), provocando dicha fricción la rotura de dicho material en banda mediante rasgado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2004/000651.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: ZONA IND. LE P.I.P. MUGNANO SUD 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Noviembre de 2004.
Clasificación Internacional de Patentes:
- B65H19/22B6
- B65H19/26C
Clasificación PCT:
- B65H19/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Corte de la banda sobre su trayecto hacia la bobina que se enrolla.
Clasificación antigua:
- B65H19/26 B65H 19/00 […] › Corte de la banda sobre su trayecto hacia la bobina que se enrolla.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Máquina rebobinadora para la producción de bobinas de material en banda y bobinas obtenidas.
Campo técnico
La presente invención se refiere a una máquina rebobinadora para bobinar un material en banda para formar bobinas destinadas, por ejemplo, pero no exclusivamente, a la producción de rollos de papel higiénico, de papel de cocina y similares. Más particularmente, pero no exclusivamente, la invención se refiere a una máquina rebobinadora denominada de superficie, es decir, en la que las bobinas se forman bobinando el material en banda en una cuna de bobinado formada por elementos de bobinado en contacto con la superficie exterior de dicha bobina. La invención también se refiere a un procedimiento de bobinado y, más particularmente, pero no exclusivamente, a un denominado procedimiento de bobinado de superficie.
Según otro aspecto, la invención se refiere a bobinas de material en banda bobinado con o sin núcleo de bobinado central.
Estado de la técnica
Para la producción de bobinas de papel, se utilizan las denominadas máquinas rebobinadoras de papel tisú u otros materiales en banda a las que se alimenta el material que se va a bobinar, y que producen bobinas con una cantidad preseleccionada de material bobinado. El material en banda típicamente se alimenta mediante desbobinadoras, es decir, máquinas que desbobinan una o más bobinas de gran diámetro provenientes, por ejemplo, de una fábrica papelera.
Las bobinas se pueden comercializar de este modo, o pueden experimentar operaciones de transformación adicionales; típicamente, se cortan en bobinas de una longitud axial más corta, igual al tamaño final de los rollos que se van a comercializar.
En algunos casos, el rebobinado se realiza mediante máquinas denominadas de rebobinado central, es decir, en las que se forman las bobinas alrededor de mandriles accionados mediante motor, en los que se pueden acoplar núcleos de bobinado realizados en cartón o en un material similar, concebidos para permanecer en el interior de las bobinas.
Las últimas máquinas rebobinadoras están basadas en el principio denominado bobinado de superficie o de periferia. En este caso, la bobina se forma en una cuna de bobinado, definida por rodillos de bobinado giratorios o por otros elementos de bobinado como correas, o combinaciones de rodillos y correas.
Además, se conocen sistemas combinados en los que se obtiene el bobinado mediante elementos de superficie, combinados con un sistema para el control del eje de la bobina en la fase de formación. Tanto en los sistemas de bobinado central como en los sistemas de bobinado de superficie, en ocasiones se utilizan máquinas en las que el mandril o núcleo de bobinado se extrae de la bobina acabada, de manera que el producto final es una bobina que prevé un orificio central, sin núcleo central. En el documento WO-A-0172620, se describen ejemplos de máquinas rebobinadoras de superficie de este tipo.
Las máquinas rebobinadoras, tanto de superficie como centrales, funcionan automáticamente y de forma continua, es decir, se alimenta el material en banda continuamente sin paradas y a una velocidad sustancialmente constante. El material en banda presenta unas líneas de perforación transversales que dividen el material en partes individuales que se pueden separar de la bobina para su uso final. Típicamente, el objetivo es producir bobinas con una cantidad precisa y preestablecida de dichas partes u chapas.
Cuando se ha completado un rollo o bobina, se debe llevar a cabo la fase de conmutación, en la que se descarga la bobina formada y se interrumpe el material en banda, formando un borde final de la bobina acabada y un borde inicial de la bobina siguiente. Dicho borde inicial empieza a bobinarse para formar una bobina nueva. La interrupción tiene lugar, preferentemente, a lo largo de una línea de perforación, de manera que el producto final contenga una cantidad total predeterminada de partes de material en banda.
Estas operaciones tienen lugar sin variaciones sustanciales en la velocidad de alimentación del material en banda y representan el momento más crítico del ciclo de bobinado. En las máquinas rebobinadoras modernas para la producción de papel tisú, la velocidad de alimentación del material en banda alcanza y excede velocidades del orden de 1.000 m/min, con ciclos de bobinado que en ocasiones duran menos de 2 segundos.
Por lo tanto, es importante proporcionar sistemas eficientes, fiables y flexibles para la interrupción del material en banda al final del bobinado de cada rodillo o bobina.
En el documento GB-A-1 435 525, se describe una máquina rebobinadora en la que se lleva a cabo la interrupción del material en banda por medio de una cuchilla o chorro de aire comprimido que rasga el material en banda o genera un bucle que hace cuña entre el nuevo núcleo de bobinado insertado en la cuna de bobinado y uno de los rodillos de bobinado.
En el documento US-A-4.327.877, se describe una máquina rebobinadora en la que se interrumpe el material en banda mediante la acción combinada de succión a través de la superficie de uno de los rodillos de bobinado y el aprisionado del material en banda entre el nuevo núcleo insertado en la cuna de bobinado y el rodillo de bobinado de succión. La succión forma un bucle en el material que se aprisiona y se estira en la dirección opuesta con respecto a la de alimentación del material en banda, que se bobina alrededor de la bobina hasta que se completa.
En los documentos GB-A-2 150 536 y US-A-5.368.252, se describen procedimientos y máquinas de rebobinado en los que el material en banda se rasga al final del bobinado únicamente por medio de la aceleración controlada de uno de los rodillos de bobinado. El mismo sistema basado en el principio de rasgado del material en banda a lo largo de una línea de perforación por medio de la aceleración de uno de los rodillos de bobinado se describe en el documento EP-A-1 219 555.
En el documento GB-A-2 105 687, se describen un procedimiento y una rebobinadora en los que se lleva a cabo la interrupción del material en banda mediante el corte con una cuchilla en un canal de uno de los rodillos de bobinado.
En los documentos US-A-5 137 2225 y EP-A-0 199 286, se describen unos procedimientos y máquinas de rebobinado en los que se realiza el rasgado mediante la cooperación de un núcleo de bobinado con una superficie fija contra la que el núcleo aprisiona el material en banda provocando su paro o desaceleración temporal.
En el documento IT-B-1.275.313, se describe un dispositivo en el que se rasga el material en banda mediante un núcleo receptor que coopera con el rodillo de bobinado principal.
En el documento US-A-6.056.229, se describe una máquina rebobinadora,en la que el material en banda se interrumpe aprisionándolo entre una superficie fija y un elemento móvil, que también constituye el receptor del núcleo de bobinado de la máquina.
En el documento US-A-5.979.818, se describe un procedimiento y una máquina particularmente fiables y flexibles. En este caso, el rasgado se realiza mediante un elemento móvil que coopera con uno de los rodillos de bobinado alrededor del cual se guía el material en banda, o con una correa que se extiende alrededor de dicho rodillo y que sostiene el material en banda mientras se alimenta hacia la cuna de bobinado. La diferencia de velocidad entre el rodillo de bobinado y el material en banda por un lado, y el elemento móvil por otro, provoca el rasgado del material en banda a lo largo de una línea perforada. Con respecto a los sistemas de rasgado anteriores, esta máquina rebobinadora conocida permite una precisión de bobinado muy elevada, también a velocidad elevada, con una configuración relativamente sencilla y económica, que también permite una flexibilidad de producción elevada.
La máquina rebobinadora y el procedimiento que se dan a conocer en la patente US nº 4.327.877 se consideran representativos de la técnica anterior.
A partir de la evolución representada por las máquinas y procedimientos descritos en las patentes mencionadas anteriormente, se pone de manifiesto que es necesario producir sistemas de rasgado e inicio de bobinado que sean cada vez más eficientes y fiables también a velocidades elevadas, y que permitan un alto nivel de flexibilidad, es decir, la posibilidad de variar los parámetros de bobinado de un modo sencillo, en particular la longitud...
Reivindicaciones:
1. Máquina rebobinadora que comprende: un sistema de bobinado (1, 2, 3) y un recorrido para alimentar un material en banda (N) hacia dicho sistema de bobinado, caracterizada porque: se disponen una superficie opuesta (33A; 55A), a lo largo de la cual pasa dicho material en banda, y por lo menos un elemento de succión (23) a lo largo de dicho recorrido de alimentación, para obstruir temporalmente la alimentación del material en banda y provocar su interrupción al final del bobinado de cada bobina (R), estando dispuestos dicho elemento de succión y dicha superficie opuesta para generar una fricción entre el material en banda y dicha superficie opuesta (33A; 55A), provocando dicha fricción la rotura de dicho material en banda mediante rasgado.
2. Máquina rebobinadora según la reivindicación 1, caracterizada porque dicho sistema de bobinado es un sistema de bobinado de superficie que comprende una cuna de bobinado.
3. Máquina rebobinadora según la reivindicación 1 ó 2, caracterizada porque dicho elemento de succión se encuentra en una posición sustancialmente fija.
4. Máquina rebobinadora según la reivindicación 1 ó 2, caracterizada porque dicho elemento de succión se puede mover a una velocidad sustancialmente diferente de la velocidad de alimentación del material en banda.
5. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque presenta un alimentador (19, 21) de núcleo de bobinado (A1, A2), para alimentar núcleos de bobinado en un recorrido de inserción (17) hacia dicha cuna de bobinado (1, 2, 3).
6. Máquina rebobinadora según la reivindicación 5, caracterizada porque a lo largo de dicho recorrido de inserción (17) se dispone por lo menos un elemento de alimentación del núcleo de bobinado (13, 13A), que se mueve hacia adelante a una velocidad sustancialmente igual a la velocidad del material en banda.
7. Máquina rebobinadora según la reivindicación 6, caracterizada porque a lo largo de dicho recorrido de inserción (17) se dispone una superficie de rodadura (15) para dichos núcleos, que forma con dicho elemento de alimentación (13) un canal de inserción (17) para los núcleos de bobinado.
8. Máquina rebobinadora según la reivindicación 7, caracterizada porque dicha superficie de rodadura y dicho elemento de alimentación de núcleo están dispuestos de manera que el material en banda se alimente entre el núcleo y el elemento de alimentación (13) cuando dicho núcleo (A1, A2) se encuentre en dicho recorrido de inserción (17).
9. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicho sistema de bobinado es un sistema de bobinado de superficie que incluye un primer rodillo de bobinado (1) y un segundo rodillo de bobinado (2), que definen una línea de contacto (5) entre sí, y porque dicho elemento de succión (23) está dispuesto aguas arriba de dicha línea de contacto con respecto a la dirección de alimentación de dicho material en banda.
10. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque a lo largo de dicha superficie opuesta está prevista por lo menos una abertura de succión (37; 59) que se extiende en una dirección transversal a la dirección de alimentación del material en banda.
11. Máquina rebobinadora según una o más de las reivindicaciones 6 a 8, caracterizada porque dicho por lo menos un elemento de alimentación alimenta los núcleos a lo largo de dicha superficie opuesta (33A; 55A).
12. Máquina rebobinadora según la reivindicación 7 y 11, caracterizada porque dicha superficie opuesta (33A; 55A) está opuesta con dicha superficie de rodadura (15), estando insertados los núcleos (A1, A2) entre dicha superficie opuesta y dicha superficie de rodadura, con el material en banda (N) dispuesto entre los núcleos y la superficie opuesta.
13. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicha superficie opuesta (33A; 55A) es una superficie fija.
14. Máquina rebobinadora según una o más de las reivindicaciones 6, 7, 8, 12, caracterizada porque dicho elemento de alimentación de núcleo comprende por lo menos un elemento flexible (13A) que pasa a lo largo de dicha superficie opuesta.
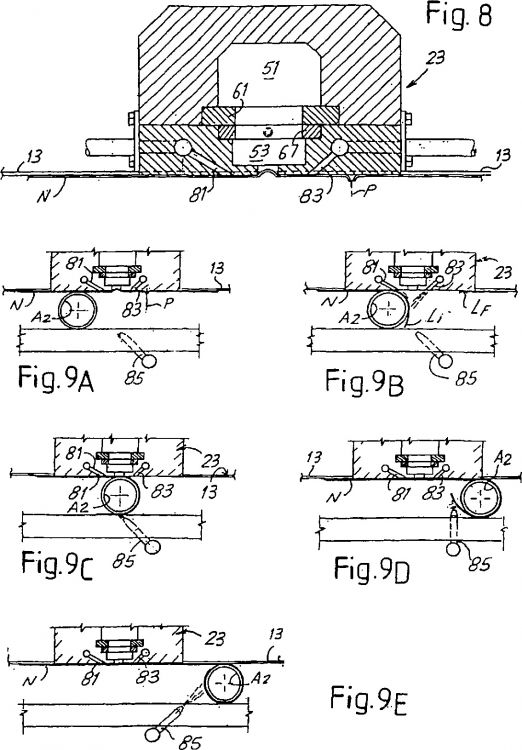
15. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicho elemento de succión (23) comprende una válvula deslizante (39; 65) para la apertura y el cierre rápidos de los orificios de succión (37; 63) mediante la cual dicho elemento de succión aplica la succión en dicho material en banda, activándose dicha válvula deslizante en conexión con una fase de conmutación del ciclo de bobinado realizado por dicha máquina rebobinadora.
16. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque comprende un primer rodillo de bobinado (1) alrededor del cual pasa por lo menos un elemento flexible (13A) con el cual está en contacto el material en banda alimentado a dicha cuna de bobinado; y en el que dicho elemento de succión (23) se combina con dicho elemento flexible que presenta una superficie opuesta (33A; 55A), moviéndose el elemento flexible (13A) a lo largo de dicha superficie opuesta.
17. Máquina rebobinadora según la reivindicación 16, caracterizada porque comprende un segundo rodillo de bobinado (2), que define junto con dicho primer rodillo de bobinado (1) una línea de contacto (5) para el paso del material en banda.
18. Máquina rebobinadora según las reivindicaciones 5 y 17, caracterizada porque dicha línea de contacto está dispuesta sustancialmente al final de dicho recorrido de inserción (17) de los núcleos de bobinado (A1, A2).
19. Máquina rebobinadora según por lo menos la reivindicación 5, caracterizada porque dicho recorrido de inserción del núcleo es sustancialmente rectilíneo.
20. Máquina rebobinadora según se reivindica en las reivindicaciones 18 y 19, caracterizada porque dicho recorrido de inserción, dicha línea de contacto y dichos primer y segundo rodillos de bobinado están dispuestos y concebidos de manera que el núcleo de bobinado se mueva en una dirección sustancialmente rectilínea a lo largo de dicho recorrido y durante la fase de bobinado en contacto con dichos primer y segundo rodillos de bobinado.
21. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicho por lo menos un elemento de succión está provisto de por lo menos una abertura (59) transversal a la dirección de alimentación del material en banda.
22. Máquina rebobinadora según la reivindicación 21, caracterizada porque dicha por lo menos una abertura transversal (59) se comunica con una cámara de succión temporizada (53) que se puede conectar a una fuente de succión.
23. Máquina rebobinadora según la reivindicación 22, caracterizada porque dicha cámara de succión temporizada (53) se puede conectar por medio de un elemento de apertura y cierre (61 a 65), controlado de un modo temporizado, a una cámara de succión continua (51), en la que se mantiene una depresión sustancialmente continua.
24. Máquina rebobinadora según la reivindicación 23, en la que dicho elemento de apertura y cierre comprende una placa deslizante (65), provista de una pluralidad de aberturas (67), siendo posible disponer dicha placa en una posición en la que dichas aberturas queden alineadas o alternativamente desplazadas con respecto a las aberturas (63) correspondientes, en una pared de separación entre dicha cámara de succión temporizada (53) y dicha cámara de succión continua (51).
25. Máquina rebobinadora según la reivindicación 24, caracterizada porque dichas aberturas en la placa y dichas aberturas en la pared de separación presentan una configuración alargada en la dirección de alimentación del material en banda.
26. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque presenta unos medios de aplicación de adhesivo para aplicar adhesivo en dichos núcleos.
27. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque presenta unas boquillas sopladoras (81, 83, 85) para facilitar el bobinado del borde libre alrededor del núcleo de bobinado.
28. Máquina rebobinadora según la reivindicación 27, caracterizada porque comprende por lo menos un primer y un segundo conjunto de boquillas sopladoras (81, 83) dispuestas aguas arriba y aguas abajo de la zona de aplicación de succión del material en banda.
29. Máquina rebobinadora según la reivindicación 28, caracterizada porque dichos primeros y segundos conjuntos de boquillas (81, 83) están dispuestos en el mismo lado que el recorrido de inserción del núcleo.
30. Máquina rebobinadora según la reivindicación 27, 28 ó 29, caracterizada porque comprende un tercer conjunto de boquillas sopladoras (85).
31. Máquina rebobinadora según una o más de las reivindicaciones 27 a 30, caracterizada porque por lo menos uno de dichos conjuntos de boquillas sopladoras oscila o gira alrededor de un eje transversal con respecto a la dirección de alimentación del material en banda.
32. Máquina rebobinadora según las reivindicaciones 30 y 31, caracterizada porque dicho tercer conjunto de boquillas sopladoras (85) es oscilante.
33. Máquina rebobinadora según por lo menos las reivindicaciones 30 y 32, caracterizada porque dicho tercer conjunto de boquillas sopladoras (85) está dispuesto en el lado opuesto del recorrido de inserción del núcleo con respecto a dichos primer y segundo conjunto de boquillas sopladoras (83, 85).
34. Máquina rebobinadora según una o más de las reivindicaciones 27 a 33, caracterizada porque no presenta unos medios para aplicar adhesivo a los núcleos de bobinado, empezándose el bobinado de cada bobina mediante unas boquillas sopladoras.
35. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque el recorrido de inserción del núcleo está concebido y dispuesto de manera que cada núcleo se extiende a lo largo de dicho recorrido en una distancia suficiente como para transferir parte del adhesivo aplicado con anterioridad sobre dicho núcleo a una parte del material en banda concebida para formar el borde libre final de la bobina (R).
36. Procedimiento para la producción de bobinas de material en banda bobinado, que comprenden las fases siguientes:
- alimentar el material en banda a un sistema de bobinado;
- bobinar una primera bobina (R) de material en banda;
- interrumpir el material en banda al final del bobinado de dicha primera bobina, formando un borde libre final (Lf) de dicha primera bobina y un borde libre inicial (Li) para el bobinado de una segunda bobina (R);
caracterizado porque dicho material en banda se interrumpe por unos medios de succión temporizada, que obstruyen su alimentación generando fricción entre el material en banda y una superficie opuesta (33A; 55A), provocando dicha fricción la rotura de dicho material en banda.
37. Procedimiento según la reivindicación 36, caracterizado porque dicho sistema de bobinado es un sistema de bobinado de superficie que comprende una cuna de bobinado.
38. Procedimiento según la reivindicación 37, caracterizado porque el material en banda se alimenta a través de una línea de contacto formada entre un primer y un segundo rodillo de bobinado, siendo aplicada dicha succión aguas arriba de dicha línea de contacto con respecto a la dirección de alimentación de dicho material en banda.
39. Procedimiento según la reivindicación 36, 37 ó 38, caracterizado porque dicha superficie opuesta es fija.
40. Procedimiento según una o más de las reivindicaciones 36 a 38, caracterizado porque dicha superficie opuesta se puede mover a una velocidad diferente con respecto a la velocidad de alimentación del material en banda.
41. Procedimiento según una o más de las reivindicaciones 36 a 40, caracterizado porque está prevista por lo menos una abertura de succión (37; 59) a lo largo de dicha superficie opuesta y se aplica la succión en dicho material en banda (N) cuando se mueve a lo largo de dicha superficie opuesta.
42. Procedimiento según una o más de las reivindicaciones 36 a 41, caracterizado porque dichas bobinas de material en banda se bobinan en unos núcleos de bobinado (A1, A2) alimentándose dichos núcleos a lo largo de un recorrido de inserción (17) hacia dicha cuna de bobinado (1, 2, 3).
43. Procedimiento según la reivindicación 42, caracterizado porque dicha superficie opuesta se extiende a lo largo de dicho recorrido de inserción.
44. Procedimiento según la reivindicación 42 ó 43, caracterizado porque un núcleo de bobinado (A1, A2) se mueve a lo largo de dicha superficie opuesta, con el material en banda (N) alimentado entre la superficie exterior y dicho núcleo de bobinado, avanzando el núcleo en contacto con el material en banda a la misma velocidad que dicho material en banda.
45. Procedimiento según la reivindicación 44, caracterizado porque dicha succión temporizada se aplica aguas abajo de la posición de dicho núcleo a lo largo del recorrido de inserción, provocando la interrupción del material en banda aguas abajo de dicho núcleo.
46. Procedimiento según la reivindicación 43, 44 ó 45, caracterizado porque está previsto un elemento de alimentación de núcleo a lo largo de dicha superficie opuesta.
47. Procedimiento según la reivindicación 46, caracterizado porque dicho elemento de alimentación de núcleo se mueve a una velocidad que sustancialmente se corresponde con la velocidad de alimentación del material en banda (N).
48. Procedimiento según la reivindicación 46 ó 47, caracterizado porque el material en banda (N) pasa entre dicho elemento de alimentación y el núcleo que presiona el material en banda contra dicho elemento de alimentación.
49. Procedimiento según una o más de las reivindicaciones 42 a 48, caracterizado porque se aplica el adhesivo (C) sobre dichosa núcleos de bobinado (A1, A2).
50. Procedimiento según la reivindicación 49, caracterizado porque se aplica dicho adhesivo según por lo menos una línea longitudinal.
51. Procedimiento según la reivindicación 49 ó 50, caracterizado porque por lo menos una parte (C1) de dicho adhesivo (C) se transfiere a una parte del material en banda que pertenece al borde libre final (Lf) para cerrar dicho borde libre final de dicha bobina.
52. Procedimiento según una o más de las reivindicaciones 42 a 51, caracterizado porque el bobinado del borde libre inicial (Li) alrededor de dicho núcleo de bobinado se inicia o se facilita por medio de uno o más chorros de aire.
Patentes similares o relacionadas:
 MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
 APARATO PARA PROVOCAR LA ROTURA DE BANDAS DE PAPEL DENTRO DE MÁQUINAS DE REBOBINADO, del 26 de Enero de 2011, de PERINI, FABIO: Aparato para provocar la rotura de bandas de papel dentro de máquinas de rebobinado, estando dotada dicha banda , a intervalos regulares, de líneas de perforación transversales […]
APARATO PARA PROVOCAR LA ROTURA DE BANDAS DE PAPEL DENTRO DE MÁQUINAS DE REBOBINADO, del 26 de Enero de 2011, de PERINI, FABIO: Aparato para provocar la rotura de bandas de papel dentro de máquinas de rebobinado, estando dotada dicha banda , a intervalos regulares, de líneas de perforación transversales […]
 MÉTODO PARA PRODUCIR LA RUPTURA DE BANDAS DE PAPEL EN MÁQUINAS REBOBINADORAS, del 19 de Enero de 2011, de PERINI, FABIO: Método para producir la ruptura de bandas de papel en máquinas rebobinadoras, que comprende una etapa para alimentar una banda de papel continua a una estación […]
MÉTODO PARA PRODUCIR LA RUPTURA DE BANDAS DE PAPEL EN MÁQUINAS REBOBINADORAS, del 19 de Enero de 2011, de PERINI, FABIO: Método para producir la ruptura de bandas de papel en máquinas rebobinadoras, que comprende una etapa para alimentar una banda de papel continua a una estación […]
 MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
un bastidor de bobinado para bobinar el material en banda […]
MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
un bastidor de bobinado para bobinar el material en banda […]
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA, del 1 de Septiembre de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo […]
 MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS, del 27 de Mayo de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
- un recorrido de introducción […]
MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS, del 27 de Mayo de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
- un recorrido de introducción […]
 PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS, del 3 de Marzo de 2010, de FABIO PERINI S.P.A.: Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de […]
PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS, del 3 de Marzo de 2010, de FABIO PERINI S.P.A.: Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de […]
Unidad de alimentación para una máquina de conversión de tejidos para convertir una banda de tejido de dos capas, del 13 de Mayo de 2020, de OMET S.R.L.: Unidad de alimentación para alimentar una máquina de conversión de tejidos para convertir una banda de tejido (W1, W2) de dos capas, comprendiendo […]