MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE.
Máquina de rebobinado para el bobinado de material en banda (7) en un núcleo (5) para formar rollos,
que comprende: - unos medios de suministro para el suministro del material en banda a una velocidad de suministro predefinida, - un primer tambor de bobinado (23) que gira con una velocidad periférica que corresponde sustancialmente con la velocidad de suministro y que constituye una guía para el material en banda, siendo el material en banda suministrado a dicho primer tambor de bobinado (23) y transferido desde dicho primer tambor de bobinado (23) hasta el núcleo (5) para formar el rollo (8); - un segundo tambor de bobinado (26), opuesto al primer tambor de bobinado (23) y dispuesto de manera que defina una zona (24) para el bobinado del material en banda; - unos medios de agarre (37, 37') para soportar el núcleo (5), - unos medios para desplazar el núcleo a lo largo de un paso de trabajo (P) dispuesto entre una posición de asimiento y una posición de liberación y que se extiende a través de una posición de contacto inicial (F) del núcleo (5) con el material en banda (7) guiado en el primer tambor de bobinado (23), así como una posición de bobinado final posterior, - unos medios para el giro controlado del núcleo, con el fin de bobinar el material en banda en el núcleo (5), formando el rollo (8), - unos medios para influir en el núcleo de manera que el bobinado del material en banda en el núcleo tenga lugar mientras se mantiene el rollo apoyado sobre el primer tambor de bobinado (23) y sobre el segundo tambor de bobinado (26) a través de una parte de incremento del rollo del paso de trabajo definido entre la posición de contacto inicial y la posición de bobinado final; caracterizada porque dicho paso de trabajo (P) se extiende entre el primer tambor de bobinado (23) y el segundo tambor de bobinado (26)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05109464.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO, 889 55100 LUCCA ITALIA.
Inventor/es: RECAMI, ALBERTO, PAGLIANI, GIULIANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Enero de 2001.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B65H18/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › estando la bobina soportada por dos rodillos paralelos, de los cuales uno al menos está accionado.
- B65H19/22B4
- B65H19/26C
Clasificación PCT:
- B65H18/20 B65H 18/00 […] › estando la bobina soportada por dos rodillos paralelos, de los cuales uno al menos está accionado.
Clasificación antigua:
- B65H18/20 B65H 18/00 […] › estando la bobina soportada por dos rodillos paralelos, de los cuales uno al menos está accionado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Máquina de rebobinado para rebobinar material en banda en un núcleo de rollos y procedimiento de bobinado correspondiente.
El objeto de la presente invención es una máquina de rebobinado para bobinar material en banda en un núcleo para formar rollos, así como un procedimiento de bobinado correspondiente.
Es conocido que el bobinado de los rollos de material en banda en núcleos como, por ejemplo, el bobinado de papel tisú en núcleos de cartón, se lleva a cabo en una planta que comprende un aparato para desbobinar papel de una bobina de forma continua. Aguas abajo de dicho aparato está prevista una máquina de bobinado o de rebobinado que bobina el papel en una pluralidad de núcleos para formar los rollos. A su vez, aguas abajo de dicha máquina de rebobinado se prevé un aparato para el corte del rollo acabado en una pluralidad de rollos pequeños.
En particular, se conocen dos procedimientos para el bobinado del material en banda en el núcleo.
En un primer procedimiento, conocido como bobinado central, se fija el núcleo en un husillo accionado por motor, de la misma longitud que el núcleo, para hacer girar dicho núcleo sobre su eje. Cuando un borde del material en banda se ha adherido al núcleo, se bobina la cantidad de material en banda deseada en el núcleo mediante el giro del husillo, para formar el rollo. Una vez finalizado el bobinado, se retira el rollo de la zona de trabajo y se saca el husillo del núcleo y se retorna a dicha zona de trabajo mediante un dispositivo de recirculación.
Es conocida una máquina del tipo descrito anteriormente a partir del documento US nº 5.660.350.
Aunque estas máquinas presentan ventajas considerables, adolecen de la desventaja de que resulta necesario utilizar husillos y núcleos de una longitud axial limitada. De hecho, durante la etapa de formación del rollo, los núcleos largos acoplados en husillos largos claramente estarán sometidos a fuerzas de flexión que generarán vibraciones que harán que el bobinado preciso y regular con una compactación uniforme durante la operación de bobinado resulte imposible, comportando un deterioro irreparable en la calidad del producto.
Un segundo procedimiento que también se utiliza para bobinar material en banda en núcleos se conoce como bobinado periférico. Según dicho procedimiento, después de que el núcleo se haya llevado hasta los tambores de bobinado de manera que provoque que el material en banda se adhiera al núcleo, dicho núcleo se acciona mediante dichos tambores en una zona de bobinado en la que se actúa periféricamente sobre el rollo que se está formando mediante tres tambores, dejando el núcleo libre para flotar en el material en banda que se está bobinando en el mismo.
Se conoce una máquina del tipo descrito anteriormente a partir del documento WO99/42393 en el que, cuando se finaliza el bobinado, se retira el núcleo del rollo de bobinado, para formar rollos sin núcleos de soporte.
Sin embargo, resulta obvio que, a pesar de que esta última solución presenta un funcionamiento más sencillo, adolece de muchas desventajas.
En primer lugar, un bobinado periférico, por su propia naturaleza, no permite que se controle la velocidad de giro del núcleo directamente, debido a que dicho núcleo está flotando en la zona de bobinado entre los tres tambores de bobinado. Por lo tanto, con estas máquinas de rebobinado conocidas resulta imposible controlar la tensión del material en banda directamente durante su bobinado alrededor del núcleo, haciendo que resulte particularmente difícil la producción de rollos que presenten una consistencia uniforme en todo su grosor. Esta desventaja resulta particularmente importante en especial cuando se va a producir un rollo especialmente suave, tal como se requiere en algunos mercados, por ejemplo, en el mercado de los Estados Unidos. En particular, si el material en banda se suministra sin un pretensado considerable, resulta casi imposible asegurar la misma compactación del rollo tanto en las etapas iniciales del bobinado como en las etapas finales del mismo y, en el caso de rollos particularmente suaves, el núcleo incluso podría ser excéntrico con respecto al eje del rollo al finalizar el bobinado del mismo.
En los documentos EP-A-962411 y US-A-5439187 se da a conocer una máquina según el preámbulo de la reivindicación 1. Estas máquinas conocidas incluyen un par de rodillos de bobinado en los que se forma el rollo. El bobinado se lleva a cabo alrededor de un núcleo que, a su vez, se soporta mediante un mandril que se puede desplazar. El mandril se extiende axialmente en el núcleo de bobinado y soporta parte del peso del rollo durante el bobinado, alejándose dicho mandril de los rodillos de bobinado, siguiendo así el incremento del diámetro del rollo. Estas máquinas conocidas son del tipo denominado de arranque y paro, en las que, después de la finalización de un ciclo de bobinado, el mandril se retira axialmente del rollo, se descarga dicho rollo, se coloca un núcleo nuevo en la cuna formada por los dos rodillos de bobinado, y se vuelve a introducir el mandril en el núcleo. Dichas máquinas están concebidas específicamente para ralentizar el bobinado de los rollos o bobinas de diámetro grande.
El documento GB-A-2249542 da a conocer una máquina de bobinado con dos cunas de bobinado dispuestas secuencialmente. Mientras se continúa formando un rollo de material en banda en una cuna de bobinado superior, se dispone un nuevo núcleo de bobinado en una segunda cuna de bobinado dispuesta debajo de dicha primera cuna de bobinado. Una vez que se ha completado el primer rollo, se expulsa de la primera cuna de bobinado superior, se separan entre sí los tambores de bobinado que forman dicha primera cuna de bobinado y se eleva la segunda cuna de bobinado inferior por encima de la primera cuna de bobinado, de manera que se pueda extraer con suavidad el segundo rollo de dicha segunda cuna de bobinado y se disponga en la primera cuna de bobinado en la que se completa su bobinado.
El problema sobre el que se basa la presente invención lleva a proponer una máquina de bobinado para el bobinado de material en banda en un núcleo para formar rollos que presenten unas características estructurales y funcionales que superen las desventajas mencionadas anteriormente con referencia a la técnica anterior citada.
Este problema se soluciona mediante una máquina de bobinado para el bobinado de material en banda en un núcleo, para formar rollos según la reivindicación 1.
En la máquina de rebobinado propuesta, el material en banda se suministra a un tambor de bobinado y se transfiere al núcleo para formar el rollo.
El núcleo ventajosamente se soporta, girado de un modo controlado, y se transporta a lo largo de un paso en el que el rollo de material en banda bobinado en dicho núcleo crece mientras continúa soportándose en el tambor de bobinado.
Este problema también se soluciona mediante un procedimiento de bobinado del material en banda en un núcleo, para formar rollos según la reivindicación 26.
Ventajosamente, en el procedimiento propuesto, el material en banda se suministra a una velocidad de suministro predefinida, es guiado, en una zona de bobinado, a una velocidad que corresponde sustancialmente con la velocidad de suministro, y el núcleo se soporta y se hace girar de manera que adopte una velocidad periférica predefinida. El núcleo se desplaza a lo largo de un paso de trabajo formado entre una posición de asimiento y una posición de liberación, pasando desde una posición de contacto inicial del núcleo con el material en banda, con el fin de recoger dicho material en banda y continuando hacia una posición final de bobinado, a través de una parte de incremento o de aumento de tamaño en la que se bobina el material en el núcleo para formar el rollo. De este modo, se incide en el núcleo de un modo que el material se bobina en el mismo mientras el rollo que se está formando se mantiene soportado contra el tambor de bobinado a lo largo de la parte de incremento del paso de trabajo.
Otras características y ventajas de la máquina de rebobinado según la presente invención se pondrán de manifiesto a partir de la descripción siguiente de una forma de realización de la misma, proporcionada a título de ejemplo no limitativo haciendo referencia a los dibujos adjuntos, en los que:
la Figura 1 es una vista axonométrica en sección parcial de una máquina de rebobinado,
la...
Reivindicaciones:
1. Máquina de rebobinado para el bobinado de material en banda (7) en un núcleo (5) para formar rollos, que comprende:
- unos medios de suministro para el suministro del material en banda a una velocidad de suministro predefinida,
- un primer tambor de bobinado (23) que gira con una velocidad periférica que corresponde sustancialmente con la velocidad de suministro y que constituye una guía para el material en banda, siendo el material en banda suministrado a dicho primer tambor de bobinado (23) y transferido desde dicho primer tambor de bobinado (23) hasta el núcleo (5) para formar el rollo (8);
- un segundo tambor de bobinado (26), opuesto al primer tambor de bobinado (23) y dispuesto de manera que defina una zona (24) para el bobinado del material en banda;
- unos medios de agarre (37, 37') para soportar el núcleo (5),
- unos medios para desplazar el núcleo a lo largo de un paso de trabajo (P) dispuesto entre una posición de asimiento y una posición de liberación y que se extiende a través de una posición de contacto inicial (F) del núcleo (5) con el material en banda (7) guiado en el primer tambor de bobinado (23), así como una posición de bobinado final posterior,
- unos medios para el giro controlado del núcleo, con el fin de bobinar el material en banda en el núcleo (5), formando el rollo (8),
- unos medios para influir en el núcleo de manera que el bobinado del material en banda en el núcleo tenga lugar mientras se mantiene el rollo apoyado sobre el primer tambor de bobinado (23) y sobre el segundo tambor de bobinado (26) a través de una parte de incremento del rollo del paso de trabajo definido entre la posición de contacto inicial y la posición de bobinado final;
caracterizada porque dicho paso de trabajo (P) se extiende entre el primer tambor de bobinado (23) y el segundo tambor de bobinado (26).
2. Máquina de rebobinado (1) según la reivindicación 1 ó 2, en la que el material en banda es guiado alrededor de dicho primer tambor de bobinado y a través del espacio definido entre dichos primer y segundo tambores de bobinado.
3. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que los medios de agarre comprenden unos pernos accionados por motor opuestos (37, 37') que se pueden asociar de manera funcional con los interiores de los extremos del núcleo tubular.
4. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, que comprende un dispositivo de suministro (3) para disponer el núcleo (5) en una posición de asimiento (L) de dicho paso de trabajo (P).
5. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, que comprende unos medios (55, 56) para liberar el núcleo (5) en una posición para la liberación (U) del rollo bobinado (8).
6. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que el primer tambor de bobinado (23) se acciona de manera controlada, de manera que presente una velocidad periférica sustancialmente correspondiente a, superior a, o inferior a la velocidad de suministro del material en banda (7).
7. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que la distancia entre el segundo tambor de bobinado (26) y el primer tambor de bobinado (23) corresponde sustancialmente con el tamaño transversal del núcleo (5).
8. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que el segundo tambor de bobinado (26) se acciona de manera controlada, de manera que presente una velocidad periférica sustancialmente correspondiente a, superior a , o inferior a la velocidad de suministro del material en banda (7).
9. Máquina de rebobinado (1) según la reivindicación 3, en la que cada uno de los pernos (37, 37') comprende un extremo de inserción troncocónico (38).
10. Máquina de rebobinado (1) según la reivindicación 3 ó 9, en la que cada uno de los pernos (37, 37') comprende unos medios de retención (42, 43) para el engranaje con la superficie interior de la pared del núcleo tubular (5).
11. Máquina de rebobinado (1) según la reivindicación 10, en la que los medios de retención (42, 43) resultan adecuados para oponerse al deslizamiento del perno (37, 37') hacia el exterior.
12. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que los medios de agarre (37, 37') están asociados de manera funcional con los medios (16) para hacer girar el núcleo (5).
13. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que cada uno de los medios (16) para hacer girar el núcleo (5) es controlado de manera que alcance una velocidad periférica del rollo (8) que es bobinado sustancialmente correspondiente a, inferior a, o superior a la velocidad de suministro del material en banda (7).
14. Máquina de rebobinado (1) según la reivindicación 13, en la que los medios (16) para hacer girar el núcleo (5) comprenden un motor eléctrico (16) accionado de manera controlada.
15. Máquina de rebobinado (1) según la reivindicación 14, en la que el motor eléctrico (16) está conectado de manera funcional a un dispositivo de control (60).
16. Máquina de rebobinado (1) según la reivindicación 15, en la que el dispositivo de control (60) está conectado de manera funcional a un dispositivo (60) para el control de los medios de suministro (6).
17. Máquina de rebobinado (1) según cualquiera de las reivindicaciones 13 a 16, en la que se interpone un dispositivo entre los medios de agarre (37, 37') y los medios de giro controlado (16) para detectar la fuerza transmitida entre los mismos, estando dicho dispositivo conectado de manera funcional a un dispositivo (60) para el funcionamiento controlado de los medios (16) para hacer girar el núcleo (5).
18. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que están previstos unos medios independientes (16) para el giro controlado de cada extremo del núcleo (5).
19. Máquina de rebobinado (1) según la reivindicación 18, en la que los medios independientes (16) para hacer girar el núcleo (5) están conectados de manera funcional a un dispositivo de control (60) para su funcionamiento sincronizado o desfasado.
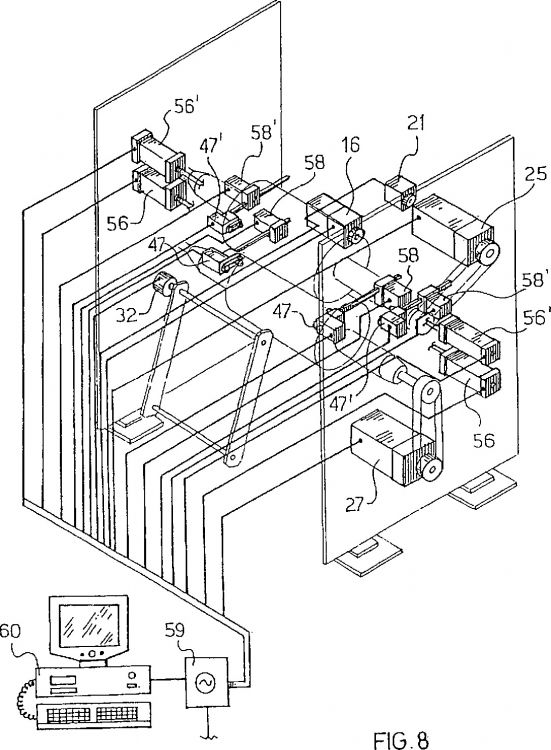
20. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que los medios (37, 37') para la sujeción del núcleo (5) están conectados de manera funcional a los medios (49, 49', 56, 56', 58, 58') para desplazar el núcleo (5).
21. Máquina de rebobinado (1) según la reivindicación 20, en la que los medios de desplazamiento (49, 49', 56, 56', 58, 58') comprenden unos carros (49, 49') dispuestos enfrentados entre sí en la proximidad de los extremos del núcleo (5), pudiendo dichos carros (49, 49') desplazarse a lo largo de ejes de desplazamiento (51, 54) dispuestos paralelos a y perpendiculares al paso de trabajo (P), a la manera de una mesa con guías transversales (51, 54).
22. Máquina de rebobinado (1) según la reivindicación 21, en la que cada uno de los carros (49, 49') se desplaza a lo largo de los ejes (51, 54) mediante por lo menos un dispositivo de accionamiento (56, 56', 58, 58').
23. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que están previstos unos medios independientes (37, 37') para desplazar cada extremo del núcleo (5).
24. Máquina de rebobinado (1) según la reivindicación 23, en la que cada uno de los medios independientes (37, 37') para desplazar el núcleo (5) está conectado de manera funcional a un dispositivo de control (60) para su funcionamiento sincronizado o desfasado.
25. Máquina de rebobinado (1) según cualquiera de las reivindicaciones anteriores, en la que los medios de suministro (6) comprenden un tambor (15) para la tracción del material en banda (7) conectado de manera funcional a un motor (19) accionado de una manera controlada, en la que el motor (19) está conectado de manera funcional a un dispositivo de control (60) para el funcionamiento del tambor de bobinado (15) en sincronismo o desfase con el tambor de bobinado (23) así como con los medios de agarre (37, 37') y los medios (56, 56', 58, 58', 16) para desplazar, girar e influir en el núcleo (5) que se apoya en el tambor de bobinado (23).
26. Procedimiento para el bobinado de material en banda (7) en un núcleo (5) para formar rollos (8), en el que:
- el material en banda (7) es suministrado a una velocidad de suministro predefinida, y
- el material en banda (7) es guiado, en una zona de bobinado (24) definida por unos primer (23) y segundo (26) tambores de bobinado dispuestos opuestos, a una velocidad que se corresponde sustancialmente con la velocidad de suministro, suministrándose el material en banda a dicho primer tambor de bobinado y transfiriéndose desde dicho primer tambor de bobinado (23) hasta el núcleo (5) para formar el rollo (8),
- el núcleo (5) es soportado durante el bobinado con los medios de agarre (37, 37') y se hace girar de manera que presente una velocidad periférica predefinida,
- el núcleo (5) se desplaza a lo largo de un paso de trabajo (P) formado entre una posición de asimiento y una posición de liberación, pasando dicho paso de trabajo desde una posición de contacto inicial (F) del núcleo (5) con el material en banda (7) con el fin de recoger el material en banda (7) y continuar hacia una posición de bobinado final (E),
- se incluye sobre el núcleo (5) de manera que el material (7) sea bobinado en el núcleo mientras el rollo (8) que se está formando se mantiene apoyado en los dos tambores de bobinado (23, 26) a lo largo de una parte de incremento de rollo del paso de trabajo (P);
caracterizado porque dicho paso de trabajo (P) se extiende entre el primer tambor de bobinado (23) y el segundo tambor de bobinado (26).
27. Procedimiento según la reivindicación 26, en el que el material en banda es guiado alrededor de dicho primer tambor de bobinado y a través del espacio definido entre dichos primer y segundo tambores de bobinado hacia una zona de bobinado.
28. Procedimiento para el bobinado de material en banda (7) según la reivindicación 26 ó 27, en el que el núcleo (5) es liberado, cuando el rollo (8) está completamente bobinado, en una posición de liberación (U) del paso de trabajo (P).
29. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones anteriores 26 a 28, en el que, antes de que sea liberado el núcleo (5), se acelera el giro de dicho núcleo (5) y/o, junto con el mismo o de manera separada, es alejado el núcleo (5) bruscamente del tambor de bobinado (23) para separar el material en banda (7) que ya se ha bobinado en el núcleo (5) del material (7) que se está suministrando.
30. Procedimiento para el bobinado de material en banda (7) según la reivindicación 29, en el que la separación tiene lugar mediante rasgado.
31. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones 26 a 30, en el que el desplazamiento hacia adelante del núcleo (5) a lo largo de la parte de aumento del paso de trabajo (P) es controlado con el fin de influir en el rollo (8) que se está formando, apoyándolo en el tambor de bobinado (23).
32. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones 26 a 31, en el que el núcleo (5) está dispuesto en una posición de asimiento (L) de la que es asido y es desplazado a lo largo del paso de trabajo (P).
33. Procedimiento para el bobinado de material en banda (7) según la reivindicación 32, en el que el núcleo (5) es asido de la posición de asimiento (L) siendo soportado en sus extremos.
34. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones 26 a 33, en el que los extremos del núcleo (5) se hacen girar de forma independiente el uno del otro y de un modo sincronizado o desfasado.
35. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones 26 a 34, en el que los extremos del núcleo (5) se desplazan a lo largo del paso de trabajo (P) de manera independiente uno de otro y de una manera sincronizada o desfasada.
36. Procedimiento para el bobinado de material en banda (7) según cualquiera de las reivindicaciones 26 a 35, en el que la no uniformidad del bobinado del material en banda en el núcleo (5) se compensa desplazando sus extremos de manera independiente.
Patentes similares o relacionadas:
MAQUINA BOBINADORA CON RODILLOS DE SOPORTE PARA ARROLLAR BANDAS DE PAPEL O DE CARTON., del 1 de Abril de 2005, de JAGENBERG PAPIERTECHNIK GMBH: Máquina bobinadora con rodillos de soporte para arrollar bandas de papel o de cartón en forma de bobinas , con un dispositivo de corte longitudinal […]
MAQUINA DE REBOBINADO CON FLANCOS QUE COMPORTAN CENTROS DE ACOPLAMIENTO MOVILES A LO LARGO DE UNA TRAYECTORIA CERRADA., del 16 de Octubre de 2004, de A. CELLI NONWOVENS S.P.A.: Máquina de rebobinado para la producción de bobinas (R) o telas (N) que comprende: - por lo menos un primer y un segundo cilindros de bobinado , cuyos ejes son […]
PROCEDIMIENTO Y PLANTA PARA FABRICAR TEJIDOS DE LIMPIEZA DESECHABLES Y TEJIDOS DE LIMPIEZA ASI OBTENIDOS., del 16 de Julio de 2004, de B6 A/S: Un procedimiento y un sistema para fabricar telas lavables desechables y consta de una sección de material sin tratar, dicho material sin tratar es un […]
DISPOSITIVO PARA EL BOBINADO Y DESBOBINADO DE MERCANCIA EN FORMA DE ROLLO, ESPECIALMENTE, ROLLOS DE MATERIA FIBROSA., del 1 de Mayo de 2004, de VOITH SULZER PAPIERMASCHINEN GESELLSCHAFT MBH: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA ENROLLADO Y DESENROLLADO DE MATERIAL EN FORMA DE BANDA, EN PARTICULAR BANDAS DE MATERIAL DE FIBRA; CON AL MENOS DOS […]
MAQUINA BOBINADORA PARA FORMAR BOBINAS DE GRAN DIAMETRO DE MATERIAL CONTINUO., del 1 de Febrero de 2003, de A. CELLI S.P.A.: LA MAQUINA DE REBOBINADO COMPRENDE UN PAR DE RODILLOS BOBINADORES INFERIORES QUE DEFINEN UNA JAULA BOBINADORA, LA CUAL PUEDE DESPLAZARSE […]
CONJUNTO DE RODILLO CARGADOR., del 1 de Agosto de 2002, de BELOIT TECHNOLOGIES, INC.: LA PRESENTE INVENCION SE REFIERE A UN SISTEMA DE RODILLO CARGADOR PARA CARGAR UN SISTEMA DE ENROLLADO CON UNO O VARIOS ROLLOS BOBINADOS SOBRE EL MISMO EJE, DURANTE EL […]
BOBINADORA PARA EMBOBINAR O DESEMBOBINAR UNA BANDA DE MATERIAL., del 1 de Septiembre de 2001, de VOITH SULZER PAPIERTECHNIK PATENT GMBH: LA MAQUINA BOBINADORA ABARCA AL MENOS DOS RODILLOS SOPORTES DE BOBINADO, DE LOS QUE AL MENOS UNO MUESTRA UNA CUBIERTA DE RODILLO GIRATORIA Y PERFORADA Y SU […]
 DISPOSITIVO PARA UNIR UNA PRIMERA BANDA DE MATERIAL CON UNA SEGUNDA BANDA DE MATERIAL, del 10 de Mayo de 2010, de KOENIG & BAUER AKTIENGESELLSCHAFT: Dispositivo para unir una primera banda de material , en el que al menos la primera banda de material está enrollada formando una bobina , con un accionamiento […]
DISPOSITIVO PARA UNIR UNA PRIMERA BANDA DE MATERIAL CON UNA SEGUNDA BANDA DE MATERIAL, del 10 de Mayo de 2010, de KOENIG & BAUER AKTIENGESELLSCHAFT: Dispositivo para unir una primera banda de material , en el que al menos la primera banda de material está enrollada formando una bobina , con un accionamiento […]