MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA.
Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C,
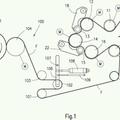
C2), que comprende: un primer rodillo de bobinado (11) y un segundo rodillo de bobinado (13) que definen un espacio (15) a través del cual se insertan dichos núcleos y a través del cual se alimenta dicho material en banda (N); y por lo menos un par de elementos de acoplamiento motorizados (57), para acoplar los extremos de un núcleo de bobinado y transmitir un movimiento giratorio al núcleo durante por lo menos una parte del ciclo de bobinado de cada bobina, estando dichos elementos de acoplamiento y dicho primer y segundo rodillos de bobinado diseñados y dispuestos de manera que la bobina que se está formando se encuentre en contacto con dicho primer y segundo rodillos de bobinado; caracterizada porque comprende un tercer rodillo de bobinado (17) que define un espacio de bobinado con dicho primer y segundo rodillos de bobinado, siendo dicho tercer rodillo de bobinado móvil, para permitir el incremento y la finalización del bobinado de cada bobina en dicho espacio de bobinado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2005/000143.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, MAZZACCHERINI,GRAZIANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Marzo de 2005.
Clasificación Internacional de Patentes:
- B65H18/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › Mecanismos de control de la presión de contacto sobre el paquete de banda enrollada, p. ej. para regular la cantidad de aire entre capas.
- B65H19/22B6
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2364407_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a una máquina rebobinadora para bobinar un material en banda alrededor de núcleos de bobinado para formar bobinas de material en banda bobinado.
Más en particular, la invención se refiere a una máquina rebobinadora que comprende elementos de bobinado de superficie, que transmiten un movimiento giratorio a la bobina que se está formando por medio del contacto con la superficie exterior de dicha bobina que se está formando.
Estado de la técnica
Para producir rollos de papel higiénico, papel de cocina y similares, se desbobinan una o más capas de papel tisú de una o más bobinas madre con un diámetro mayor, y se bobinan cantidades predeterminadas de material en banda formadas por una o más capas en núcleos de bobinado tubulares individuales, típicamente realizados en cartón, plástico o similares. Las bobinas formadas de este modo posteriormente se cortan en rollos pequeños con una longitud axial igual a la longitud de los productos acabados y envasados.
En las rebobinadoras modernas, el bobinado se realiza mediante elementos de bobinado superficiales o periféricos, típicamente rodillos de bobinado, cintas o combinaciones de dichos elementos. El movimiento giratorio se transmite al núcleo de bobinado y a la bobina que se está formando por medio de dichos elementos, que están en contacto con la superficie exterior de la bobina que se está formando. Típicamente, las bobinas se forman en cunas de bobinado definidas por tres rodillos de bobinado, uno de los cuales se puede mover para permitir y controlar el incremento de diámetro de la bobina que se está formando.
En los documentos US-A-5.979.818, GB-B-2 105 688, EP-A-0 524 158 y US-A-5.769.352 se describen ejemplos de máquinas rebobinadoras de superficie de este tipo.
El documento US-A-6.378.799 describe una máquina rebobinadora de superficie con tres rodillos, en la que el tercer rodillo se soporta por medio de un par de brazos oscilantes en un eje que, a su vez, se soporta mediante una corredera que se desplaza paralela a la dirección de incremento de las bobinas en la cuna de bobinado definida por los tres rodillos. El objetivo de esta disposición es obtener una mejora en el bobinado cuando varía el diámetro de las bobinas.
En máquinas con diseños más antiguos, el bobinado se realiza girando el núcleo de bobinado o husillo de bobinado por medio de un mecanismo central, es decir, por medio de un árbol motorizado que se acopla con el husillo o núcleo. En los documentos US-A-6.513.750, US-A-6.179.241 y US-A-5.725.176, se describen ejemplos de máquinas rebobinadoras de este tipo.
El documento WO-A-02055420, que se presenta como la técnica anterior más próxima, describe una máquina rebobinadora para bobinar material en banda en bobina alrededor de núcleos de bobinado, que comprende: un primer rodillo de bobinado y un segundo rodillo de bobinado que definen un espacio a través del cual se insertan dichos núcleos y a través de la que se alimenta dicho material en banda. Además, esta máquina prevé por lo menos un par de elementos de acoplamiento motorizados, en la forma de centros motorizados, para acoplar los extremos de un núcleo de bobinado y transmitir un movimiento de giro al núcleo durante el ciclo de bobinado de cada bobina. Los elementos de acoplamiento y el primer y el segundo rodillo están concebidos y dispuestos, de manera que la bobina que se está formando esté en contacto con los rodillos de bobinado durante el bobinado.
Por lo tanto, esta máquina de bobinado combina los dos sistemas de bobinado para obtener una producción continua y a una velocidad elevada de producción de bobinas con características específicas. Entre otras cosas, el sistema concebido de este modo ofrece la ventaja de conocer, en cada momento, la posición exacta del eje de la bobina que se está formando y, por lo tanto, de controlar esta posición. Esto se debe al hecho de que los movimientos de los centros están controlados de forma electrónica y, por lo tanto, la unidad de control puede conocer y/o modificar esta posición en cualquier momento del ciclo de bobinado. Además, dado que también se puede controlar el giro de los centros sobre su eje, por ejemplo en velocidad, el sistema permite el equilibrado del par de bobinado transmitido a la bobina mediante los rodillos de bobinado y el par de bobinado transmitido mediante los centros, para evitar el deslizamiento recíproco entre las vueltas exteriores y el núcleo interior. Estas características de funcionamiento resultan particularmente ventajosas en el bobinado de bobinas mullidas, es decir, con densidad baja y/o cuando se bobina un material en banda de papel muy gofrado.
Objetivos y sumario de la invención
El objetivo de la presente invención es producir una máquina rebobinadora del tipo indicado anteriormente, con una combinación de medios de bobinado periféricos y centrales, que permite que se puedan obtener ventajas, por ejemplo, en términos de calidad del producto, sencillez de construcción y eficiencia en el control del bobinado.
En esencia, de acuerdo con un primer aspecto, la invención combina una cuna de bobinado formada por tres rodillos de bobinado, uno de los cuales se puede mover para permitir el incremento de la bobina que se está formando, con un sistema de centros motorizados que transmiten, durante por lo menos parte del ciclo de bobinado de cada bobina, parte del par de bobinado a dicha bobina. Utilizando tres rodillos en combinación con los centros u otro par de elementos motorizados para acoplar los extremos del núcleo de bobinado, se consigue un control mejorado del ciclo de bobinado. De este modo, los elementos de acoplamiento del núcleo de bobinado también se pueden desacoplar antes de finalizar el bobinado y/o se puede retrasar el acoplamiento del núcleo mediante dichos elementos con respecto al instante en el que empieza el bobinado. Entre otras cosas, esto hace que la manipulación de la máquina sea más flexible, además de ofrecer la posibilidad de proporcionar un par individual de elementos de acoplamiento.
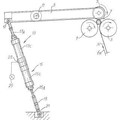
De acuerdo con una forma de realización ventajosa, el tercer rodillo de bobinado se soporta mediante por lo menos un brazo que oscila sobre un primer eje de oscilación, con el que está asociado un primer accionador para controlar la oscilación de dicho primer brazo. Además, preferentemente, el primer eje de oscilación está soportado mediante un elemento móvil y, en particular, mediante un segundo brazo que oscila en un segundo eje de oscilación y con el cual está asociado un segundo accionador para controlar la oscilación del segundo brazo.
El primer y el segundo eje de oscilación son paralelos entre sí. Esta disposición permite que el eje del tercer rodillo de bobinado se mueva durante el bobinado, a lo largo de una dirección paralela a la dirección de incremento de la bobina, manteniendo el eje del tercer rodillo de bobinado en el plano que también contiene el eje de la bobina. Con respecto a otras configuraciones, que permiten el movimiento análogo durante el bobinado, la utilización de un brazo oscilante doble permite obtener ventajas adicionales. Por una parte, el sistema mecánico es más sencillo y se puede controlar con mayor facilidad y rapidez. Además, cuando se ha completado la bobina y se debe descargar, el tercer rodillo de bobinado se debe alejar de su posición para crear el espacio requerido para la descarga de la bobina e, inmediatamente después, se debe retornar hacia el espacio entre el primer y el segundo rodillo de bobinado para entrar en contacto con la siguiente bobina que se está formando. La utilización de un mecanismo con un brazo oscilante doble permite realizar esta operación de un modo extremadamente rápido. Considerando que el ciclo de bobinado de una bobina únicamente dura unos segundos (aproximadamente 2-3 segundos en las máquinas rebobinadoras modernas), la velocidad a la que se mueve el tercer rodillo de bobinado desde la posición de bobinado final de una bobina hasta la posición de bobinado inicial de la siguiente bobina es un elemento esencial para el funcionamiento correcto de la máquina y para poder obtener velocidades de producción elevadas.
De hecho, se deberá tener en cuenta que la velocidad de alimentación del material en banda hacia la zona de bobinado no se reduce durante la fase de intercambio, es decir, la fase en la que se corta el material en banda, se descarga la bobina acabada y se hace que el extremo libre inicial formado mediante la separación del material en banda se adhiera al núcleo de bobinado posterior... [Seguir leyendo]
Reivindicaciones:
1. Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo de bobinado (11) y un segundo rodillo de bobinado (13) que definen un espacio (15) a través del cual se insertan dichos núcleos y a través del cual se alimenta dicho material en banda (N); y por lo menos un par de elementos de acoplamiento motorizados (57), para acoplar los extremos de un núcleo de bobinado y transmitir un movimiento giratorio al núcleo durante por lo menos una parte del ciclo de bobinado de cada bobina, estando dichos elementos de acoplamiento y dicho primer y segundo rodillos de bobinado diseñados y dispuestos de manera que la bobina que se está formando se encuentre en contacto con dicho primer y segundo rodillos de bobinado; caracterizada porque comprende un tercer rodillo de bobinado (17) que define un espacio de bobinado con dicho primer y segundo rodillos de bobinado, siendo dicho tercer rodillo de bobinado móvil, para permitir el incremento y la finalización del bobinado de cada bobina en dicho espacio de bobinado.
2. Máquina rebobinadora según la reivindicación 1, caracterizada porque dicho tercer rodillo de bobinado (17) está soportado por lo menos por un brazo (19) que oscila alrededor de dicho primer eje (A) de oscilación, asociado al cual está previsto un primer accionador (23) para controlar la oscilación de dicho primer brazo.
3. Máquina rebobinadora según la reivindicación 2, caracterizada porque dicho primer eje de oscilación (A) está soportado mediante un elemento móvil (27).
4. Máquina rebobinadora según la reivindicación 2 ó 3, caracterizada porque dicho primer eje de oscilación (A) está soportado por lo menos por un segundo brazo (27) que oscila alrededor de un segundo eje de oscilación (B), asociado al cual está previsto un segundo accionador (31) para controlar la oscilación de dicho segundo brazo (27), siendo dicho primer y dicho segundo eje de oscilación (A, B) paralelos entre sí.
5. Máquina rebobinadora según la reivindicación 4, caracterizada porque, con respecto a un plano que contiene los ejes de giro del primer y el segundo rodillo de bobinado (11, 13), dicho primer eje de oscilación (A) se encuentra en el lado de descarga de las bobinas (R), mientras que el segundo eje de oscilación (B) se encuentra en el lado opuesto de dicho plano.
6. Máquina rebobinadora según la reivindicación 4 ó 5, caracterizada porque dicho por lo menos un brazo oscilante
(19) y dicho por lo menos un segundo brazo oscilante (27) están controlados durante por lo menos una parte del ciclo de bobinado de una bobina, de manera que las zonas de contacto del primer, del segundo y del tercer rodillos de bobinado con la bobina que se está formando se disponen en los vértices de un triángulo isósceles.
7. Máquina rebobinadora según la reivindicación 6, caracterizada porque dicho tercer rodillo de bobinado se encuentra en contacto con la bobina en una zona esencialmente equidistante de la zona de contacto de dicha bobina, respectivamente con el primer y el segundo rodillo de bobinado, durante aproximadamente la totalidad de la fase de bobinado, durante la cual la bobina está en contacto con los tres rodillos.
8. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque dicho primer y segundo brazos de oscilación están dispuestos y controlados de manera que, durante por lo menos una parte del ciclo de bobinado de cada bobina (R), el eje del tercer rodillo de bobinado se traslade a lo largo de una línea recta
(T) a lo largo de la cual se desplaza el eje de la bobina (R) que se está bobinando.
9. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque comprende un único par de dichos elementos de acoplamiento (57).
10. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque los elementos de acoplamiento (57) están dispuestos y controlados para acoplarse con cada núcleo (C, C2) después de que éste haya sido soportado en rotación y haya entrado en contacto con el material en banda.
11. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque los elementos de acoplamiento están diseñados y dispuestos, de manera que se desacoplen del núcleo antes de que se complete el bobinado de la bobina.
12. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque comprende un introductor de núcleo (47) para insertar de forma secuencial los núcleos de bobinado en el espacio (15) entre el primer y el segundo rodillo de bobinado, siendo cada uno de los núcleos insertados por dicho introductor posteriormente acoplado por dichos elementos de acoplamiento.
13. Máquina rebobinadora según la reivindicación 12, caracterizada porque presenta una superficie de rodadura (33) que se extiende alrededor de dicho primer rodillo de bobinado (11) aguas arriba de dicho espacio (15), insertando dicho introductor (47) los núcleos entre el primer rodillo de bobinado (11) y la superficie de rodadura (33), acoplando dichos elementos de acoplamiento cada núcleo (C; C2) aguas abajo de dicha superficie de rodadura o en el nivel de la zona final de la misma.
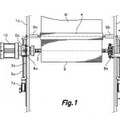
14. Máquina rebobinadora según una o más de las reivindicaciones anteriores, caracterizada porque cada uno de dichos elementos de acoplamiento (57) comprende por lo menos una cámara inflable (71) para aprisionar el núcleo de bobinado.
15. Máquina rebobinadora según la reivindicación 14, caracterizada porque cada uno de dichos elementos de acoplamiento comprende dos cámaras inflables (71) adyacentes entre sí para aprisionar el núcleo de bobinado.
16. Máquina rebobinadora según la reivindicación 14 ó 15, caracterizada porque dicha cámara o cámaras inflables presentan una extensión anular.
17. Máquina rebobinadora según una o más de las reivindicaciones 14 a 16, caracterizada porque dicha cámara o cámaras inflables (71) están dispuestas sobre un cabezal (61) soportado de forma giratoria sobre un árbol central hueco fijo (67), conectado a una fuente de fluido presurizado, estando provisto dicho cabezal de un movimiento axial de inserción y extracción con respecto a los núcleos de bobinado.
18. Máquina rebobinadora según la reivindicación 17, caracterizada porque dicho cabezal está acoplado a torsión a un manguito giratorio (73) arrastrado en rotación para provocar el giro de dicho cabezal.
19. Máquina rebobinadora según la reivindicación 18, caracterizada porque dicho manguito giratorio y dicho cabezal están acoplados por medio de un acoplamiento acanalado (73A).
20. Procedimiento para bobinar bobinas de material en banda alrededor de núcleos de bobinado, que comprende las etapas siguientes: - insertar un primer núcleo de bobinado a través de un espacio (15) entre un primer y un segundo rodillo de bobinado (11, 13), siendo una cantidad predeterminada de material en banda bobinada alrededor de dicho núcleo de bobinado soportado en rotación para formar una primera bobina (R), siendo el giro del núcleo y de la bobina que se está formando controlado durante el bobinado mediante dicho primer y segundo rodillos de bobinado y por un par de elementos de acoplamiento motorizados del núcleo de bobinado que transmiten un movimiento giratorio al núcleo; - al final del bobinado, separar el material en banda, dando lugar a un extremo libre final y un extremo libre inicial; - empezar el bobinado del material en banda alrededor de un segundo núcleo de bobinado (C2);
caracterizado porque durante por lo menos parte del ciclo de bobinado, el giro de dicha bobina también está controlado mediante un tercer rodillo de bobinado (17) con un eje móvil, que define con el primer y el segundo rodillo de bobinado un espacio de bobinado.
21. Procedimiento según la reivindicación 20, caracterizado porque dichos elementos de acoplamiento del núcleo de bobinado se desacoplan de dicho núcleo de bobinado con antes de la finalización del bobinado de la bobina, siendo dicho bobinado completado entre dichos tres rodillos de bobinado, mientras que dichos elementos de acoplamiento se transfieren hacia un punto para acoplar un núcleo posterior.
22. Procedimiento según la reivindicación 20 ó 21, caracterizado porque dicho núcleo de bobinado está soportado en rotación antes de su acoplamiento con dichos elementos de acoplamiento.
23. Procedimiento según una o más de las reivindicaciones 20 a 22, caracterizado porque dicho núcleo de bobinado se pone en contacto con el material en banda antes de su acoplamiento con dichos elementos de acoplamiento.
24. Procedimiento según una o más de las reivindicaciones 20 a 23, caracterizado porque dichos núcleos de bobinado están acoplados mediante un único par de elementos de acoplamiento, que se desacoplan de una bobina en la fase de formación antes de la finalización del bobinado y retornan a una posición de acoplamiento para acoplar el núcleo de bobinado siguiente.
25. Procedimiento según una o más de las reivindicaciones 20 a 24, caracterizado porque dicho tercer rodillo de bobinado (17) está soportado por un primer brazo (19) que oscila alrededor de un eje soportado por un segundo brazo (27) que a su vez oscila alrededor de un eje fijo.
26. Procedimiento según la reivindicación 25, caracterizado porque dicho por lo menos un primer brazo oscilante
(19) y dicho por lo menos un segundo brazo oscilante (27) están controlados durante por lo menos parte del ciclo de bobinado de una bobina, de manera que el primer, el segundo y el tercer rodillo de bobinado están en contacto con dicha bobina en el nivel de las zonas dispuestas esencialmente en el nivel de los vértices de un triángulo isósceles a lo largo de la extensión circular de la bobina.
27. Procedimiento según la reivindicación 25 ó 26, caracterizado porque la zona de contacto entre la bobina y dicho tercer rodillo de bobinado es equidistante a la zona de contacto de la bobina, respectivamente con el primer y el segundo rodillo de bobinado, durante aproximadamente la totalidad de la fase de bobinado durante la cual la bobina se encuentra en contacto con los tres rodillos.
28. Procedimiento según una o más de las reivindicaciones 20 a 27, caracterizado porque dispone una superficie de rodadura (33) que se extiende alrededor de dicho primer rodillo de bobinado (11) y aguas arriba de dicho espacio (15); introduce de forma secuencial núcleos entre dicho primer rodillo de bobinado y dicha superficie de rodadura por medio de un introductor de núcleo (47); y acopla de forma secuencial dichos núcleos aguas abajo del extremo de
10 dicha superficie de rodadura o en el mismo, por medio de dichos elementos de acoplamiento de núcleo.
Patentes similares o relacionadas:
Cilindro de contacto para una máquina impresora, del 17 de Abril de 2019, de WINDMOLLER & HOLSCHER KG: Dispositivo de enrollamiento para enrollar un material en forma de banda , preferentemente en una máquina impresora , con: - un primer […]
Dispositivo, sistema y método de medición para medir una fuerza de embalaje, del 16 de Noviembre de 2018, de AETNA GROUP S.P.A.: Dispositivo de medición para detectar y medir una fuerza (F) de embalaje de una película hecha de material plástico estirable envuelta alrededor de una […]
Grupo de colocación automática en una máquina de enrollamiento de película plástica, del 31 de Enero de 2018, de COLINES S.P.A.: Una máquina para enrollar película plástica en bobinas que comprende un grupo de colocación automática con el fin de determinar la posición correcta de un elemento […]
 Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
 UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
 Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
 Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas, del 8 de Agosto de 2012, de FABIO PERINI S.P.A.: Rebobinadora de superficie para la producción de bobinas de material en banda, con una cuna de bobinado que comprende por lo menos un rodillo de […]
Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas, del 8 de Agosto de 2012, de FABIO PERINI S.P.A.: Rebobinadora de superficie para la producción de bobinas de material en banda, con una cuna de bobinado que comprende por lo menos un rodillo de […]
 RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]
RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]