PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS.
Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado,
que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de material en banda (N) alrededor de un primer núcleo (A);
- tras la terminación del bobinado del primer rollizo (L), cortar el material en banda (N) por medio de un dispositivo separador de banda (25), formando un borde final (C) y un borde inicial (T);
- comenzar a bobinar un segundo rollizo (L) de material en banda (N) alrededor de un nuevo núcleo de enrollado (A) formando una primera vuelta de material en banda alrededor de dicho nuevo núcleo de enrollado (A); caracterizado porque dicha primera vuelta de material en banda enrollada alrededor de dicho nuevo núcleo de enrollado está formada con la ayuda de un elemento mecánico móvil (41) dispuesto corriente abajo de dicho dispositivo separador de banda (25) a lo largo del recorrido de alimentación del material en banda
Tipo: Resumen de patente/invención. Número de Solicitud: W07000389IT.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO,55100 LUCCA.
Inventor/es: BENVENUTI, ANGELO, MADDALENI,ROMANO, CECCHETTINI,LUCA, FORNAI,ANDREA.
Fecha de Publicación: .
Fecha Concesión Europea: 4 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B65H19/22B6
Clasificación PCT:
- B65H19/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Elevación, transporte o retirada de la bobina; Inserción del núcleo.
Fragmento de la descripción:
Procedimiento y máquina para la formación de rollizos de material en banda, con un dispositivo mecánico para formar la vuelta inicial de los rollizos.
Campo técnico
La presente invención se refiere a procedimientos y máquinas para la producción de rollizos de material en banda. Más particularmente, aunque no exclusivamente, la presente invención se refiere a procedimientos y máquinas para la producción de papel tisú, por ejemplo rollos de papel higiénico, papel de cocina o similares.
Estado de la técnica
Para producir rollos de papel en banda, por ejemplo papel de cocina, papel higiénico, o similares, se utilizan máquinas rebobinadoras. Estas máquinas se alimentan con un material en banda, formado por una o varias capas de papel tisú o similar, desenrollado de una bobina de gran diámetro. Se enrollan cantidades predeterminadas de material en banda sobre núcleos de enrollado para formar rollizos, cuya longitud axial es igual a la anchura del material en banda alimentado a la máquina rebobinadora y muchas veces mayor que la longitud axial de los pequeños rollos acabados previstos para su utilización. Dichos rollizos se cortan posteriormente en rollizos individuales de la dimensión deseada, los cuales se embalan a continuación
Las máquinas rebobinadoras modernas funcionan de manera continua, es decir, con la alimentación del material en banda a una velocidad sustancialmente constante. Dicha velocidad sustancialmente constante está ideada como una velocidad que no requiere ser modificada sustancialmente a la terminación del enrollado de un rollizo ni antes de comenzar a enrollar el rollizo siguiente, es decir, durante la etapa de intercambio.
La etapa de intercambio realizada tras la terminación del bobinado de cada rollizo es una etapa en la que el material en banda se corta (preferentemente a lo largo de una línea de perforaciones transversal) para formar un borde final que acaba el enrollado alrededor del rollizo terminado, y un borde inicial que debe transferirse a un nuevo núcleo de enrollado para dar lugar a la formación de un rollizo posterior.
Para transferir el borde inicial del material en banda al nuevo núcleo y hacer que se adhiera al mismo, para iniciar la formación de las vueltas del nuevo rollizo, se utilizaban, por ejemplo, sistemas de aspiración, con la generación de una presión de vacío en el interior del núcleo tubular, cuya superficie cilíndrica presenta unos orificios de aspiración por medio de los cuales se atrae el material en banda y se hace que se adhiera a la superficie cilíndrica del núcleo. En el documento US-A-6.595.458 se describen máquinas rebobinadoras que utilizan dicho procedimiento.
Más generalmente, la fijación del borde inicial al nuevo núcleo de enrollado tiene lugar mediante encolado, aplicando una cola al borde libre inicial del material o, más frecuentemente, al nuevo núcleo de enrollado. En los documentos EP-A-524158; EP-A-827483; US-A-4.487.377; US-A-5.368.252; US-A-5.979.818; WO-A-2004046006; WO-A-2004050520; EP-A-738231 se describen ejemplos de máquinas rebobinadoras que utilizan este sistema.
Otras máquinas rebobinadoras prevén la utilización de cargas electrostáticas para atraer el borde libre inicial del material en banda al núcleo de enrollado y hacer que se forme la primera vuelta del nuevo rollizo. En el documento WO-A-2005/075328 se describen ejemplos de máquinas rebobinadoras que utilizan este sistema.
En algunos casos el inicio del enrollado del borde libre inicial del material en banda producido por el rasgado, corte o rotura del material en banda se facilita mediante la utilización de chorros de aire comprimido. Estos chorros pueden utilizarse para completar el enrollado de la primera vuelta de material en banda fijado al núcleo de enrollado por medio de una línea de cola. En el documento GB-A-1.435.525 se describen ejemplos de boquillas de aire comprimido para esta función.
Todos estos sistemas conocidos requieren la presencia de unos elementos particularmente complejos en la máquina rebobinadora. Cuando se utiliza cola, es necesario proporcionar un dispensador de cola, que es un elemento costoso y susceptible de averías. Además, la cola representa un material consumible que influye en el coste del producto acabado y puede ensuciar la máquina, de manera que se requieren frecuentes operaciones de limpieza y mantenimiento.
En los modernos dispositivos de encolado para núcleos de enrollado la cola se aplica a lo largo de una línea longitudinal en el núcleo cilíndrico y esta operación requiere una sincronización angular precisa del núcleo durante la etapa de introducción en la máquina rebobinadora, con los consiguientes costes desde el punto de vista del control de procedimiento.
La utilización de cola en el núcleo de enrollado también presenta inconvenientes desde el punto de vista del producto acabado, puesto que la última vuelta o también más de una vuelta del material no pueden utilizarse puesto que se adhieren al núcleo interior del rollo. La utilización de colas también produce problemas en la utilización de núcleos tubulares separables para producir rollizos sin núcleos centrales. Ello es debido al hecho de que la cola aplicada entre los núcleos tubulares y la primera vuelta del material en banda hace más difícil retirar el núcleo, que a continuación requiere ser lavado antes de ser reutilizado posteriormente. Para este fin, también se han desarrollado dispositivos para lavar los ejes o núcleos, con el fin de retirar los residuos de cola y del material en banda de dichos núcleos (véase el documento US-A-6.752.345).
La patente US nº 4.327.877 describe una bobinadora en la que se forma la banda mediante unos medios de aspiración en un tambor de enrollado inferior. La banda se fija a continuación con seguridad sobre un nuevo núcleo mediante la contribución de dicho tambor de aspiración y unos medios de empuje en forma de una pluralidad de cintas.
La utilización de cargas electrostáticas no se produce frecuentemente en el presente debido a la dificultad de cargar el núcleo de enrollado y/o el material en banda lo suficiente para obtener una adhesión adecuada entre el borde inicial del material en banda y el núcleo de enrollado. Además, la adhesión por medio de cargas electrostáticas únicamente es posible actualmente para velocidades de producción limitadas.
Objetivos y Sumario de la invención
Un objetivo de la presente invención consiste en proporcionar un procedimiento para la producción de rollizos de material en banda alrededor de núcleos de enrollado tubulares que supere por completo o en parte los inconvenientes anteriormente mencionados.
El objetivo de una forma de realización particular de la presente invención consiste en proporcionar un procedimiento que haga posible evitar la utilización de cola, chorros de aire, cargas electrostáticas, aspiración u otros medios costosos para formar la primera vuelta de material en banda sobre núcleos de enrollado.
Otro objetivo de una forma de realización particular de la invención consiste en proporcionar un procedimiento que permita la utilización combinada de unos medios mecánicos móviles con unos medios de otra naturaleza, por ejemplo, neumáticos o de otro tipo (por ejemplo, los que imponen la utilización de una cola) para formar la primera vuelta de material en banda en el núcleo de enrollado.
La presente invención proporciona un procedimiento para el bobinado de un material en banda alrededor de núcleos de enrollado que presenta las características de la reivindicación 1.
Una vez se ha formado la primera vuelta de material en banda alrededor del núcleo, el material en banda se fija firmemente al núcleo y el bobinado de un nuevo rollizo puede continuar de manera segura.
Según una forma de realización posible de la invención, la etapa de intercambio prevé que el nuevo núcleo se lleve a entrar en contacto con el material en banda a lo largo del recorrido de alimentación del mismo, antes del corte del material, y que dicho material en banda se corte tras la terminación del enrollado una vez que se ha llevado el núcleo a entrar en contacto con el material en banda y corriente abajo del punto de contacto con respecto a la dirección de alimentación del núcleo y del material en banda.
El núcleo de enrollado puede alimentarse a lo largo de un recorrido de introducción con un movimiento de traslación o, preferentemente, rodando a lo largo de una superficie de rodadura. Preferentemente, la velocidad de alimentación del...
Reivindicaciones:
1. Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- - bobinar un primer rollizo (L) de material en banda (N) alrededor de un primer núcleo (A);
- - tras la terminación del bobinado del primer rollizo (L), cortar el material en banda (N) por medio de un dispositivo separador de banda (25), formando un borde final (C) y un borde inicial (T);
- - comenzar a bobinar un segundo rollizo (L) de material en banda (N) alrededor de un nuevo núcleo de enrollado (A) formando una primera vuelta de material en banda alrededor de dicho nuevo núcleo de enrollado (A);
caracterizado porque dicha primera vuelta de material en banda enrollada alrededor de dicho nuevo núcleo de enrollado está formada con la ayuda de un elemento mecánico móvil (41) dispuesto corriente abajo de dicho dispositivo separador de banda (25) a lo largo del recorrido de alimentación del material en banda.
2. Procedimiento según la reivindicación 1, en el que
- - el nuevo núcleo (A) entra en contacto con el material en banda (N) a lo largo de dicho recorrido de alimentación;
- - tras la terminación del bobinado de dicho primer rollizo (L), el material en banda (N) se corta corriente abajo del punto de contacto con el nuevo núcleo (A), formando dicho borde inicial (T).
3. Procedimiento según la reivindicación 2, en el que
- - dicho núcleo se alimenta dando en contacto con el material en banda (N), siendo la velocidad del núcleo (A) en el punto de contacto aproximadamente la misma que la velocidad del material en banda;
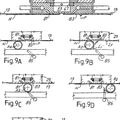
- - el movimiento de alimentación del núcleo (A) produce el bobinado parcial de una parte inicial (T1) de material en banda (N) alrededor de dicho nuevo núcleo (A);
- - dicho elemento mecánico (41) completa la formación de una primera vuelta de material en banda (N) alrededor de dicho nuevo núcleo (A) desplazando la parte inicial (T1) de material en banda (N) entre la superficie exterior del núcleo (A) y el material en banda corriente arriba de la zona de contacto inicial entre el material en banda y el nuevo núcleo.
4. Procedimiento según la reivindicación 1 ó 2, en el que dicho elemento mecánico (41) se desplaza detrás de dicho nuevo núcleo (A) desplazando una parte inicial (T1) de dicho material en banda entre el nuevo núcleo (A) y una parte posterior de material en banda dispuesta corriente arriba de dicho nuevo núcleo con respecto a la dirección de alimentación del material en banda.
5. Procedimiento según una o varias de las reivindicaciones anteriores, en el que
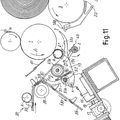
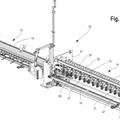
- - dicho nuevo núcleo se alimenta rodando a lo largo de una superficie de rodadura (19), en contacto con el material en banda (N), a lo largo de un canal (23) determinado entre dicha superficie de rodadura (19) y un elemento de guiado móvil (1; 13), guiándose el material en banda (N) a lo largo de dicho elemento de guiado (1; 13) y en contacto con el mismo;
- - se corta el material en banda (N) corriente abajo del punto de contacto con dicho nuevo núcleo dispuesto en el canal (23) formando un borde libre inicial;
- - se introduce dicho elemento mecánico (41) en dicho canal (23) corriente arriba de dicho nuevo núcleo (A) una vez que el nuevo núcleo se haya alimentado a lo largo de dicho canal (23) rodando sobre el borde libre inicial (T) que está dispuesto entre el nuevo núcleo (A) y dicha superficie de rodadura (19), desplazando el elemento mecánico (19) una parte (T1) de material en banda (N) dispuesto detrás del nuevo núcleo (A), con respecto a la dirección de alimentación del mismo a lo largo del canal, hacia el elemento de guiado móvil (1; 13), envolviendo dicha parte (T1) alrededor de dicho núcleo;
6. Procedimiento según una o varias de las reivindicaciones anteriores, en el que dicho elemento mecánico (41) se controla mediante un accionador de control (47) sincrónicamente con el movimiento de dicho nuevo núcleo (A).
7. Procedimiento según una o varias de las reivindicaciones 1 a 6, en el que dicho elemento mecánico (41) está controlado por dicho nuevo núcleo (A), y en el que dicho nuevo núcleo se alimenta a lo largo de un recorrido de introducción que interfiere con dicho elemento mecánico (41), produciendo el paso del nuevo núcleo una oscilación del elemento mecánico (41) y la introducción del elemento mecánico en dicho recorrido de introducción detrás del nuevo núcleo.
8. Procedimiento según la reivindicación 1, que comprende las etapas siguientes:
9. Procedimiento según una o varias de las reivindicaciones anteriores, en el que se utiliza por lo menos una circulación gaseosa, en particular una circulación de aire, generada por medio de unos elementos soplantes (43C) soportados por dicho elemento mecánico móvil (41), para favorecer el enrollado de dicha primera vuelta alrededor de dicho nuevo núcleo (A).
10. Procedimiento según una o varias de las reivindicaciones anteriores, en el que se alimenta el material en banda (N) alrededor de un rodillo enrollador (1) y en el que se genera una circulación gaseosa, en particular una circulación de aire, para favorecer la separación del material en banda de dicho rodillo enrollador (1) tras la terminación del bobinado de un rollizo (L) de material en banda (N).
11. Procedimiento según la reivindicación 9, en el que se genera por lo menos otra circulación gaseosa, en particular una circulación de aire, opuesta a la primera para favorecer la envoltura de dicha primera vuelta alrededor de dicho nuevo núcleo (A).
12. Máquina rebobinadora para producir rollizos de material en banda alrededor de núcleos de enrollado, que comprende:
caracterizado porque presenta un elemento mecánico móvil (41) dispuesto corriente abajo de dicho dispositivo separador (25) a lo largo de dicho recorrido de alimentación, para facilitar la formación de una primera vuelta de material en banda (N) alrededor de cada núcleo de enrollado (A) introducido en dicho recorrido de introducción.
13. Máquina según la reivindicación 12, en la que dicho elemento mecánico móvil (41) está controlado por el respectivo núcleo de enrollado (A) alimentado a lo largo del recorrido de alimentación.
14. Máquina según la reivindicación 13, en la que dicho elemento móvil está soportado alrededor de un eje de oscilación (45), estando controlado dicho movimiento de oscilación por el paso de los núcleos (A), que actúan sobre una parte en resalte (43A) de dicho elemento mecánico (41).
15. Máquina según la reivindicación 12, que comprende un accionador de control (47) para que accione dicho elemento mecánico (41) sincrónicamente con el paso del respectivo núcleo (A).
16. Máquina según una o varias de las reivindicaciones 12 a 15, en la que dicho elemento mecánico (41) presenta un movimiento de oscilación.
17. Máquina según una o varias de las reivindicaciones 12 a 16, en la que dicho elemento mecánico comprende un resalte (43A), que se extiende en dicho recorrido de introducción de los núcleos (A), dispuesto y diseñado para que interaccione con los núcleos alimentados a lo largo de dicho recorrido de introducción, produciendo la acción recíproca entre dicho resalte y dichos núcleos el accionamiento de dicho elemento mecánico.
18. Máquina según una o varias de las reivindicaciones 12 a 17, en la que dicho elemento mecánico (41) comprende por lo menos un brazo plegable (43B), que pliega el material en banda (N) hacia y contra el respectivo núcleo de enrollado (A) para facilitar la formación de la primera vuelta de material en banda alrededor de dicho núcleo, conduciendo dicho brazo a la proximidad de dicho núcleo desde detrás con respecto a la dirección de alimentación del núcleo a lo largo del recorrido de alimentación.
19. Máquina según una o varias de las reivindicaciones 12 a 18, en la que dicho dispositivo separador (25) está dispuesto a lo largo del recorrido de alimentación del material en banda para actuar sobre el material en banda en una posición intermedia entre un rollizo (L) que alcanza la terminación y un nuevo núcleo de enrollado (A) introducido en dicho recorrido de introducción.
20. Máquina según una o varias de las reivindicaciones 12 a 19, que comprende:
21. Máquina según la reivindicación 20, en la que dicho elemento de guiado (1; 13) es un rodillo enrollador, alrededor del cual se alimenta dicho material en banda y que forma parte de un bastidor de enrollado periférico.
22. Máquina según una o varias de las reivindicaciones 12 a 21, en la que dicho elemento mecánico (41) está curvado y presenta un concavidad enfrentada al nuevo núcleo introducido en dicho recorrido de introducción cuando dicho mecanismo actúa en dicho material en banda (N).
23. Máquina según una o varias de las reivindicaciones 12 a 22, que incluye por lo menos un elemento soplante (43C) soportado por dicho elemento mecánico (41), para generar una circulación gaseosa, en particular una circulación de aire que favorece el bobinado de la primera vuelta.
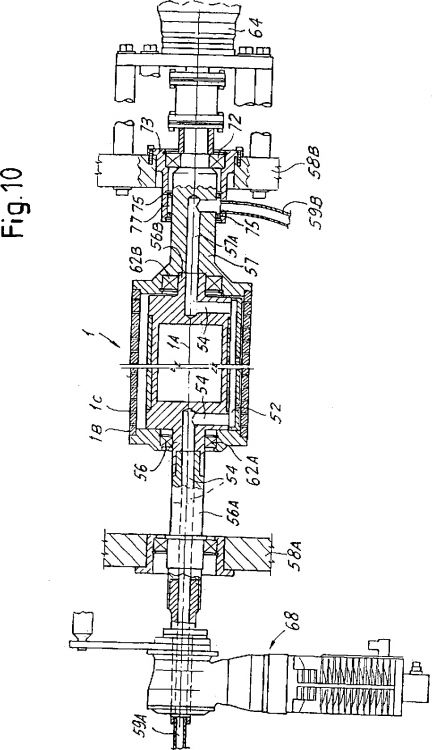
24. Máquina según una o varias de las reivindicaciones 12 a 23, que incluye un dispositivo (52) que genera una circulación gaseosa, en particular una circulación de aire que sale de la superficie cilíndrica de un rodillo enrollador (1) alrededor del cual se guía dicho material en banda (N), para facilitar la separación de un borde libre inicial (T) del material en banda del rodillo enrollador (1) tras la terminación del bobinado de un rollizo (L) de material en banda (N).
25. Máquina según la reivindicación 23, que comprende por lo menos otro elemento soplante soportado por dicho elemento mecánico y orientado para generar una circulación gaseosa, en particular una circulación de aire aproximadamente opuesta a la circulación gaseosa generada por dicho elemento soplante (43C) para favorecer el bobinado de la primera vuelta.
Patentes similares o relacionadas:
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA, del 1 de Septiembre de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo […]
 MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
 MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS, del 27 de Mayo de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
- un recorrido de introducción […]
MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS, del 27 de Mayo de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
- un recorrido de introducción […]
Dispositivo para enrollar material en forma de banda en al menos una bobina, del 25 de Diciembre de 2019, de LEICHT STANZAUTOMATION GMBH: Dispositivo para enrollar material en forma de banda en al menos una bobina que comprende - una bancada de la máquina , - al menos un brazo de soporte […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel o materiales absorbentes similares, del 20 de Noviembre de 2019, de GAMBINI S.p.A: Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel […]
 Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Aparato de cambio de bobinas particularmente adecuado para la alimentación de máquinas de trabajo, del 1 de Mayo de 2019, de DOTTA, ANGELO: Aparato de cambio de bobinas para la alimentación de máquinas de trabajo, en el que se proporciona un conjunto para cortar y reconectar el material (T) devanado, […]