MÉTODO PARA PRODUCIR LA RUPTURA DE BANDAS DE PAPEL EN MÁQUINAS REBOBINADORAS.
Método para producir la ruptura de bandas de papel en máquinas rebobinadoras,
que comprende una etapa para alimentar una banda (2) de papel continua a una estación en la que tiene lugar la formación de un rollo (RO), dotándose dicha banda (2) de líneas de perforación o corte previo transversales a intervalos regulares, que comprende la etapa de interrumpir la continuidad de la banda en un instante predeterminado por el impacto de un chorro de fluido sobre la banda (2), dirigiéndose el chorro hacia una línea (p) de perforación de la banda (2) que separa la última hoja de un rollo (RO) en formación, de la primera hoja del siguiente rollo que va a formarse, caracterizado porque dicha etapa para suministrar un chorro de fluido se realiza posteriormente a una etapa para tensar la banda (2) en la zona de interés para dicho chorro
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06005947.
Solicitante: PERINI, FABIO.
Nacionalidad solicitante: Italia.
Dirección: VIA SAN FRANCESCO, 1 55049 VIAREGGIO ITALIA.
Inventor/es: PERINI, FABIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Marzo de 2004.
Fecha Concesión Europea: 15 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B65H19/26C
Clasificación PCT:
- B65H19/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Corte de la banda sobre su trayecto hacia la bobina que se enrolla.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
La presente invención se refiere a un método para producir la ruptura de bandas de papel en máquinas rebobinadoras.
Se conoce que la producción de rollos implica alimentar una banda continua de papel a lo largo de un trayecto 10 predeterminado. En un punto dado de dicho trayecto se realiza un corte transversal discontinuo en la banda con el fin de subdividirla en secciones u hojas de longitud prefijada que puedan romperse.
Este procedimiento comprende usar elementos de cartón 15 tubulares (denominados comúnmente “mandriles”) sobre cuya superficie se pulveriza una cantidad prefijada de cola para permitir que la primera hoja del rollo que va a formarse se pegue. Dicho procedimiento también prevé el uso de rodillos de bobinado que hacen girar el mandril sobre el que se bobina el 20 papel. El proceso de formación del rollo termina cuando se ha bobinado una cantidad prefijada de papel en el mandril. En este punto, empieza la formación del siguiente rollo. Al final del proceso de formación, es necesario encolar la última hoja de cada rollo a la hoja subyacente para evitar el 25 desenrollamiento espontáneo del mismo rollo. Este tipo de encolado se define como “cierre de bordes”. Cuando se bobinan una serie de hojas prefijadas en el rollo en formación, se corta la banda de papel, es decir, la última hoja del rollo en formación se separa de la primera hoja del siguiente rollo que 30 va a formarse.
Las patentes EP 524158, GB 210568 y EP 694020 dan a conocer dispositivos usados para producir la ruptura de la banda de papel al final de la formación de los rollos.
El aparato y el método dados a conocer en el documento DE 2 330 195 A se consideran la técnica anterior más próxima.
Sin embargo, tales dispositivos, resultan inapropiados para los requisitos actuales de producción, puesto que son relativamente poco fiables o requieren intervenciones de 5 mantenimiento frecuentes y costosas.
El objeto principal de la presente invención es superar, o al menos reducir en gran parte, los inconvenientes anteriores.
Este resultado se ha logrado, según la invención, 10 adoptando la idea de aplicar un método que tiene las características indicadas en la reivindicación 1.
En las reivindicaciones dependientes se exponen características adicionales.
Las ventajas derivadas de la presente invención se 15 encuentran esencialmente en el hecho de que es posible garantizar todo el tiempo la mayor precisión en producir la ruptura del papel independientemente de la velocidad de alimentación, eliminando movimientos bruscos y consiguientes vibraciones que probablemente pondrán en peligro el 20 funcionamiento apropiado del sistema; que un aparato según la invención es relativamente sencillo de fabricar, económico con respecto al mantenimiento y fiable incluso tras una vida útil prolongada.
Estas y otras ventajas y características de la invención 25 se entenderán de la mejor manera por cualquier experto en la técnica a partir de la lectura de la siguiente descripción junto con los dibujos adjuntos proporcionados como ejemplo práctico de la invención, pero que no deben considerarse en un sentido limitativo, en los que: 30
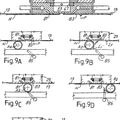
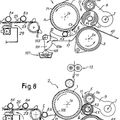
- las figuras 1 y 2 muestran una máquina rebobinadora dotada de un aparato que realiza un método según la invención, en dos posibles realizaciones de la misma;
- las figuras 3 y 4 son detalles ampliados de las figuras 1 y 2, respectivamente, que ilustran esquemáticamente la etapa de romper la banda de papel;
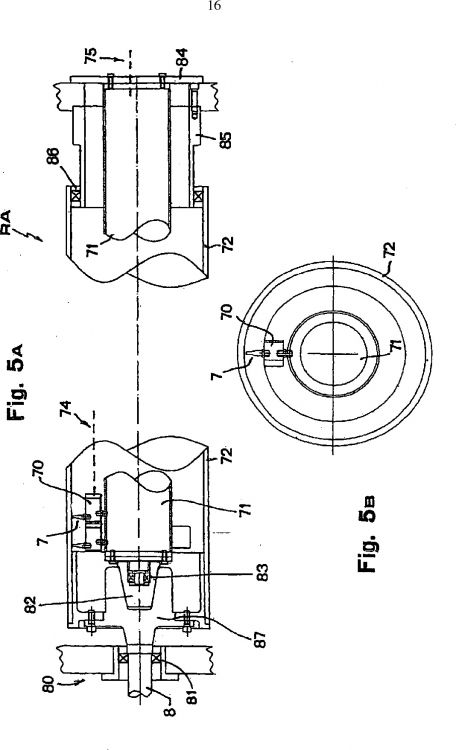
- la figura 5A muestra esquemáticamente en una vista en sección longitudinal, una primera realización a modo de 5 ejemplo de un aparato de ruptura, según la invención, que funciona según el diseño de las figuras 1 y 3;
- la figura 5C muestra esquemáticamente una vista lateral parcial de la camisa tubular del aparato mostrado en la figura 5A; 10
- la figura 5D es una vista en sección transversal esquemática de la camisa tubular mostrada en la figura 5C;
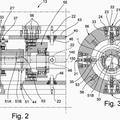
- la figura 6A es una vista en sección longitudinal esquemática de una segunda realización a modo de ejemplo 15 de un aparato, según la invención, que funciona según los diseños de las figuras 2 y 4;
- la figura 6B es una vista lateral parcial del rodillo externo del aparato de la figura 6A;
- la figura 6C es una vista lateral esquemática en 20 sección transversal del aparato de la figura 6A;
- la figura 6D muestra un detalle ampliado del dibujo de la figura 6C; y
- la figura 7 es un diagrama de bloques del sistema para hacer funcionar los dispositivos ilustrados en las 25 figuras anteriores.
Un método según la invención puede usarse en una rebobinadora de cualquier construcción posible, en lo que se refiere a la alimentación y el encolado de los mandriles (1) y las bandas (2) de papel usados para la producción de rollos. 30 Los expertos en la técnica conocen las máquinas rebobinadoras y, por tanto, no se describirán en el presente documento con detalle. Las patentes US 4487377, EP 524158, GB 2105688, US 5979818 y EP 694020 describen otros tantos ejemplos de realizaciones de máquinas rebobinadoras, de modo que puede 35 hacerse referencia a las mismas para una descripción más amplia de este tipo de máquinas. Esencialmente, y de la misma manera que se ilustra en las figuras 1 y 2 de los dibujos adjuntos, comprenden:
- una estación (A) para alimentar los mandriles (1); 5
- un almacén (M) para los mandriles (1),
- medios para alimentar y perforar de manera transversal una banda (2) de papel, con el uso de una pluralidad de rodillos (R1, R2, R3, RA) de alimentación, salida y corte dispuestos a lo largo de un trayecto 10 predeterminado;
- medios para envolver el papel (2) alrededor de los mandriles (1), con el uso de un conjunto de rodillos (RA, R4, R5) de bobinado, estando dispuestos dos de ellos (R4, R5) uno por encima de otro a la salida de un 15 canal (C) delimitado en parte por una guía fija constituida por dos elementos (3a, 3b), en parte por una cinta (300) transportadora de bucle cerrado, y en parte por un rodillo (RA) que contribuye tanto a la entrega de papel (2) como al bobinado de este último alrededor de 20 los mandriles (1) (a diferencia de los rodillos que contribuyen sólo a la alimentación y perforación transversal de la banda 2);
- medios (6) de empuje que giran alrededor de ejes (60) respectivos dispuestos a lo largo de dicho canal (C) 25 para actuar conjuntamente para la transferencia de los mandriles (1) desde el almacén (M), es decir, desde la estación (A) de entrada, hasta el primer tramo (3a, 300) de canal (C), y para la transferencia de los mismos mandriles desde el primer tramo de canal (C) hasta el 30 segundo tramo (delimitado por el elemento 3b guía y por el rodillo RA);
- medios (no mostrados por motivos de simplicidad en las figuras de los dibujos adjuntos) para el encolado de la banda (2) de papel y los mandriles (1) para hacer que la 35 primera hoja de cada rollo (RO) se adhiera al mandril correspondiente, y que la última hoja de cada rollo (RO) se adhiera al papel subyacente.
Con un procedimiento que conocen los expertos en la técnica, la banda (2) se desenrolla a lo largo del trayecto 5 delimitado de los rodillos (R1, R2, R3, RA) y se bobina alrededor del mandril (1r) en la estación en la que están colocados los rodillos (R4) y (R5) y, actuando conjuntamente con el rodillo (RA) y girando alrededor de los ejes longitudinales respectivos, hacen que el papel (2) se bobine 10 alrededor del mandril (1r). Cuando alrededor de dicho mandril se ha bobinado un número prefijado de hojas (cada una de las cuales está delimitada por dos perforaciones de banda 2 transversales consecutivas), se accionan los medios para producir una ruptura de la banda (2) en un sitio del canal (C) 15 ubicado entre un mandril (1) nuevo, que se introduce en el mismo canal (C), y la estación para la formación de rollos (RO) en la que funcionan los rodillos (R4, R5). La ruptura se lleva a cabo en correspondencia con una línea (p) de perforación que separa la última hoja del rollo (RO) en 20 formación, de la primera hoja del siguiente rollo que va a formarse. Después, el rodillo (R4), que está montado sobre un brazo (400) giratorio asociado con un actuador (401) correspondiente, se separa del rodillo (R5) subyacente para liberar el rollo (RO) y producir su desplazamiento alejándose 25 a lo largo de un plano...
Reivindicaciones:
1. Método para producir la ruptura de bandas de papel en máquinas rebobinadoras, que comprende una etapa para alimentar una banda (2) de papel continua a una estación en la que tiene lugar la formación de un rollo (RO), 5 dotándose dicha banda (2) de líneas de perforación o corte previo transversales a intervalos regulares, que comprende la etapa de interrumpir la continuidad de la banda en un instante predeterminado por el impacto de un chorro de fluido sobre la banda (2), dirigiéndose el 10 chorro hacia una línea (p) de perforación de la banda (2) que separa la última hoja de un rollo (RO) en formación, de la primera hoja del siguiente rollo que va a formarse, caracterizado porque dicha etapa para suministrar un chorro de fluido se realiza 15 posteriormente a una etapa para tensar la banda (2) en la zona de interés para dicho chorro.
2. Método según la reivindicación 1, caracterizado porque dicho chorro de fluido se dirige desde un rodillo (RA) del sistema de alimentación de banda (2) hasta dicha 20 línea (p).
3. Método según la reivindicación 1, caracterizado porque dicho chorro de fluido lo proporcionan medios (SP) neumáticos que pueden dirigir un chorro de aire comprimido hacia dicha línea (p) y que comprenden un 25 conjunto de boquillas (7) asociadas, a través de válvulas (70) de solenoide correspondientes, con un depósito (71) de aire comprimido: estando colocadas dichas boquillas (7), con las válvulas (70) de solenoide y el depósito (71) respectivos internamente a un rodillo 30 (RA) de alimentación de banda (2) cuya superficie exterior está delimitada por una camisa (72) tubular dotada de una pluralidad de aberturas (73) a través de las que se permite la acción de las boquillas (7).
4. Método según la reivindicación 3, caracterizado porque dicha camisa (72) tubular gira alrededor de su eje longitudinal mientras que dicho depósito (71) es estacionario.
5. Método según la reivindicación 1, caracterizado porque 5 dicho chorro de fluido lo proporcionan medios (SP) neumáticos que pueden dirigir un chorro de aire comprimido hacia dicha línea (p) y que comprenden un conjunto de boquillas (7) asociadas, mediante válvulas (70) de solenoide correspondientes, con un depósito (71) 10 de aire comprimido: estando colocadas dichas boquillas (7), con las válvulas de solenoide y el depósito (71) respectivos externamente a un rodillo (RA) de alimentación de banda (2) cuya superficie exterior está dotada de una pluralidad de ranuras (76) 15 circunferenciales en correspondencia con las cuales están colocadas las boquillas (7).
Patentes similares o relacionadas:
 MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
MÁQUINA DE REBOBINADO PARA REBOBINAR MATERIAL EN BANDA EN UN NÚCLEO DE ROLLOS Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2011, de FABIO PERINI S.P.A.: Máquina de rebobinado para el bobinado de material en banda en un núcleo para formar rollos, que comprende: - unos medios de suministro para el suministro del material […]
 APARATO PARA PROVOCAR LA ROTURA DE BANDAS DE PAPEL DENTRO DE MÁQUINAS DE REBOBINADO, del 26 de Enero de 2011, de PERINI, FABIO: Aparato para provocar la rotura de bandas de papel dentro de máquinas de rebobinado, estando dotada dicha banda , a intervalos regulares, de líneas de perforación transversales […]
APARATO PARA PROVOCAR LA ROTURA DE BANDAS DE PAPEL DENTRO DE MÁQUINAS DE REBOBINADO, del 26 de Enero de 2011, de PERINI, FABIO: Aparato para provocar la rotura de bandas de papel dentro de máquinas de rebobinado, estando dotada dicha banda , a intervalos regulares, de líneas de perforación transversales […]
 MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
 MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
un bastidor de bobinado para bobinar el material en banda […]
MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE, del 4 de Febrero de 2010, de FABIO PERINI S.P.A.: Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
un bastidor de bobinado para bobinar el material en banda […]
Unidad de alimentación para una máquina de conversión de tejidos para convertir una banda de tejido de dos capas, del 13 de Mayo de 2020, de OMET S.R.L.: Unidad de alimentación para alimentar una máquina de conversión de tejidos para convertir una banda de tejido (W1, W2) de dos capas, comprendiendo […]
Dispositivo de corte de deformación corta, del 4 de Diciembre de 2019, de KIMBERLY-CLARK WORLDWIDE, INC.: Un aparato para romper una trama móvil que comprende: un primer dispositivo giratorio en asociación operativa con un dispositivo de accionamiento, […]
 Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]
Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]
Máquina de rebobinado y procedimiento para producir bobinas de material en banda, del 5 de Junio de 2019, de FABIO PERINI S.P.A.: Máquina de rebobinado periférica continua automática para producir unas bobinas (L1) de material en banda (N) bobinado alrededor de núcleos de bobinado […]