MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE.
Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N),
que comprende:
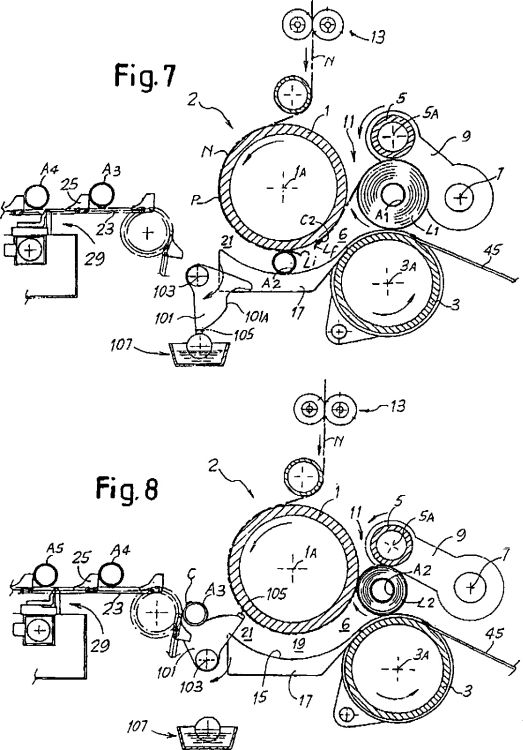
un bastidor de bobinado (11) para bobinar el material en banda y formar dichos rollizos, que incluye por lo menos un primer elemento de bobinado (1) alrededor del cual se alimenta dicho material en banda (N);
un alimentador (101) para alimentar unos núcleos de bobinado tubulares (A1, A2, A3, A4; A5), alrededor de los cuales se enrollan dichos rollizos, hacia dicho bastidor de bobinado;
unos medios para cortar dicho material en banda tras la terminación del bobinado de cada rollizo (L1, L2);
por lo menos un primer distribuidor de cola (105) que incluye un elemento mecánico que toca el material en banda al final del bobinado de cada rollizo (L1, L2), para aplicar una primera cola (C2) a una parte de dicho material en banda, en la proximidad de una línea de corte, a lo largo de la cual se corta el material en banda tras la terminación del bobinado de un rollizo para formar un borde libre final y un borde libre inicial, encolando dicha primera cola el borde libre final del rollizo; caracterizada porque dicho elemento mecánico (105) es solidario con dicho alimentador (101)
Tipo: Resumen de patente/invención. Número de Solicitud: W03000748IT.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: ZONA IND.LE P.I.P. MUGNANO SUD,55100 LUCCA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B65H19/26C
- B65H19/29 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Fijación del extremo libre de la banda enrollada a la bobina (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
Clasificación PCT:
- B65H19/29 B65H 19/00 […] › Fijación del extremo libre de la banda enrollada a la bobina (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
Clasificación antigua:
- B65H19/29 B65H 19/00 […] › Fijación del extremo libre de la banda enrollada a la bobina (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
Fragmento de la descripción:
Máquina rebobinadora con un dispositivo de encolado para encolar el borde final del rollizo formado y procedimiento de bobinado correspondiente.
Campo técnico
La presente invención se refiere a un procedimiento para producir rollizos de material en banda, por ejemplo, rollizos de papel tisú, papel de cocina o similares.
La presente invención se refiere además a una máquina rebobinadora o bobinadora para la formación de rollizos, destinada a producir pequeños rollos de material en banda bobinado.
La invención se refiere además en particular, aunque no exclusivamente, a máquinas rebobinadoras del tipo periférico, es decir, en las que se forma un rollizo en un bastidor de bobinado en contacto con elementos móviles que transmiten un movimiento giratorio al rollizo mediante el contacto de superficie.
Estado de la técnica
Actualmente, para producir rollos de papel higiénico, rollos de papel de cocina o productos similares se desenrolla un material en banda de una o varias bobinas matrices de gran diámetro, que provienen directamente de la fábrica de papel, y unas cantidades predeterminadas de material en banda se enrollan en unos núcleos de bobinado tubulares para obtener rollizos de una longitud equivalente a la longitud de la bobina matriz pero con un diámetro menor, equivalente al diámetro del producto final. Estos rollizos se cortan posteriormente de manera transversal con respecto a sus ejes para producir rollizos o pequeños rollos de material en banda destinados a ser embalados y distribuidos. Antes de cortar los rollos o rollizos en pequeños rollos con dimensiones axiales menores, debe encolarse el borde libre inicial del material en banda para que se adhiera a la superficie exterior del rollizo y de este modo permitir la posterior manipulación, sin el riesgo de desenrollar accidentalmente el material en banda.
Las máquinas rebobinadoras utilizadas actualmente bobinan los rollos o rollizos, que a continuación se transportan a una unidad de encolado que encola el borde libre final del material en banda. Con este fin, los rollizos individuales se desenrollan parcialmente y se disponen para aplicar la cola en el borde libre desbobinado o en una parte de la superficie cilíndrica del rollizo que se cubre posteriormente con el borde libre final del material mediante el rebobinado del mismo.
En los documentos US-A-5.242.525, EP-A-0 481 929, US-A-3.393.105, US-A-3.553.055, EP-A-0 699 168 se describen ejemplos de unidades de encolado para fijar el borde final de una material en banda que forma un rollizo.
Para producir rollizos de material en banda, se utilizan preferentemente máquinas rebobinadoras del tipo periférico, en las que el rollizo que se está formando se hace girar mediante su contacto con una pluralidad de rodillos de bobinado accionados por motor, una pluralidad de correas o con un sistema combinado de correas y rodillos. Se describen unos ejemplos de máquinas rebobinadoras de este tipo en los documentos WO-A-9421545, US-A-4.487.377, GB-B-2150536 y otros.
Con estas máquinas tradicionales por lo menos se requiere una máquina rebobinadora y una unidad de encolado para obtener el rollizo terminado y encolado, listo para ser cortado posteriormente en pequeños rollos. El documento US-A-4.487.377 describe un procedimiento que hace innecesaria la utilización de una unidad de encolado corriente abajo de la máquina rebobinadora. En este procedimiento, el material en banda se corta tras la terminación del bobinado de un rollizo y el borde final del material en banda del rollizo terminado se encola después de cortarlo transfiriendo al mismo una cola distribuida previamente en bandas anulares sobre el núcleo de bobinado tubular alimentado a la zona de bobinado. La cola aplicada al núcleo de bobinado tubular también sirve para iniciar el bobinado del nuevo rollizo.
Este sistema posibilita eliminar la unidad de encolado, aunque requiere una configuración particular de la máquina rebobinadora, con una cuchilla de corte dispuesta para que coopere cíclicamente con el rodillo bobinador. Con una disposición de este tipo, no es posible obtener los rendimientos actualmente requeridos por estas máquinas en términos de velocidad de producción y flexibilidad de producción. Además, la calidad del encolado es pobre, puesto que la cola se distribuye según unos arcos de circunferencia, en lugar de a lo largo de una línea paralela al eje del rollizo, los cuales están también separados a una distancia considerable entre sí en una dirección axial.
El documento WO-A-9732804 describe una máquina rebobinadora con una unidad de encolado incorporada. Sin embargo, debido a su diseño y a la disposición de la unidad de encolado, esta máquina rebobinadora únicamente puede alcanzar velocidades de bobinado relativamente bajas. De hecho, el encolado tiene lugar disminuyendo sustancialmente la velocidad de alimentación del material en banda durante la fase de cambio, es decir, cuando se descarga un rollizo terminado de la zona de bobinado y comienza el bobinado de un nuevo rollizo.
El documento WO-0164563 describe una rebobinadora en la que, tras la terminación del bobinado de un rollizo, se aplica una primera cola al material en banda para fijar el borde libre del rollizo formado. Se aplica una segunda cola al nuevo núcleo de bobinado antes de que se alimente a la máquina. La primera cola se aplica con un sistema de boquillas, que adolecen de algunos inconvenientes, en particular debido al hecho de que, especialmente a altas velocidades, no pueden aplicar la cola de manera precisa y determinada. La cola aplicada para encolar el borde final de cada rollizo no se distribuye óptimamente, particularmente cuando la velocidad de producción (que es la velocidad de alimentación del material en banda) es alta. Esto presenta un problema considerable, en particular cuando se producen rollos de papel tisú o similares con un diámetro pequeño, especialmente para uso doméstico en el que la precisión del encolado del borde libre del rollizo es esencial.
En el documento WO 01/064563 se dan a conocer otra máquina bobinadora periférica y el correspondiente procedimiento, que se consideran como la técnica anterior más próxima.
Objetivos y sumario de la invención
El objetivo de la presente invención consiste en proporcionar un procedimiento y una máquina rebobinadora para producir rollizos de material en banda bobinado, que posibilite encolar con precisión el borde final de los rollos o rollizos, sin requerir una unidad de encolado corriente abajo de la máquina rebobinadora ni incorporada en la misma.
Según un aspecto particular, otro objetivo de la presente invención consiste en proporcionar un procedimiento y una máquina que posibiliten obtener elevados rendimientos en términos de flexibilidad de producción.
En las reivindicaciones 1 y 13, se definen una máquina rebobinadora y un procedimiento según la invención, respectivamente.
Cuando, según la forma de realización preferida de la invención, la máquina rebobinadora es del tipo periférico, comprende un bastidor de bobinado y por lo menos un primer elemento de bobinado alrededor del cual se alimenta dicho material en banda. El distribuidor de cola puede cooperar con dicho primer elemento de bobinado, pasando el material en banda entre el distribuidor de cola y el elemento de bobinado.
La utilización de un elemento mecánico para aplicar cola mediante su contacto con el material en banda, en lugar de boquillas que pulvericen cola sobre el material en banda, hace posible obtener un producto de más alta calidad, en el que el borde libre del rollizo se separa fácilmente para permitir la utilización del rollo por el usuario, sin deteriorar las capas de material en banda de debajo, con un desperdicio de material mínimo y una medición exacta y precisa de la cola.
La cola para hacer que el borde libre final del rollizo formado se adhiera puede ser una cola líquida o semilíquida. Sin embargo, también seria posible utilizar una cola no líquida, por ejemplo en forma de una cinta adhesiva de doble cara. En este caso, el distribuidor de cola está provisto de un elemento que si es necesario prepara una longitud o varias longitudes de cinta adhesiva y posteriormente la aplica o las aplica al material en banda. La utilización de una cola no líquida presenta la ventaja de no debilitar el material en banda y no crea de este modo una línea o zona de rasgado preferencial que no sea la línea de perforaciones elegida para cortar el material en banda. Cuando, por el contrario, la cola es líquida o semilíquida,...
Reivindicaciones:
1. Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
- un bastidor de bobinado (11) para bobinar el material en banda y formar dichos rollizos, que incluye por lo menos un primer elemento de bobinado (1) alrededor del cual se alimenta dicho material en banda (N);
- un alimentador (101) para alimentar unos núcleos de bobinado tubulares (A1, A2, A3, A4; A5), alrededor de los cuales se enrollan dichos rollizos, hacia dicho bastidor de bobinado;
- unos medios para cortar dicho material en banda tras la terminación del bobinado de cada rollizo (L1, L2);
- por lo menos un primer distribuidor de cola (105) que incluye un elemento mecánico que toca el material en banda al final del bobinado de cada rollizo (L1, L2), para aplicar una primera cola (C2) a una parte de dicho material en banda, en la proximidad de una línea de corte, a lo largo de la cual se corta el material en banda tras la terminación del bobinado de un rollizo para formar un borde libre final y un borde libre inicial, encolando dicha primera cola el borde libre final del rollizo;
caracterizada porque dicho elemento mecánico (105) es solidario con dicho alimentador (101).
2. Máquina rebobinadora según la reivindicación 1, caracterizada porque dicho alimentador comprende un asiento oscilante o giratorio (101A), con el cual dicho elemento mecánico (105) es solidario.
3. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho elemento mecánico es un elemento giratorio.
4. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho primer distribuidor de cola aplica dicha primera cola a una parte de material en banda bobinado alrededor de dicho primer elemento de bobinado (1).
5. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho elemento mecánico presenta por lo menos una primera almohadilla (105) apta para recoger dicha primera cola y para tocar dicho material en banda, para transferirlo por lo menos parte de la cola recogida.
6. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque comprende una segunda unidad de encolado (29) para aplicar una segunda cola a los núcleos de bobinado tubulares.
7. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque presenta una superficie de rodadura (15) que determina con dicho primer elemento de bobinado (1) un canal (19) para alimentar dichos núcleos de bobinado (A1-A4); y en la que se alimentan dichos núcleos de bobinado a dicho canal y se les hace rodar en su interior antes de que se corte el material en banda.
8. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho primer distribuidor de cola aplica dicha primera cola a lo largo de bandas longitudinales, continuas o discontinuas, sobre dicho material en banda.
9. Procedimiento para producir unos rollizos de material en banda bobinado, que comprende las siguientes etapas:
- bobinar una cantidad de material en banda (N) para formar un primer rollizo (L1) en una zona de bobinado;
- tras la terminación del bobinado de dicho primer rollizo (L1), cortar el material en banda para crear un borde final (Lf) del primer rollizo y un borde inicial (Li) para formar un segundo rollizo;
- aplicar una primera cola a una parte del material en banda destinada a quedar bobinada en el primer rollizo, en la proximidad del borde libre final, que se encola al primer rollizo tras la terminación del bobinado,
caracterizado porque dicha primera cola se aplica al material en banda por medio de un alimentador de dichos núcleos de bobinado tubulares, durante la introducción de un núcleo hacia dicha zona de bobinado.
10. Procedimiento según la reivindicación 9, caracterizado porque se aplica una segunda cola a dichos núcleos de bobinado tubulares para sujetar el borde libre inicial del material en banda.
11. Procedimiento según la reivindicación 9 ó 10, caracterizado porque dicha primera cola se aplica a lo largo de una línea longitudinal.
12. Procedimiento según una o varias de las reivindicaciones 9 u 11, caracterizado porque dichos rollizos se enrollan con un sistema de bobinado periférico.
13. Procedimiento según una o varias de las reivindicaciones 9 a 12, caracterizado porque dicha primera cola se aplica al material en banda antes del corte del material en banda.
14. Procedimiento según una o varias de las reivindicaciones 9 a 13, caracterizado porque dicha primera cola es una cola líquida o semilíquida.
15. Procedimiento según una o varias de las reivindicaciones 9 a 14, caracterizado porque dicha primera cola es una cola no líquida, tal como una banda de material adhesivo de doble cara.
Patentes similares o relacionadas:
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
 Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Máquina para cerrar el extremo final de un rollo de material en banda, del 20 de Febrero de 2019, de FABIO PERINI S.P.A.: Máquina para cerrar el extremo final (L) de un rollo (R) de material en banda (N), que comprende un primer dispositivo de aplicación de cola para […]
Método y dispositivo para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de papel, del 27 de Noviembre de 2018, de FUTURA S.P.A: Método para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de material de papel, que comprende el paso de suministrar en secuencia más núcleos tubulares […]
Método y aparato de cierre de cola de rollo ultrasónico de material en banda no tejido, del 20 de Noviembre de 2018, de ELSNER ENGINEERING WORKS INC: Aparato para fijar un extremo de cola de un rollo bobinado en espiral de material en banda no tejido, caracterizado porque el aparato es para fijar el […]
Rollo de papel higiénico/de cocina, del 13 de Noviembre de 2018, de Industrie Cartarie Tronchetti S.p.A: Un rollo de papel, particularmente de tipo papel higiénico o papel de cocina, que comprende una faldilla terminal que está pegada […]
Sistema de relleno con enrollador, aparato y método automatizados de encintado y de eyección, del 26 de Abril de 2017, de RANPAK CORP.: Un mecanismo automático de eyección de bobina en combinación con una máquina de conversión de relleno capaz de producir una tira de relleno y […]