MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS.
Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A),
que comprende:
- un recorrido de introducción de núcleos tubulares;
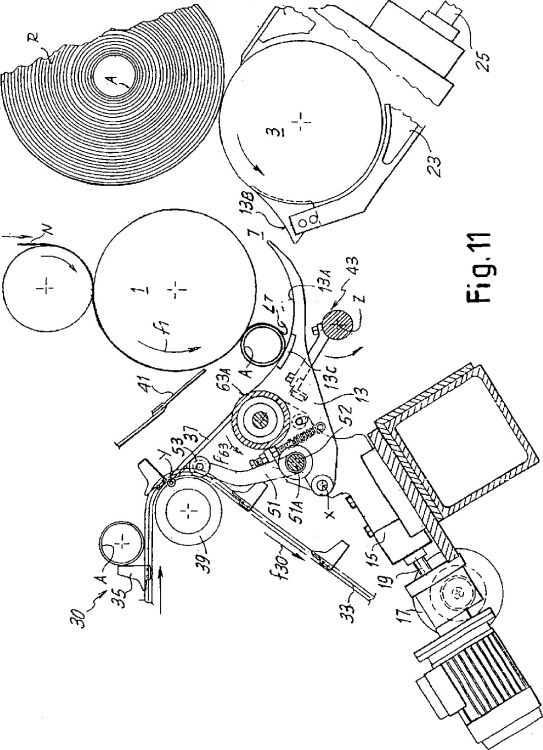
- un bastidor de enrollado (1, 3, 5);
- un primer elemento móvil (1) diseñado para que esté en contacto con el material en banda que debe enrollarse;
- una superficie de rodadura (13A, 13B) que forma, con dicho primer elemento móvil (1), un canal (11) para el paso de dichos núcleos tubulares (A);
- un introductor (51) para introducir dichos núcleos (A) en dicho canal (11), introduciéndose el núcleo en contacto con el material en banda (N) arrastrado alrededor del primer elemento móvil (1), apretándose el material en banda entre el primer elemento móvil y el núcleo;
caracterizado porque en la entrada de dicho canal (11) está dispuesto un segundo elemento móvil (63; 63A), opuesto a dicho primer elemento móvil (1), pasando el recorrido de introducción de núcleos entre dicho primer elemento móvil y dicho segundo elemento móvil, que están dispuestos a una distancia tal que un núcleo introducido entre ellos en contacto con el material en banda (N) arrastrado alrededor del primer elemento móvil (1) está en contacto también con el segundo elemento móvil (63, 63A); la velocidad del primer elemento móvil (1) en el punto en que el material en banda se aprieta entre el primer elemento móvil y el núcleo, y estando orientada la velocidad del segundo elemento móvil (63, 63A) en el punto de contacto con el núcleo (A) en direcciones opuestas y controladas para producir la rotación y el movimiento hacia adelante del núcleo de enrollado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2007/000010.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO,55100 LUCCA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, BORELLI,ALESSANDRO.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B65H19/22B6
Clasificación PCT:
- B65H19/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Elevación, transporte o retirada de la bobina; Inserción del núcleo.
Fragmento de la descripción:
Máquina rebobinadora y procedimiento de enrollado para la producción de rollizos.
Campo técnico
La presente invención se refiere a unas mejoras en las máquinas bobinadoras o rebobinadoras para la producción de rollizos de material en banda enrollado, por ejemplo pero no exclusivamente, papel y papel tisú.
La invención también se refiere a unas mejoras en los procedimientos de enrollado para la producción de rollizos de material en banda.
Estado de la técnica
En la industria de la transformación del papel, por ejemplo para la producción de artículos de papel tisú en forma de rollos, tales como rollos de papel higiénico, papel de cocina y similares, se utilizan las denominadas máquinas rebobinadoras, que tienen la función de rebobinar un material en banda, que proviene de grandes bobinas (denominadas bobinas originales), en rollizos con un diámetro igual al diámetro de los artículos acabados que a continuación se venderán. Los rollizos obtenidos de este modo son mucho más largos que la longitud axial de los artículos que se venden posteriormente y por lo tanto se cortan perpendicularmente a sus ejes para obtener el producto acabado que se embala a continuación.
El enrollado o rebobinado debe realizarse a alta velocidad y de manera continua. El enrollado de un rollizo único requiere aproximadamente 1 a 3 segundos. Al final del enrollado, el material en banda se corta, es decir, se rasga o corta, para crear el borde trasero del rollizo acabado y el borde delantero del material que se enrollará en el siguiente rollizo. El corte del material en banda, la descarga del rollizo acabado y el inicio del enrollado del siguiente rollizo se denominan en conjunto fase u operación de intercambio. Dicha operación se realiza, en las máquinas modernas, sin interrupción ni disminución de velocidad de la alimentación de material en banda, con el fin de no reducir la producción horaria.
El enrollado se realiza normalmente alrededor de núcleos de enrollado tubulares, en los que se hace que se adhiera el borde delantero del material en banda por medio de un adhesivo aplicado en el núcleo tubular, o por medio de aspiración en el interior del núcleo tubular que, en dicho caso, presenta unas aberturas en su superficie cilíndrica. En otras formas de realización los núcleos tubulares se cargan electrostáticamente para atraer el borde delantero libre del material en banda.
Las máquinas rebobinadoras modernas están provistas de un bastidor de enrollado, en las que se entiende dicho bastidor de enrollado como un conjunto de partes accionadas por motor que mantienen contacto con la superficie exterior del rollizo durante la fase de formación y transmiten el movimiento de enrollado al rollizo, si es necesario asistido por sistemas de enrollado axiales. Estas máquinas rebobinadoras se definen generalmente como rebobinadoras de superficie.
El documento US-A-5.979.818 describe una máquina rebobinadora de superficie que comprende: un recorrido para la introducción de dichos núcleos tubulares; un bastidor de enrollado; un elemento móvil diseñado para estar en contacto con el material en banda que debe enrollarse; una superficie de rodadura que forma con dicho elemento móvil un canal para el paso de dichos núcleos tubulares, que se extiende hacia un paso de entrada en dicho bastidor de enrollado; un elemento de introducción para introducir dichos núcleos en dicho canal. Cuando tiene que introducirse un nuevo núcleo en la máquina para iniciar el enrollado de un nuevo rollizo, éste es empujado en el canal entre un elemento móvil y una superficie de rodadura. El elemento móvil puede ser un rodillo enrollador que forma parte del bastidor de enrollado, o una cinta u otro elemento móvil en contacto con el material en banda. Un dispositivo de corte, que funciona en una posición intermedia a lo largo del canal para el paso de los núcleos, corta o rompe el material en banda, formando un borde delantero y un borde trasero.
El documento US-A-5.769.352 da a conocer una mejora en este tipo de máquinas rebobinadoras, que permite la utilización de núcleos de enrollado con diámetros sustancialmente distintos por medio de un único ajuste. Con este fin la superficie de rodadura que forma el canal para la introducción y paso de los núcleos consta de dos partes: una primera parte oscilante que determina la primera sección del canal y una segunda parte fija, que termina en el nivel de un paso entre un primer y un segundo rodillos enrolladores.
En los documentos WO-A-2005/054102; WO-A-2005/054104; WO-A-2005/075328, se describen además unas máquinas rebobinadoras provistas de un canal para el paso de los núcleos y unos sistemas determinados para cortar el material en banda e iniciar el enrollado del mismo en el nuevo núcleo. En estas máquinas el canal para el paso de los núcleos está siempre determinado entre una superficie de rodadura y un elemento móvil, generalmente una cinta o una serie de cintas dispuestas una al lado de la otra.
El documento WO-A-00/68129 describe una máquina rebobinadora con una estructura similar a la expuesta en el documento US-A-5.979.818, provista de un sistema de aspiración, con una o dos entradas que interconectan con los extremos de los núcleos de enrollado tubulares, para generar un vacío en el interior de los núcleos y enrollar la primera vuelta de material en banda alrededor de dicho núcleo debido a la aspiración a través de los orificios o aberturas en la superficie cilíndrica de los núcleos. Las entradas de aspiración están montadas en un dispositivo móvil para seguir los núcleos a lo largo de parte de su recorrido de introducción hacia el bastidor de enrollado, con el fin de disponer de suficiente tiempo para inducir el enrollado de la primera vuelta de material en banda.
El documento WO-A-2004/096684 da a conocer una máquina rebobinadora en la cual los núcleos se introducen de nuevo en un canal delimitado entre una superficie de rodadura y un rodillo enrollador. En este caso, el material en banda se corta mediante un sistema de chorros de aire comprimido, tal como ya es conocido en la técnica más novedosa.
El documento WO-A-2004/005172 describe una máquina rebobinadora con un canal para el paso o introducción de los núcleos, determinado entre un rodillo enrollador parcialmente aspirante y una superficie de rodaduras. Está previsto un elemento para el corte del material en banda para que actúe en el material en banda corriente arriba de la entrada del canal de introducción de núcleos.
Pueden encontrarse algunos problemas o límites de funcionamiento en las máquinas rebobinadoras conocidas hasta ahora. Por ejemplo, al utilizar un sistema para iniciar el enrollado por medio de aspiración, debe preverse que las entradas de aspiración sigan el movimiento de los núcleos de enrollado tubulares durante una larga extensión (WO-A-00/68129), y esto implica algunas complicaciones mecánicas.
Además, cuando se utiliza un sistema mecánico para cortar el material en banda, puede ser necesario impedir que los núcleos tubulares choquen contra el mecanismo de corte, que con frecuencia se desplaza hacia adelante más lentamente que el material en banda. Esta necesidad limita la flexibilidad de la máquina rebobinadora.
En algunas máquinas rebobinadoras, con un canal de introducción para los núcleos de enrollado y un dispositivo para cortar el material en banda que actúa en una posición intermedia a lo largo de dicho canal, existe el inconveniente de que el material en banda se corta en un punto relativamente lejos del punto en el que el material en banda se une al nuevo núcleo de enrollado, formando de este modo un borde delantero plegado particularmente largo.
Además, cuando el núcleo de enrollado se introduce en un canal determinado entre un rodillo enrollador, u otro elemento móvil, y una superficie de rodadura fija, dicho núcleo de enrollado se somete a una aceleración angular repentina y por lo tanto a un alto nivel de tensión. La fase angular inicial no puede controlarse con seguridad.
Cuando el núcleo de enrollado se acelera angularmente debido al contacto simultáneo entre un rodillo enrollador (u otro elemento móvil sobre el que se guía el material en banda) y una superficie de rodadura fija, el movimiento hacia adelante del núcleo de enrollado depende directamente del diámetro del propio núcleo, por lo tanto cuanto mayor sea el diámetro del núcleo, mayor tendrá que ser el canal de introducción. Si la máquina está prevista para su funcionamiento con núcleos de enrollado tubulares de diámetro variable, el intervalo...
Reivindicaciones:
1. Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
caracterizado porque en la entrada de dicho canal (11) está dispuesto un segundo elemento móvil (63; 63A), opuesto a dicho primer elemento móvil (1), pasando el recorrido de introducción de núcleos entre dicho primer elemento móvil y dicho segundo elemento móvil, que están dispuestos a una distancia tal que un núcleo introducido entre ellos en contacto con el material en banda (N) arrastrado alrededor del primer elemento móvil (1) está en contacto también con el segundo elemento móvil (63, 63A); la velocidad del primer elemento móvil (1) en el punto en que el material en banda se aprieta entre el primer elemento móvil y el núcleo, y estando orientada la velocidad del segundo elemento móvil (63, 63A) en el punto de contacto con el núcleo (A) en direcciones opuestas y controladas para producir la rotación y el movimiento hacia adelante del núcleo de enrollado.
2. Máquina rebobinadora según la reivindicación 1, caracterizada porque dicho canal (11) se extiende desde una zona de entrada hacia un paso (7) que proporciona acceso a dicho bastidor de enrollado (1, 3, 5), estando definido dicho paso preferentemente por dos rodillos de enrollado opuestos (1, 3).
3. Máquina rebobinadora según la reivindicación 1 ó 2, caracterizada porque dicha superficie de rodadura (13A; 13B) es sustancialmente estacionaria u oscilante.
4. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho segundo elemento móvil (63) comprende un rodillo, que se acciona en rotación, y que dichos primer y segundo elementos móviles giran en direcciones concordantes.
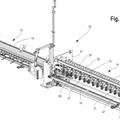
5. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque corriente arriba de dicho segundo elemento móvil (63, 63A), a lo largo del recorrido de introducción de núcleos, están previstos unos soportes (37, 41) para retener temporalmente los núcleos tubulares (A), antes de su introducción entre dichos primer y segundo elementos móviles (1, 63, 63A), y porque dicho primer elemento móvil (1) y dicho segundo elemento móvil (63, 63A) están dispuestos de tal manera que el núcleo (A), que se introduce hacia dicho canal (11), entre en contacto con dicho segundo elemento móvil (63; 63A) antes de entrar en contacto con dicho material en banda (A), acelerándose dicho núcleo angularmente antes de tocar el material en banda.
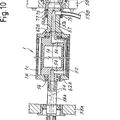
6. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque comprende por lo menos una entrada de aspiración (81) para crear un vacío en el interior de dichos núcleos (A), que coopera con los extremos de dichos núcleos, presentando dichos núcleos una superficie cilíndrica provista de unas aberturas con conexión de fluido con una cavidad interior dispuesta en vacío mediante dicha entrada de aspiración.
7. Máquina rebobinadora según la reivindicación 6, caracterizada porque por lo menos una entrada de aspiración (81) es móvil, estando sincronizado el movimiento de la misma con el movimiento de los núcleos tubulares (A), para acompañar los núcleos tubulares durante parte de su recorrido de introducción.
8. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho primer elemento móvil (1) consiste en un primer rodillo enrollador, alrededor del cual se guía el material en banda.
9. Máquina rebobinadora según la reivindicación 8, caracterizada porque dicho bastidor de enrollado comprende dicho primer rodillo enrollador (1), un segundo rodillo enrollador (3), y un tercer rodillo enrollador (5), formando el primer y el segundo rodillos enrolladores entre ellos dicho paso de entrada (7) al bastidor de enrollado y siendo dicho tercer rodillo enrollador (5) móvil para permitir el crecimiento del rollizo (R) que se está formando en dicho bastidor de enrollado.
10. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque dicho segundo elemento móvil (63) consiste en una pluralidad de partes cilíndricas coaxiales (63A), soportadas por un primer árbol accionado por motor (61) común.
11. Máquina rebobinadora según la reivindicación 10, caracterizada porque dicho dispositivo de introducción (51) comprende unos brazos oscilantes soportados por un segundo árbol accionado por motor (52) paralelo a dicho primer árbol accionado por motor (61).
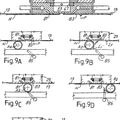
12. Máquina rebobinadora según una o varias de las reivindicaciones anteriores, caracterizada porque comprende un elemento de corte de banda (43) para cortar el material en banda (N), que actúa en el material en banda en una posición corriente abajo de dicho segundo elemento móvil (63; 63A), preferentemente a lo largo dicho canal para núcleos (11), comprendiendo dicho elemento de corte de banda un dispositivo móvil (43A, 43B) que coopera con dicho primer elemento móvil (1), para apretar el material en banda (N) contra dicho primer elemento móvil (1), desplazándose el dispositivo móvil (43A, 43B) durante el contacto con el material en banda a una velocidad distinta, preferentemente a una velocidad inferior a la del primer elemento móvil (1).
13. Máquina rebobinadora según la reivindicación 12, caracterizada porque dicho dispositivo móvil (43A, 43B) se controla para obtener, durante el contacto con dicho material en banda, una velocidad orientada en la dirección opuesta con respecto a la velocidad de movimiento hacia adelante del material en banda (N).
14. Procedimiento para enrollar un material en banda alrededor de unos núcleos de enrollado tubulares, que comprende las fases siguientes:
caracterizado porque controla la aceleración angular y el movimiento hacia adelante de dicho segundo núcleo (A) en dicho canal (11) llevando dicho núcleo (A) a entrar en contacto con el material en banda (N) guiado alrededor de dicho primer elemento móvil (1) también en contacto con un segundo elemento móvil (63; 63A); orientándose la velocidad del segundo elemento móvil (63; 63A), en el punto de contacto con dicho núcleo (A), y la velocidad del primer elemento móvil (1), en el punto en que el material en banda (N) se aprieta entre el primer elemento móvil y el núcleo, en direcciones opuestas y controlándose para producir la rotación y el movimiento hacia adelante del núcleo.
15. Procedimiento según la reivindicación 14, caracterizado porque dicho segundo elemento móvil (63; 63A) comprende un rodillo accionado en rotación, y porque dichos primer y segundo elementos móviles se hacen girar en direcciones concordantes.
16. Procedimiento según la reivindicación 14 ó 15, caracterizado porque comprende las siguientes etapas:
17. Procedimiento según la reivindicación 14, 15 ó 16, caracterizado porque dicho segundo elemento móvil (63; 63A) se acciona a una velocidad de superficie inferior a la del desplazamiento hacia adelante del material en banda y a la velocidad de superficie del primer elemento móvil (1), y porque dicho segundo núcleo (A) se acelera angularmente por medio de dicho segundo elemento móvil (63; 63A) antes de que dicho segundo núcleo entre en contacto con dicho material en banda (A).
18. Procedimiento según una o varias de las reivindicaciones 14 a 17, caracterizado porque dicho material en banda se corta mediante un elemento de corte móvil (43; 43A, 43B), apretando el material en banda entre dicho elemento de corte móvil y dicho primer elemento móvil (1) y porque durante el apriete del material en banda dicho elemento de corte móvil presenta una velocidad distinta de dicho elemento de guiado del material en banda.
19. Procedimiento según la reivindicación 18, caracterizado porque dicho elemento de corte móvil (43; 43A, 43B) presenta una velocidad orientada en la dirección opuesta con respecto a la velocidad de dicho elemento móvil (1).
Patentes similares o relacionadas:
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA, del 1 de Septiembre de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo […]
 MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
MÁQUINA REBOBINADORA PARA LA PRODUCCIÓN DE BOBINAS DE MATERIAL EN BANDA Y BOBINAS OBTENIDAS, del 24 de Enero de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora que comprende: un sistema de bobinado y un recorrido para alimentar un material en banda (N) hacia dicho sistema […]
 PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS, del 3 de Marzo de 2010, de FABIO PERINI S.P.A.: Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de […]
PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS, del 3 de Marzo de 2010, de FABIO PERINI S.P.A.: Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de […]
Dispositivo para enrollar material en forma de banda en al menos una bobina, del 25 de Diciembre de 2019, de LEICHT STANZAUTOMATION GMBH: Dispositivo para enrollar material en forma de banda en al menos una bobina que comprende - una bancada de la máquina , - al menos un brazo de soporte […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel o materiales absorbentes similares, del 20 de Noviembre de 2019, de GAMBINI S.p.A: Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel […]
 Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Método y máquina para descargar un rollo de cinta de un husillo de bobinado, del 31 de Julio de 2019, de S.I.C.M.A. S.p.A. SOCIETA' INDUSTRIALE COSTRUZIONI MECCANICHE E AFFINI: Un método para descargar al menos un rollo de cinta de un husillo de bobinado , comprendiendo el método las etapas de usar un carro motorizado […]
Aparato de cambio de bobinas particularmente adecuado para la alimentación de máquinas de trabajo, del 1 de Mayo de 2019, de DOTTA, ANGELO: Aparato de cambio de bobinas para la alimentación de máquinas de trabajo, en el que se proporciona un conjunto para cortar y reconectar el material (T) devanado, […]