PROCEDIMIENTO PARA LA FABRICACIÓN DE LA CUBA DE LAVADO DE UN LAVAVAJILLAS.
Procedimiento para la fabricación de la cuba de lavado de un lavavajillas mediante la expansión de una cubierta de chapa conformada de modo anular,
que comprende una parte de base así como paredes laterales con parte de tapa, y que está cerrada con una pared posterior colocada en su lado posterior, fabricándose la cuba (S) de lavado en una operación de expansión de 5 lados, en la que una cubierta de chapa configurada mediante conformación previa para dar una parte (1') de cuba abierta por delante y por detrás acodada, con una pared (11) posterior unida por separado se somete a la operación de conformación, caracterizado porque se pliegan los cantos laterales de la pared (11) posterior separada antes de soldar la pared (11) posterior a la parte (1') de cuba abierta a modo de doblado (13) de canto circundante, produciéndose la parte (1') de cuba con un borde (10) de fijación circundante acodado para la fijación de pared posterior y seleccionándose el doblado (13) de canto de la pared (11) posterior y su dimensión de tal manera, que 10 los cantos (14) laterales doblados de la pared (11) posterior limitan el borde (10) circundante de la parte (1') de cuba a modo de marco de tal manera, que el canto (14) doblado de la pared (11) posterior discurre en prolongación del borde (10) de fijación acodado de la parte (1') de cuba y termina con/sin distancia delante del canto (15) externo del borde (10) circundante
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01106790.
Solicitante: MIELE & CIE. KG.
Nacionalidad solicitante: Alemania.
Dirección: CARL-MIELE-STRASSE 29 33332 GÜTERSLOH ALEMANIA.
Inventor/es: HETTENHAUSEN, ULRICH, BERGMANN, JURGEN, Bansmann,Karl-Uwe, Borgstedt,Reinhold, Dickenbrok,Heinz-Jürgen, Plöger,Klaus, Thörmer,Wolfram.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Marzo de 2001.
Clasificación Internacional de Patentes:
- A47L15/42I
Clasificación PCT:
- A47L15/42 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47L LAVADO O LIMPIEZA DOMESTICA (cepillos A46B; limpieza de grandes cantidades de botellas o de otros objetos huecos de una sola especie B08B 9/00; lavado de la ropa D06F ); ASPIRADORES EN GENERAL (limpieza en general B08). › A47L 15/00 Máquinas para lavar o enjuagar la vajilla o los utensilios de mesa. › Partes constitutivas.
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
- B21D51/16 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › caracterizados por el uso de los objetos (fabricación de cambiadores de calor B21D 53/02).
Clasificación antigua:
- A47L15/42 A47L 15/00 […] › Partes constitutivas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2355959_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de la cuba de lavado de un lavavajillas mediante la expansión de una cubierta de chapa conformada de modo anular, que comprende una parte de base así como paredes laterales con parte de tapa, y que está cerrada con una pared posterior que va a unirse en su lado posterior, 5 fabricándose la cuba de lavado en una operación de expansión de 5 lados, en la que una cubierta de chapa configurada mediante conformación previa para dar una parte de cuba abierta por delante y por detrás acodada, con una pared posterior unida por separado se somete a la operación de conformación.
Por el documento DE 197 19 531 A1 se conoce un procedimiento de producción de este tipo para hornos.
Por el documento DE 75 16 419 U1 se conoce una cuba de lavado para un lavavajillas de carga frontal. A este respecto 10 se conforma un recorte de chapa en forma de banda que rodea la base, las paredes laterales y el techo de la cuba de lavado y ensamblado en sus dos extremos mediante soldadura para dar una cubierta de chapa de tipo anular, mediante una expansión de 4 lados para dar una parte de cuba acodada, cuyos lados de pared ya tienen la conformación completa en los estampados transversales o similares predefinidos por la herramienta de transformación. A la parte de cuba abierta por delante y por detrás se suelda tras la expansión la pared posterior de la cuba de lavado, producida a 15 partir de un recorte de chapa separado, que entonces, en una etapa de trabajo siguiente se expande o estampa. La pared posterior soldada estabiliza adicionalmente la parte de cuba.
La soldadura de la pared posterior lisa sobre la parte de cuba ya expandida así como la expansión posterior de la propia pared posterior produce la aparición de tensiones de soldadura y de material incontrolables en las paredes de la cuba, de modo que se estira desventajosamente la cuba de lavado y no se comporta de manera resistente a la torsión. 20 Aparecen imprecisiones de medida en la cuba, que conducen a problemas durante el montaje de la cuba en el aparato y también dificultan la colocación y el sellado del sumidero o de la puerta del aparato. La expansión de la cuba de lavado, realizada en varias etapas de trabajo también conduce a costes de fabricación elevados del aparato. Pero también en el caso de soldar una pared posterior ya expandida previamente por separado se mantienen las tensiones de soldadura, de modo que no se eliminan las desventajas mencionadas anteriormente. 25
Por el documento DE 196 11 049 A1 se conoce en el caso de un lavavajillas, fabricar en primer lugar una parte de cuba abierta por detrás, que está dotada de un reborde acodado. Sobre esta parte de cuba se coloca la pared posterior, curvándose un reborde de la pared posterior alrededor del reborde de la parte de cuba de manera doblada y solapando el mismo.
Partiendo de un procedimiento del tipo mencionado al principio para la fabricación de una cuba de lavado de un 30 lavavajillas la invención se basa por tanto en el objetivo de indicar un procedimiento de producción económico y sencillo con el que puedan producirse cubas de lavado de manera resistente a la torsión y con un coste mínimo, con medidas precisas y de manera reproducible.
Este objetivo se soluciona según la invención mediante las características de la reivindicación 1. Configuraciones y perfeccionamientos ventajosos del procedimiento según la invención se obtienen a partir de las reivindicaciones 35 dependientes siguientes.
Según el procedimiento según la solicitud, la transformación principal de la cuba de lavado se produce mediante la expansión tras el ensamblado, sometiéndose los cuatro lados de la parte de cuba acodada incluyendo la pared posterior unida con los mismos de manera estanca a los fluidos como quinto lado de pared en conjunto a la operación de expansión. De este modo se igualan tensiones. La cuba de lavado se hace de manera ventajosa resistente a la torsión y 40 con medidas precisas de manera reproducible. Para el procedimiento de fabricación es posible de manera ventajosa trabajar a partir de la pila de piezas en bruto de chapa o de la bobina sin apilar de manera intermedia recortes de cuba conformados previamente. Ya que no se hace necesaria una estampa de embutición para el estampado (expansión) de preparación o posterior por separado de la pared posterior de cuba sólo se requieren pocas piezas o herramientas de conformación. La operación de expansión mediante hidroconformado que incluye según la invención los cinco lados de 45 cuba simultáneamente también ofrece ventajosamente un control y un mantenimiento sencillos de las herramientas implicadas en el proceso de transformación. Al mismo tiempo que la expansión de los cinco lados de pared de cuba puede producirse el control de estanqueidad de las paredes de cuba y especialmente de las costuras de unión en la pared posterior, de modo que puede prescindirse de comprobaciones de estanqueidad posteriores con una minimización de los costes. Del mismo modo pueden realizarse de manera más sencilla modificaciones de los 50 elementos constructivos sólo en una herramienta de transformación. De manera ventajosa mediante una configuración especial de los cantos de pared posterior se evita un riesgo de lesión al trabajar con la cuba expandida.
Las etapas de procedimiento individuales del procedimiento según la invención se representan de manera simplificada mediante dibujos y se describen a continuación con más detalle. Muestran
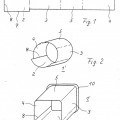
la figura 1 un recorte de chapa para la fabricación de la parte de base así como de las paredes laterales y de la parte de 55 tapa de una cuba de lavado sin pared posterior, en una vista desde arriba simplificada,
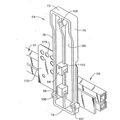
la figura 2 el recorte de chapa conformado previamente para dar una cubierta de chapa configurada de modo anular en una representación en perspectiva,
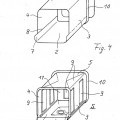
la figura 3 una parte de cuba conformada a partir de la parte de chapa anular con paredes laterales acodadas, de manera simplificada en una representación en perspectiva,
la figura 4 la parte de cuba con pared posterior no estampada asociada, 5
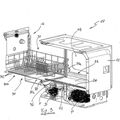
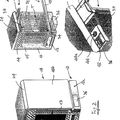
la figura 5 la parte de cuba completa en forma de una cuba de lavado en una representación tridimensional tras una operación de expansión de 5 lados,
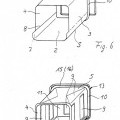
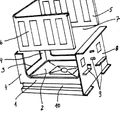
la figura 6 la cuba de lavado conformada a partir de la parte de chapa, con la pared posterior puesta a disposición por separado, cuyos cantos laterales están doblados, en una representación en perspectiva,
la figura 7 la parte de cuba soldada con la pared posterior según la figura 6 en una representación tridimensional tras la 10 operación de expansión de 5 lados,
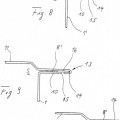
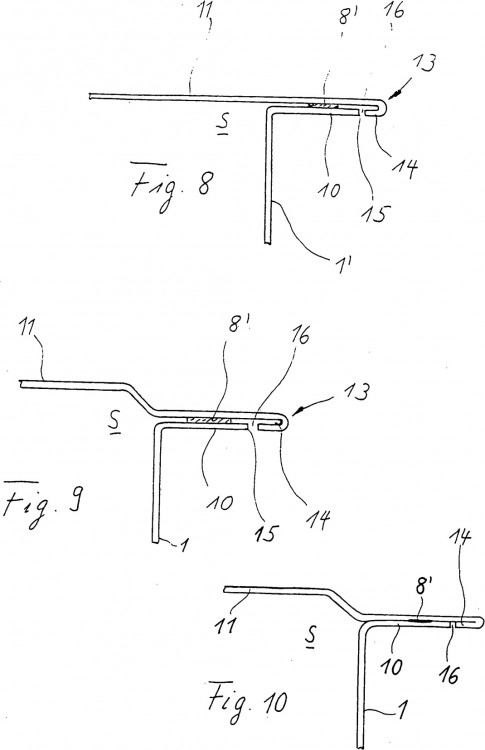
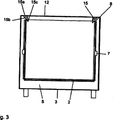
la figura 8 un fragmento de una zona de esquina de pared posterior de la parte de cuba antes del hidroconformado de la cuba de lavado, representado de manera esquemática,
la figura 9 un fragmento de una zona de esquina de pared posterior de la parte de cuba tras el hidroconformado de la cuba de lavado, representado de manera esquemática, 15
la figura 10 el fragmento de la zona de esquina de pared posterior de la parte de cuba tras el hidroconformado de la cuba de lavado en una representación conforme a la práctica.
Un recorte (1) de chapa representado en la figura 1 y en sí conocido para la fabricación de la cuba (S) de lavado, véase la figura 5, de un lavavajillas no representado, está adaptado a las dimensiones de la cuba (S) de lavado que va a conformarse designándose con (2) la parte de base posterior de la cuba (S) de lavado y con (3) y (4) las 20 paredes laterales y con (5) la parte de tapa posterior. La parte (2) de base se conforma en la expansión posterior para dar un sumidero (6), véase la figura 5, al que se conecta un recipiente de acumulación en sí conocido, no mostrado en este caso.
El recorte de la parte (2) de base está fabricado, visto de izquierda a derecha según la figura 1, más ancho que el recorte (1) de chapa que forma las paredes (3, 4) laterales y la parte (5) de tapa, para poder conformar en el canto 25 anterior de la parte (2) de base un faldón (7) curvado hacia arriba en sí conocido. Sin embargo, el recorte (1) de chapa también puede producirse dado el caso con un ancho continuo. El recorte (1) de chapa de una sola pieza en el ejemplo de realización puede estar compuesto dado el caso también por dos piezas, recortándose entonces la parte (2) de base por separado. A este respecto, la parte (2) de base también puede estar compuesta por otro grosor o tipo de material.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de la cuba de lavado de un lavavajillas mediante la expansión de una cubierta de chapa conformada de modo anular, que comprende una parte de base así como paredes laterales con parte de tapa, y que está cerrada con una pared posterior colocada en su lado posterior, fabricándose la cuba (S) de lavado en una operación de expansión de 5 lados, en la que una cubierta de chapa configurada mediante conformación previa para dar una parte (1') de cuba abierta por delante y por detrás acodada, con una pared (11) posterior unida por separado se 5 somete a la operación de conformación, caracterizado porque se pliegan los cantos laterales de la pared (11) posterior separada antes de soldar la pared (11) posterior a la parte (1') de cuba abierta a modo de doblado (13) de canto circundante, produciéndose la parte (1') de cuba con un borde (10) de fijación circundante acodado para la fijación de pared posterior y seleccionándose el doblado (13) de canto de la pared (11) posterior y su dimensión de tal manera, que los cantos (14) laterales doblados de la pared (11) posterior limitan el borde (10) circundante de la parte (1') de cuba a 10 modo de marco de tal manera, que el canto (14) doblado de la pared (11) posterior discurre en prolongación del borde (10) de fijación acodado de la parte (1') de cuba y termina con/sin distancia delante del canto (15) externo del borde (10) circundante.
2. Procedimiento según la reivindicación 1, caracterizado porque la cubierta de chapa sin pared posterior está compuesta por uno o más recortes (1) de chapa separados, que tras la transformación de modo anular se conforman 15 previamente para dar una parte (1') de cuba acodada, que rodea las paredes (3, 4) laterales con parte (5 ó 2) de tapa y base con lados de pared sin transformar, porque para la pared (11) posterior que va a unirse de la cuba (S) de lavado en la conformación previa de la cubierta de chapa o después se configura de manera circundante un borde (10) en el lado posterior de la cuba y se conforma previamente un faldón (7) de cuba en el lado anterior de cuba (zona de puerta), porque la parte (1') de cuba en forma de caja se une de manera estanca a los fluidos con la pared (11) posterior 20 formada a partir de un recorte de chapa separado adicional, y porque en una operación de expansión de 5 lados siguiente se produce la conformación completa de todos los lados de cuba o superficies (2 a 5) de pared así como del faldón (7) y de los carriles (12) para un cesto de lavavajillas con los estampados (8) transversales, abombamientos y similares predefinidos por la herramienta de transformación.
3. Procedimiento según la reivindicación 1 y 2, caracterizado porque la conformación previa de la cubierta de chapa 25 abierta por delante y por detrás formada a partir del recorte (1) de chapa anular para dar la forma de caja se produce de manera mecánica mediante herramientas de embutido, de curvado y similares y la operación de expansión de 5 lados de la cuba (S) de lavado de cinco lados cerrada por detrás se produce mediante hidroconformado.
4. Procedimiento según una o varias de las reivindicaciones 1 a 3, caracterizado porque está configurado un intersticio (16) residual entre el canto (14) doblado de la pared (11) posterior y el canto (15) externo circundante de la parte (1') de 30 chapa como ayuda para el centrado para el montaje de la pared posterior.
Patentes similares o relacionadas:
 LAVAPLATOS CON UNA PUERTA DESLIZANTE, del 3 de Marzo de 2011, de WHIRLPOOL CORPORATION: Lavaplatos que comprende un recipiente de lavado , una puerta deslizante que se puede extraer desde una posición retraída, en […]
LAVAPLATOS CON UNA PUERTA DESLIZANTE, del 3 de Marzo de 2011, de WHIRLPOOL CORPORATION: Lavaplatos que comprende un recipiente de lavado , una puerta deslizante que se puede extraer desde una posición retraída, en […]
 LAVAVAJILLAS CON UN RECIPIENTE DE LAVADO QUE PUEDE EXTRAERSE A MODO DE CAJÓN DE LA CARCASA, del 10 de Enero de 2011, de MIELE & CIE. KG: Lavavajillas con una carcasa esencialmente paralelepipédica recta o paralelepipédica oblicua, abierta hacia el lado frontal y con un recipiente […]
LAVAVAJILLAS CON UN RECIPIENTE DE LAVADO QUE PUEDE EXTRAERSE A MODO DE CAJÓN DE LA CARCASA, del 10 de Enero de 2011, de MIELE & CIE. KG: Lavavajillas con una carcasa esencialmente paralelepipédica recta o paralelepipédica oblicua, abierta hacia el lado frontal y con un recipiente […]
 LAVAVAJILLAS, del 13 de Diciembre de 2010, de PANASONIC CORPORATION: Un lavavajillas que comprende: un cuerpo principal que tiene por lo general forma de caja con un frontal abierto; una cuba de lavado que es extraída de y retraída […]
LAVAVAJILLAS, del 13 de Diciembre de 2010, de PANASONIC CORPORATION: Un lavavajillas que comprende: un cuerpo principal que tiene por lo general forma de caja con un frontal abierto; una cuba de lavado que es extraída de y retraída […]
 CONJUNTO DE DESLIZAMIENTO DE CAJON PARA UN LAVAVAJILLAS DE TIPO CAJON, del 2 de Noviembre de 2010, de MAYTAG CORPORATION: Un lavavajillas que comprende: una carcasa externa que tiene al menos una parte superior y una parte de pared lateral ; una cuba que tiene paredes […]
CONJUNTO DE DESLIZAMIENTO DE CAJON PARA UN LAVAVAJILLAS DE TIPO CAJON, del 2 de Noviembre de 2010, de MAYTAG CORPORATION: Un lavavajillas que comprende: una carcasa externa que tiene al menos una parte superior y una parte de pared lateral ; una cuba que tiene paredes […]
 DEPOSITO DE LAVAR PARA LAVAVAJILLAS, del 1 de Junio de 2010, de BSH BOSCH UND SIEMENS HAUSGERATE GMBH: Depósito de lavar para un lavavajillas, cuyo depósito está constituido por varias partes unidas entre sí, caracterizado porque está previsto un […]
DEPOSITO DE LAVAR PARA LAVAVAJILLAS, del 1 de Junio de 2010, de BSH BOSCH UND SIEMENS HAUSGERATE GMBH: Depósito de lavar para un lavavajillas, cuyo depósito está constituido por varias partes unidas entre sí, caracterizado porque está previsto un […]
 LAVAPLATOS, del 6 de Mayo de 2010, de WHIRLPOOL CORPORATION: Un lavaplatos o lavavajillas que comprende una estructura de base en la que se monta una cuba (16, T), y una estructura superior conectada a la estructura […]
LAVAPLATOS, del 6 de Mayo de 2010, de WHIRLPOOL CORPORATION: Un lavaplatos o lavavajillas que comprende una estructura de base en la que se monta una cuba (16, T), y una estructura superior conectada a la estructura […]
 MAQUINA LAVAVAJILLAS CON UN RECIPIENTE DE LAVADO QUE PUEDE EXTRAERSE DE LA CARCASA A MODO DE CAJON, del 11 de Febrero de 2010, de MIELE & CIE. KG: Máquina lavavajillas con una carcasa esencialmente paralelepipédica, abierta hacia el lado frontal y con un recipiente de lavado abierto por la parte superior, […]
MAQUINA LAVAVAJILLAS CON UN RECIPIENTE DE LAVADO QUE PUEDE EXTRAERSE DE LA CARCASA A MODO DE CAJON, del 11 de Febrero de 2010, de MIELE & CIE. KG: Máquina lavavajillas con una carcasa esencialmente paralelepipédica, abierta hacia el lado frontal y con un recipiente de lavado abierto por la parte superior, […]
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]