CIP-2021 : B21D 26/02 : aplicando una presión mediante un fluido.
CIP-2021 › B › B21 › B21D › B21D 26/00 › B21D 26/02[1] › aplicando una presión mediante un fluido.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas.
B21D 26/02 · aplicando una presión mediante un fluido.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN.
(03/10/2017). Solicitante/s: METRONICS TECHNOLOGIES, S.L. Inventor/es: DE ORTE GLARIA,BENITO ANDRES.
Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de:
- emplear al menos dos cuerpos tubulares que tienen una pared exterior y una pared interior , donde el diámetro (d) de la pared exterior del primer cuerpo tubular es mayor que el diámetro (D) de la pared interior del segundo cuerpo tubular ,
- aplicar presión sobre la pared interior del segundo cuerpo tubular deformándolo hasta que el diámetro (D') de la pared interior del segundo cuerpo tubular sea mayor que el diámetro (d) de la pared exterior del primer cuerpo tubular ,
- disponer el primer cuerpo tubular dentro del segundo cuerpo tubular y dejar de aplicar presión, tal que la pared interior del segundo cuerpo tubular tiende a recuperar su forma uniéndose a la pared exterior del primer cuerpo tubular.
PDF original: ES-2635277_A1.pdf
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación.
(20/04/2016). Solicitante/s: SCHULER AUTOMATION GMBH & CO. KG. Inventor/es: POHL, THOMAS, LIEBEL,MARTIN.
Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta de chapa desenrollada de una bobina a un dispositivo de corte por rayo ;
el corte sincronizado de una pletina a partir de la cinta de chapa movida a una velocidad constante, por medio del dispositivo de corte por rayo , definiendo una duración para la fabricación de la pletina un ciclo;
la recepción de la pletina por medio de un primer dispositivo de traslado que trabaja de forma sincronizada con el ciclo;
la transferencia de la pletina por medio del primer dispositivo de traslado a un dispositivo de conformación que trabaja de forma sincronizada con el ciclo; y la conformación de la pletina formando la pieza conformada de chapa por medio del dispositivo de conformación.
PDF original: ES-2611729_T3.pdf
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared.
(09/07/2014) Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica hueca que tiene una pared , un extremo cerrado y un extremo abierto en una cavidad del molde cerrada lateralmente por una pared del molde que define la forma y dimensiones laterales, estando el extremo cerrado de la preforma situado en relación enfrentada con respecto a un extremo de la cavidad y estando al menos una porción de la preforma inicialmente separada hacia dentro desde la pared del molde, y
(b) someter la preforma a la presión de fluido interna para expandir la preforma hacia fuera en contacto sustancialmente completo…
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método.
(30/04/2014) Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto se divide en un ntImero de segmentos S2.... Sn) y zonas presentes entre dos segmentos sucesivos (S1, S2.... Se), caracterizado porque antes de la formaciOn del tubo curvado , cada segmento del tubo sustancialmente recto esta provisto de una curvatura local del segmento (S1, S2.... Sn) en cuestiOn del tubo curvado a formar finalmente, despues de lo cual todos los segmentos (S1, S2.... Sn) del tubo sustancialmente recto se hacen pivotar uno respecto a otro y se mueven uno hacia otro,…
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento.
(15/01/2014) Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de cuerpo hueco una cavidad abierta en un extremo y herméticamente cerrada en un extremo opuesto por un cabezal de dicho elemento de cuerpo hueco , consistiendo el procedimiento en las siguientes fases:
a. predisponer una matriz de soporte que incluye un asiento , con una forma complementaria a la de dicho elemento de cuerpo hueco , y un canal de expulsión que tiene un primer extremo que se comunica con dicho asiento y un segundo extremo de expulsión ; b. insertar y posicionar dicho elemento…
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio.
(05/04/2013) Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado con una aleación de aluminio del tipo AA3XXX;
b) opcionalmente precalentar el tubo;
c) insertar el tubo dentro de una herramienta de formación que tenga una cavidad de formación con laforma del depósito colector final;
d) taponar los extremos del tubo;
e) calentar el tubo a la temperatura de formación, si no se ha precalentado suficientemente el tubo, ypresurizar internamente el tubo mediante el uso de gas de tal modo que se adapte a la forma de la cavidadde la herramienta, obteniendo así el depósito colector…
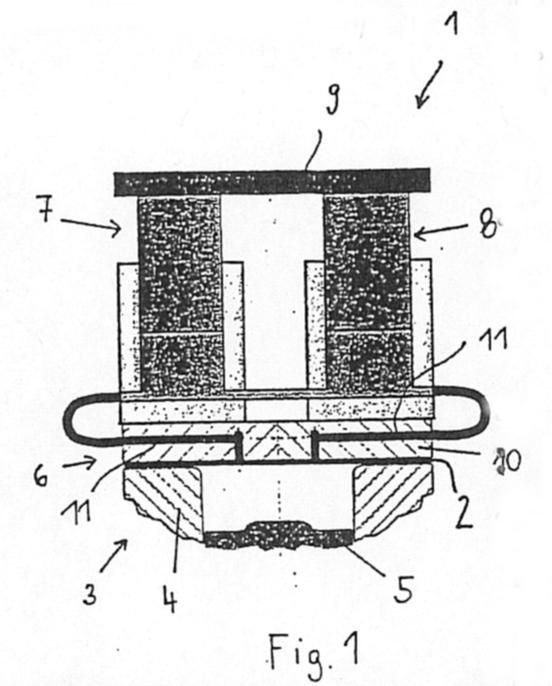
Herramienta y dispositivo para la fabricación de piezas modeladas.
(03/12/2012) Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de la herramienta con una matriz de conformación y una parte inferior de laherramienta con un conducto de alimentación para solicitar con un fluido a alta presión una pieza a trabajar,estando dispuesta a modo de sándwich, entre la parte superior de la herramienta y la parte inferior de laherramienta , al menos una parte intermedia de la herramienta , cuyo lado dirigido a la parte superiorde la herramienta presenta un conducto de alimentación para solicitar con fluido a alta presión unapieza a trabajar, y cuyo lado dirigido a la parte inferior de la herramienta está dotado de una matriz deconformación, caracterizada…
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS.
(05/03/2012) Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y tabiques que unen las citadas paredes delimitando entre ellas células (20a, 20b) adyacentes, comprendiendo el citado procedimiento las etapas sucesivas siguientes:
- colocación de al menos un apilamiento de tres chapas metálicas (T1, T2, T3) superpuestas en un molde que comprende una superficie (26a) complementaria de la pared exterior lisa de la estructura que se va a fabricar, con interposición de un anti-difusor entre las chapas (T1, T2, T3) en regiones (R1, R2) que no se van a ensamblar;
- calentamiento del apilamiento de chapas y ejecución de un ciclo de soldadura de las chapas por difusión, por fuera de las citadas…
DISPOSITIVO HIDRAULICO Y PROCEDIMIENTO PARA UN APARATO DE HIDROCONFORMADO.
(31/01/2011) Dispositivo hidráulico para un aparato de hidroconformado, comprendiendo el aparato dos moldes entre los que se dispone un material maleable para conformarlo mediante un primer fluido, y unos medios de fuerza para mantener besados dichos moldes . El dispositivo comprende unos medios de presión , unos medios de calentamiento para calentar el primer fluido, y un depósito comunicado con los medios de calentamiento y el material maleable . Los medios de presión están comunicados con el depósito y provocan que un segundo fluido a temperatura ambiente se introduzca en el depósito a una presión deseada, empujando dicho segundo fluido al primer fluido del interior de dicho depósito y saliendo dicho primer fluido con la temperatura deseada y a la presión deseada hasta el material maleable , conformándolo
SISTEMA DE CONTROL DE PRESION PARA LA CONFORMACION A ALTA PRESION INTERNA.
(23/04/2010) Sistema de control de presión para la conformación a alta presión interna de una pieza estructural en un útil de conformación que presenta una estampa inferior y una estampa superior , en el que la estampa superior puede ser acoplada con movilidad relativa limitada al macho de una prensa mecánica ligada a un recorrido a través de al menos una unidad de pistón-cilindro que contiene un fluido hidráulico, y el espacio del cilindro de la unidad de pistón-cilindro puede ser unido en forma conductora de fluido con el espacio interior de la pieza estructural . El dispositivo comprende según la invención una unidad de pistón-cilindro-muelle para controlar la prensa ligada a un recorrido. La duración de la presión es incrementada por una cámara de alta presión en el sistema de control de la unidad de…
DISPOSITIVO Y PROCEDIMIENTO PARA LA TRANSFORMACION A ALTA PRESION HIDRAULICA DE UNA PLETINA.
(01/10/2007). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: STREUBEL, WOLFGANG, AUSTERHOFF,DR.-ING.NORBERT, GARCIA GOMEZ,RAFAEL.
Dispositivo y procedimiento para la transformación a alta presión hidráulica de una pletina de una manera adecuada para grandes series. A tal fin, el dispositivo está configurado con un útil superior y un útil inferior ,en el que al menos una unidad de generación de presión está dispuesta entre el empujador de prensado de una prensa mecánica y el útil superior , y el medio de presión de la unidad de generación de presión se utiliza como medio activo para la transformación hidráulica de la pletina , de tal manera que las superficies de contacto de los útiles se apoyan directamente sobre la superficie de la pletina a lo largo de su zona de empotramiento y cierran herméticamente la zona de transformación impulsada con medio activo simplemente a través de junta de contacto sin medios de obturación adicionales. También se propone un procedimiento.
HIDROCONFORMACION COMPRENSIVA.
(01/05/2007). Solicitante/s: VARI-FORM INC. Inventor/es: MARKS, LARRY, D., BESTARD, THOMAS, L., KLAGES, GERRALD, A.
Procedimiento de conformación de una pieza de trabajo tubular que tiene una periferia externa que comprende la aplicación de una presión de fluido en el interior de la pieza de trabajo y el cierre de la pieza de trabajo presurizada dentro de una matriz que tiene una cavidad de la matriz, al menos una de cuya porciones tiene una periferia interna más pequeña que la periferia externa de la pieza de trabajo , por medio de lo cual la pieza de trabajo es sometida a una conformación compresiva, la apertura de la matriz y la retirada de ella de la pieza de trabajo compresivamente conformada; caracterizado porque la porción de la pieza de trabajo que es trabada por dicha porción de la cavidad de la matriz es una porción que no ha sido expandida.
PISTON DE DESENROLLADO PARA SISTEMAS DE RESORTE NEUMATICO.
(01/04/2007). Solicitante/s: VAW ALUTUBES GMBH. Inventor/es: SCHULZE, TORSTEN, STEIMMEL, FRANZ, OPTIZ, MICHAEL.
Pistón de desenrollado para sistemas de resorte neumático, en el que el pistón de desenrollado es formado como un tubo y está compuesto de aluminio, caracterizado por el hecho de que el pistón de desenrollado es un tubo soldado compuesto por una aleación de aluminio.
PROCEDIMIENTO PARA LA FORMACION DE ARTICULOS TUBULARES HUECOS DE METAL.
(16/03/2007) Procedimiento para el moldeado de piezas huecas de metal que presenta una forma tubular, en particular, de aluminio, en el que, tras llevar a cabo la transformación de un producto semi-elaborado con una forma de placa en un perfil transversal cerrado y, una vez realizada la costura, soldada de forma longitudinal, de las aristas situadas, una frente a otra, del producto semi- elaborado, la pieza hueca que tiene una forma tubular ya formada es destemplada y, finalmente, se transforma, de forma hidráulica, en una matriz mediante un medio introducido en la pieza hueca, caracterizado por el hecho de que la pieza hueca, que presenta una forma tubular es, en primer lugar, alargada de forma mecánica, en el transcurso de una etapa de elaboración previa y, a continuación, ésta es destemplada…
INTERCAMBIADOR DE CALOR DE GAS DE ESCAPE.
(01/03/2007). Solicitante/s: SHEFQET, EMINI. Inventor/es: DOBBELSTEIN, HUBERT, SHEFQET, EMINI.
Intercambiador de calor, en particular intercambiador de calor de gas de escape para vehículos automóviles, con un haz de tubos a través del cual fluye un medio gaseoso y alrededor del cual fluye un refrigerante líquido, cuyos tubos están alojados con sus extremos de tubo en suelos de tubos y están conectados mediante unión material con estos, con un revestimiento de la carcasa que rodea el haz de tubos el cual, por el lado del extremo está conectado mediante unión material con los suelos de tubo y es atravesado por refrigerante, estando realizados los tubos , los suelos de tubo y el revestimiento de la carcasa a partir de una aleación metálica resistente al calor y a la corrosión, caracterizado porque el revestimiento de la carcasa presenta al menos una acanaladura de dilatación circulante, cuyo radio interior corresponde aproximadamente al espesor de la pared de la carcasa.
PROCEDIMIENTO PARA FORMAR UN REFLECTOR ELECTROMAGNETICO.
(01/02/2007) Procedimiento para formar un reflector electromagnético con una superficie curvada, que comprende: proporcionar un molde que presenta una superficie curvada con una curvatura opuesta a la de la superficie curvada requerida; proporcionar una fuente de vacío que se comunica con la superficie curvada del molde ; aplicar una pieza flexible, generalmente plana para formar la superficie curvada requerida para la superficie curvada de manera opuesta del molde ; hacer funcionar la fuente de vacío para evacuar el espacio entre la pieza plana y el molde de modo que la pieza plana se ajuste de manera estrecha a la superficie curvada del molde ; y mientras que la fuente de vacío continúa funcionando, adherir una superficie frontal de una pieza de base estructuralmente rígida a la superficie expuesta…
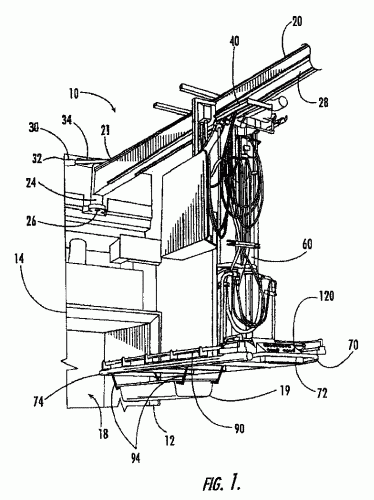
APARATO PARA LA MANIPULACION DE MIEMBROS ESTRUCTURALES.
(01/11/2006). Ver ilustración. Solicitante/s: THE BOEING COMPANY. Inventor/es: SANDERS, DANIEL G., SCHERGEN, MARK T.
Un aparato para manipular un elemento estructural, por ejemplo de 65 kg o más, y el cual es caliente, afilado, tóxico o de otro modo peligroso con: una viga que se extiende desde un primer extremo a un segundo extremo; una lanzadera en comunicación de traslación con dicha viga en una dirección que se extiende entre dichos extremos primero y segundo, un accionador de horquilla conectado a dicha lanzadera, teniendo dicho accionador de horquilla una primera porción y una segunda porción y capaz de levantar y bajar hidráulicamente dicha segunda porción, y una horquilla conectada a dicha segunda porción de dicho accionador de horquilla.
PROCEDIMIENTO Y DISPOSITIVO PARA LA TRANSFORMACION DE TUBOS.
(16/07/2006) Procedimiento para la transformación de un tubo sujeto entre dos cabezales de presión desplazables axialmente, que presenta un diámetro exterior inicial (DA), un espesor de pared inicial y una longitud inicial, por medio de una presión hidráulica que puede ser generada en su interior, para obtener un tubo terminado con un diámetro exterior diferente -respecto al tubo inicial-, o diferente longitud y/o diferente espesor de pared, siendo el tubo inicial deformado en frío simultánea y uniformemente a lo largo de toda su longitud, caracterizado porque la magnitud de la presión interior hidráulica (PH), de la presión axial mecánica (PM), el desplazamiento axial de los cabezales de presión, así como su presión de apriete que actúa sobre los extremos del tubo, están coordinados mutuamente de tal modo que en caso de aumento de la presión…
BASTIDOR DE TECHO TRASERO PARA VEHICULOS AUTOMOVILES.
(16/05/2006) Bastidor de techo trasero para un vehículo automóvil con un portón trasero, que está fijado en este bastidor de techo ; a este efecto, el bastidor de techo trasero se compone de un casco superior y de un casco inferior , que está unido con éste último; en este caso, dentro de la estructura de cascos está dispuesto un respectivo perfil hueco , que desde la parte de transición pasa hacia el bastidor de techo lateral y que se extiende de forma paralela a la extensión longitudinal de la estructura para terminar -por lo menos por el extremo , que se encuentra alejado del bastidor de techo lateral - en un codo , que está doblado en dirección hacia el morro del vehículo, y este perfil hueco posee una abertura por el lado frontal de su tramo de extensión longitudinal, el cual se extiende hacia atrás; abertura esta que…
DISPOSITIVO PARA CONFORMAR PLETINAS A PARTIR DE FLEJE METALICO LAMINADO DE FORMA FLEXIBLE.
(16/05/2006) Dispositivo para conformar pletinas de fleje metálica laminado de forma flexible, con equipos de conformación que comprenden un troquel y una matriz y que cooperan para conformar la pletina, presentándose la pletina con al menos dos espesores diferentes uno de otro y discurriendo el perfil de espesor de dicha pletina de forma sustancialmente simétrica con respecto al plano medio de la pletina , es decir que la pletina presenta una transición de espesor en ambos lados, y pudiendo ser trasladadas las transiciones de espesor a un lado de la pletina , de modo que un lado de la pletina conformada presente una transición de espesor y el otro lado de la pletina conformada sea plano, y presentando la superficie de conformación del equipo de conformación que está vuelta hacia…
PROCEDIMIENTO PARA LA COLOCACION ADOSADA DE UN ELEMENTO FUNCIONAL SOBRE UNA PARTE METALICA DEFORMABLE UTILIZANDO UN PROCEDIMIENTO DE CONFORMACION A ALTA PRESION, COMPONENTE COMPUESTO Y MATRIZ.
(16/12/2005) Procedimiento para la colocación adosada de un elemento funcional sobre una parte metálica deformable con utilización de un procedimiento de conformado a alta presión, en el cual la parte metálica es cargada por el lado alejado del elemento funcional soportado con una presión de fluido y conformada en un proceso de conformado a partir de un lado frontal del elemento funcional alrededor de al menos una sección del elemento funcional y en la zona de una superficie que se extiende radialmente hacia dentro del elemento funcional, que está alejada del lado frontal que se aplica a la parte metálica del elemento funcional, para obtener un plegado…
METODO DE FABRICACION DE UN ARTICULO.
(01/12/2005) Un método de fabricación de un artículo metálico en forma de lámina, que comprende seleccionar al menos dos piezas metálicas en forma de láminas, ensamblar las al menos dos piezas metálicas en forma de láminas en un apilamiento de piezas metálicas en forma de lámina, sellar los bordes del apilamiento de piezas metálicas en forma de láminas, unir por difusión el apilamiento de piezas metálicas en forma de láminas, en áreas distintas a las de un diseño predeterminado para formar un estructura integral, depositar metal mediante soldadura en al menos una posición predeterminada y de una forma predeterminada para crear una zona prominente con una forma neta en al menos una posición predeterminada sobre la estructura…
METODO PARA CONFORMAR POR PRESION Y DESPLAZAMIENTO DEL PISTON RECIPIENTES DE METAL Y SIMILARES.
(01/11/2005) Un método para conformar un envase de metal o similar, de forma y dimensiones definidas, comprendiendo dicho método: (a) disponer una preforma de metal hueca, que tiene un extremo cerrado en una cavidad de un molde que tiene una pared del molde que define dicha forma y dimensiones, estando al menos una porción de la preforma inicialmente espaciada hacia dentro desde la pared del molde, y (b) someter a la preforma a presión fluida interna para expandir la preforma hacia fuera en contacto sustancialmente completo con la pared del molde, para impartir de ese modo dicha forma y dimensiones definidas a la preforma, caracterizado porque la cavidad del molde se dimensiona para contener lateralmente una preforma …
PROCEDIMIENTO PARA FABRICAR COMPONENTES MEDIANTE UN AGENTE FLUIDO Y UNA HERRAMIENTA DE MOLDEO.
(16/10/2005). Solicitante/s: THYSSENKRUPP STAHL AG. Inventor/es: GRUSZKA, TINO, LENZE, FRANZ-JOSEF.
Procedimiento para fabricar componentes a partir de una pletina (P1 P4) compuesta de un material apto para embutición profunda, especialmente acero, usando un agente fluido, en el que se realizan los siguientes pasos: - la sujeción de la pletina (P1 P4) en un dispositivo de conformación (U1, U2), en el que la pletina (P1 P4) se solicita con el agente; caracterizado por: - el moldeo previo de la pletina (P1 P4) aumentando la presión (P) ejercida por el agente en una zona de la pletina (P1 - P4) que está limitada a una sección parcial (V1, V2) de la superficie de la pletina y que cubre parcialmente el tramo (B1, B2) de la superficie de la pletina (P1 P4), a partir del cual se produce la forma final del componente, así como - el moldeo final de la pletina premoldeada (P1 P4) mediante una herramienta de moldeo (F1, F2).
DISPOSITIVO Y PROCEDIMIENTO PARA LA CONFORMACION POR ALTA PRESION INTERNA (IHU), Y SISTEMA DE UTILES CORRESPONDIENTE.
(16/10/2005) Dispositivo para la conformación por alta presión interna, comprendiendo: - por lo menos un útil (5, 5) que está dividido en dos mitades de útil (5a, 5b) a lo largo de un plano de separación, de modo que ambas mitades de útil (5a, 5b) forman por lo menos una cámara de conformación a impulsar con una presión interna hidrostática (Pi) para dar forma a una pieza a conformar ; - un soporte de útil que presenta para cada mitad de útil (5a, 5b) por lo menos un componente de soporte respectivo para cada mitad de útil (5a, 5b); - en que cada par de componentes de soporte de útil y mitades de útil (5a, 6b) lleva por lo menos una cámara de fluido…
USO DE UNA ALEACION DE COBRE DE BAJA ALEACION Y PIEZA COMPONENTE HUECA PRODUCIDA A PARTIR DE LA MISMA.
(16/09/2005). Solicitante/s: KM EUROPA METAL AG. Inventor/es: HECHT, MEINHARD, KONCZALLA, MATHIAS, DR.-ING., NAUMANN, ULRICH.
Uso de una aleación de cobre desoxidada con fósforo y de baja aleación para la producción de piezas componentes huecas mediante conformación interna a alta presión, presentando la aleación de cobre la siguiente composición: 0, 030 a 0, 080% en peso de al menos un elemento de un grupo consistente en estaño (Sn), zinc (Zn), hierro (Fe), plata (Ag) 0, 015 a 0, 040% en peso de fósforo (P) >=99, 90% en peso de cobre (Cu) el resto impurezas inevitables.
DISPOSITIVO PARA LA HIDROCONFORMACION DE CUERPOS HUECOS.
(16/07/2005) Dispositivo para la hidroconformación de cuerpos huecos que comprende una herramienta (1a, 1b) de dos piezas como mínimo y cilindros axiales asociados a ésta por los dos lados, los cuales, para la conformación de cuerpos huecos, presentes como perfil de cámara doble o perfil de cámara múltiple, con pistones de obturación que están divididos por una ranura , en la que se introduce el alma central del perfil de cámara doble, en dos cabezas (20a, 20b) de pistón que están una al lado de la otra sobre una placa de soporte común, cierran de manera estanca los extremos del perfil de cámara doble introducido en el área de contorno…
LA FORMACION SUPERPLASTICA DE UN ELEMENTO DE ESTRUCTURA.
(01/07/2005) SE DESCRIBE UN PROCEDIMIENTO PARA CONFORMAR UNA ESTRUCTURA HUECA, CON UNA FORMA PREDETERMINADA, A PARTIR DE UNA LAMINA DE MATERIAL SUPERPLASTICO. LA LAMINA SE DISPONE INICIALMENTE EN UNA CONFIGURACION DE PRE-MOLDE . EN LA CONFIGURACION DEL PRE-MOLDE SE COLOCA UN TUBO DE ADMISION DE LIQUIDO REUTILIZABLE, PARA DEFINIR UN ORIFICIO EN COMUNICACION DE FLUIDO CON LA PARTE INTERIOR DE LA CONFIGURACION . EL PRE-MOLDE SE DISPONE EN UN TROQUEL DE CONTENCION, QUE DEFINE UNA CAVIDAD CON LA FORMA PREDETERMINADA DESEADA. SE APLICA FUERZA AL TROQUEL DE CONTENCION PARA SELLAR TEMPORALMENTE LOS BORDES DE LA CONFIGURACION DEL PREMOLDE SIN EL USO DE SOLDADURA NI UNION POR DIFUSION. UNA VEZ SELLADOS SUS BORDES, LA CONFIGURACION DEL PRE-MOLDE SE CONVIERTE EN UNA ENVOLTURA ESTANCA A LOS GASES CAPAZ DE MANTENER…
DISPOSITIVO PARA LA HIDROCONFORMACION DE CUERPOS HUECOS.
(16/06/2005). Ver ilustración. Solicitante/s: SCHULER HYDROFORMING GMBH & CO. KG. Inventor/es: ENGEL, BERND, DR., SCHIERZ, MICHAEL, DIPL.-ING., PRIER, MATTHIAS, DR.-ING.
Dispositivo para la hidroconformación de cuerpos huecos, que comprende una herramienta (1a o 1b) al menos de dos piezas y cilindros axiales asociados a ésta en los dos lados, los cuales son apropiados para obturar con punzones de obturación los extremos del cuerpo hueco introducido en el espacio del contorno de la herramienta, de modo que al menos un punzón de obturación presenta un taladro de alta presión conectado a una fuente de medio de presión, y de modo que al menos uno de los punzones de obturación está dotado de un cabezal de obturación separable por delante, que es al menos de dos piezas, compuesto de una pieza de inserción dispuesta de forma que avanza, configurada con un bisel de entrada, así como un alojamiento de guiado adyacente, y tiene un tope dispuesto entre la pieza de inserción y el alojamiento de guiado, caracterizado porque el tope facilita un borde de obturación.
DISPOSITIVO DE AUTOZUNCHADO EN FRIO DE TUBOS POR SECCIONES.
(16/06/2005) Dispositivo para el autozunchado en frío por secciones de tubos , especialmente en cañones de armas, por medio de una presión interior hidráulica producida en el interior del tubo, con las características: a) el dispositivo (1, 1, 1) comprende un suplemento (2, 2, 2) en forma de mandril, que se introduce en el tubo desde la boca del tubo que está unido con un primer dispositivo de obturación , caracterizado por las siguientes características: b) el primer dispositivo de obturación presenta un paquete obturador dispuesto sobre un asiento de obturación del suplemento (2, 2, 2), estando el asiento de obturación limitado por delante por un dispositivo de fijación , que comprende un casquillo roscado desenroscable dispuesto sobre el suplemento (2, 2, 2), y una pieza intermedia anular añadida…
UNIDAD DE CIERRE PARA HERRAMIENTAS A COMPRIMIR MEDIANTE FUERZAS SUBMULTIPLES.
(16/05/2005) Unidad de cierre para herramientas a comprimir contra fuerzas submúltiples con dos placas portadoras de herramientas desplazables la una contra la otra, con dos mordazas de sujeción que se solapan en cada caso lateralmente, en posición cerrada, con las placas portadoras de herramientas y que están configuradas en forma de U, pudiendo desplazarse los brazos, en el movimiento hacia la placa portadora de herramientas y en el caso de un solape lateral de las placas portadoras de herramientas , hasta encima de cuñas que discurren oblicuamente, estando dispuesta, entre la placa portadora de herramientas y la parte de la herramienta tensada fijamente en la placa portadora de herramientas, una membrana de pretensado que pueden recibir líquido hidráulico, estando previstas dentro de la placa portadora de…
PROCEDIMIENTO DE FABRICACION DE UN COMPONENTE CONSTITUIDO POR UN TUBO DE MATERIAL TRANSFORMABLE EN FRIO, ESPECIALMENTE METAL.
(01/05/2005). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: GOLLE, ROLAND, DR., KUSCHKE, JENS, HOFFMANN, HARTMUT, PROF. DR., HOOGEN, MICHAEL.
PARA UN PROCEDIMIENTO DE FABRICACION DE UN COMPONENTE A PARTIR DE UN TUBO DE MATERIAL CONFORMABLE EN FRIO, EN PARTICULAR DE METAL, CON UN CONFORMADO PREVIO DEPENDIENTE DE UNA HERRAMIENTA DE FORMA Y DE UN CONFORMADO FINAL DEPENDIENTE DE UNA HERRAMIENTA CON ALTA PRESION INTERIOR SE PROPONE QUE PARA LA PRODUCCION DE UN COMPONENTE ONDULADO CON SALIENTES PARCIALMENTE SIMETRICOS Y/O CON SIMETRIA DE ROTACION, SE PARTA DE UN TUBO QUE TENGA APROXIMADAMENTE UN DIAMETRO ADECUADO A LA DIMENSION MAYOR DE UNO DE LOS SALIENTES, EFECTUANDOSE EL CONFORMADO PREVIO DEL TUBO EN LA ZONA DE LOS SALIENTES MEDIANTE UN PROCEDIMIENTO DE LAMINACION Y/O MEDIANTE UN PROCEDIMIENTO DE ACODAMIENTO, OBTENIENDOSE A CONTINUACION LA FORMA DEFINITIVA DEL COMPONENTE MEDIANTE UN PROCEDIMIENTO DE CONFORMADO CON ALTA PRESION INTERIOR.
{kind=link}
{kind=link}
{kind=link}