PROCEDIMIENTO PARA FABRICAR UN ELEMENTO PLANO IMPRESO.
Procedimiento para fabricar un elemento (9) plano, impreso o imprimible,
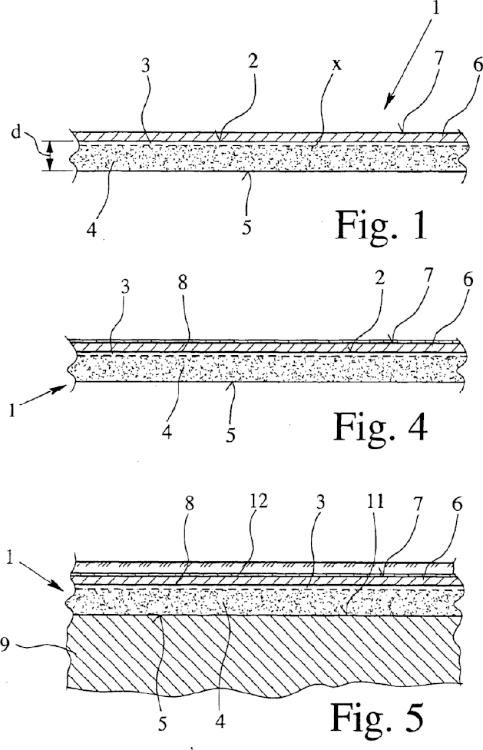
en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica sobre un cuerpo base plano (10) del elemento (9) una capa de papel (1) tratada con resina, imprimible o impresa con una capa de tinta con presión o calor, caracterizado porque la capa de tinta (8) aplicada se seca antes, durante y/o después de la impresión por medio de al menos un dispositivo de calefacción y porque la temperatura de calentamiento se encuentra entre 30 ºC y 150 ºC, de tal modo que se obtiene un secado inmediato de la tinta aplicada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/001658.
Solicitante: HULSTA-WERKE HULS GMBH & CO KG.
Nacionalidad solicitante: Alemania.
Dirección: KARL-HULS-STRASSE 1 48703 STADTLOHN ALEMANIA.
Inventor/es: TUNTE, UDO, PETERSEN, FRANK, SCHWITTE, RICHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B32B29/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 29/00 Productos estratificados compuestos esencialmente de papel o de cartón. › especialmente tratado, p. ej. satinado, apergaminado.
- B41M5/50B
- D21H17/20 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 17/00 Materiales no fibrosos añadidos a la parte caracterizados por su constitución; Materiales de impregnación del papel caracterizados por su constitución. › Compuestos macromoleculares orgánicos.
- D21H17/33 D21H 17/00 […] › Compuestos macromoleculares sintéticos.
- D21H19/76 D21H […] › D21H 19/00 Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50). › teniendo el sustrato propiades de absorción específicas.
- D21H19/84 D21H 19/00 […] › sobre ambos lados del sustrato.
Clasificación PCT:
- B32B29/06 B32B 29/00 […] › especialmente tratado, p. ej. satinado, apergaminado.
- B41M5/50 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › B41M 5/00 Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G). › Hojas de grabación caracterizadas por el revestimiento utilizado para mejorar la receptividad de la tinta, colorantes o pigmentos, p.ej. para chorro de tinta o por grabación por transferencia térmica de colorantes (impresión en papel pretratado B41M 1/36).
- D21H17/20 D21H 17/00 […] › Compuestos macromoleculares orgánicos.
- D21H17/33 D21H 17/00 […] › Compuestos macromoleculares sintéticos.
- D21H19/76 D21H 19/00 […] › teniendo el sustrato propiades de absorción específicas.
- D21H19/84 D21H 19/00 […] › sobre ambos lados del sustrato.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358961_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para fabricar un elemento plano, impreso o imprimible, en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica mediante efecto de la presión o el calor sobre un cuerpo base plano del elemento una capa de papel tratada con resina, impresa o imprimible con una capa de tinta, no estando la capa de papel totalmente tratada con resina y estando la superficie de la capa de papel, al menos parcialmente, preferentemente al menos esencialmente, libre de resina.
Además, la presente invención se refiere a una capa de papel para su uso en un procedimiento del tipo mencionado anteriormente.
Además, la presente invención se refiere a un elemento plano impreso o imprimible, en particular para su uso en suelos, paredes, techos y/o muebles, habiéndose aplicado sobre el cuerpo base plano del elemento una capa de papel tratada con resina, impresa o imprimible, del tipo mencionado anteriormente.
Un procedimiento para fabricar un elemento impreso plano del tipo mencionado al comienzo, una banda o capa de papel que se puede usar para ello y un elemento plano impreso del tipo mencionado anteriormente son conocidos del documento EP 1 749 676. El documento EP 1 749 676 se refiere concretamente a un procedimiento y a un dispositivo para fabricar una banda de papel imprimible por medio de un procedimiento de impresión por inyección de tinta y a un objeto imprimible por medio de este procedimiento. En el caso del objeto puede tratarse de placas o láminas.
En el caso del documento EP 1 749 676 A1 el objetivo es proporcionar un procedimiento de impresión por inyección de tinta, en el que el resultado de la impresión sobre la superficie de los objetos que se van a imprimir con relación al aspecto satisfaga los requisitos de calidad más altos. Para ello está previsto en el estado de la técnica que se impregne una banda de papel capaz de absorber resina sintética líquida a lo largo de su espesor total desde una cara con resina sintética líquida, de tal modo que la resina sintética no penetre totalmente en la banda de papel, de modo que la otra cara de la banda de papel esté, al menos ampliamente, libre de resina sintética. Por último, la banda de papel conocida del documento EP 1 749 676 presenta una región en la cara superior esencialmente libre de resina, que constituye aproximadamente el 50 % del espesor de la banda de papel.
Mediante el procedimiento conocido deben obtenerse superficies que, en relación con sus propiedades necesarias para la impresión, se correspondan con superficies de papel convencionales, que deben adaptarse mediante la elección del papel y del líquido colorante óptimamente a los resultados de impresión pretendidos.
De todas las maneras, en relación con la banda de papel semitratada con resina conocida del documento EP 1 749 676, se ha comprobado que en función del material de papel usado y de la tinta usada, en concreto en el caso de una densidad de la tinta elevada y/o una proporción de agua elevada, puede ocurrir que la tinta que entra en contacto con la banda de papel en la región superior, tratada sólo mínimamente con resina o no tratada, se corra y aparezca el denominado efecto de papel secante. La consecuencia es un resultado de impresión relativamente poco satisfactorio.
Un objeto de la presente invención es superar este inconveniente.
Para resolver el objeto mencionado anteriormente, está previsto en un procedimiento del tipo mencionado al principio que se aplique sobre la cara superior de la capa de papel una capa de recepción de tinta separada que descanse sobre la capa de papel, para acoger la capa de tinta. En relación con la presente invención, se ha establecido que se puedan lograr unos resultados de impresión excelentes, en particular si está previsto, por una parte, un papel no totalmente tratado con resina y, por otra parte, una capa de recepción de tinta preferentemente relativamente fina. La capa de recepción de tinta, que descansa sobre la capa de papel y/o al menos está prevista en la cara superior de la capa de papel, acoge primeramente la capa de tinta en la impresión, de modo que la tinta no entra en contacto directo con las fibras de la capa de papel. Preferentemente, el espesor de la capa de recepción de tinta se ajusta a la densidad de la tinta y/o la proporción de agua de la capa de tinta de tal modo que la tinta de impresión atraviesa ciertamente la capa de recepción de tinta y puede llegar hasta la región superior de la capa de papel, pero allí no se corre. Otra cosa diferente al procedimiento conocido por el documento EP 1 749 676 es también que la capa de tinta se aplica directamente sobre la capa de recepción de tinta y no justo directamente sobre el papel de la capa de papel.
Para que pueda obtenerse la ventaja según la invención en cada posición de la capa de papel, la capa de recepción de tinta está prevista en toda la superficie de la capa de papel, cubriendo la cara superior de la capa de papel totalmente con la capa de recepción de tinta.
Si bien es básicamente posible, prever la capa de recepción de tinta separada según la presente invención directamente sobre una de dichas bandas de papel tratadas parcialmente con resina, tal como se conoce del documento EP 1 749 676 A1, es particularmente apropiado el que la capa de papel se trate con resina desde la cara inferior de un modo definido tal que la región superior de la capa de papel orientada hacia la cara de impresión, con un porcentaje reducido o nulo de resina, se extienda sobre un máximo del 30 % del espesor de la capa de papel. Preferentemente, la región superior con una porcentaje reducido o nulo de resina se extiende un máximo del 20 % del espesor de la capa de papel y más preferentemente un máximo del 10 % del espesor de la capa de papel, estando previsto, posible y expresamente según esencialmente la invención, cada valor individual entre un 0,1 % del espesor de la capa de papel y un 30 % del espesor de la capa de papel.
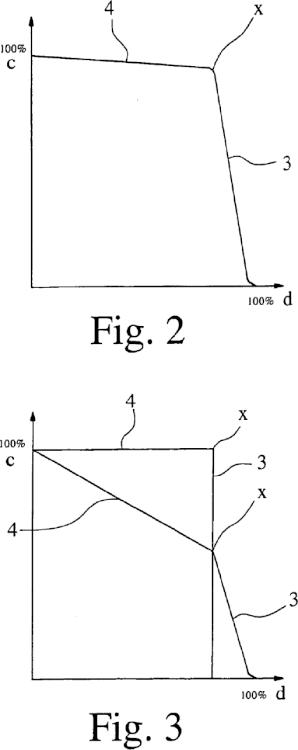
Debe indicarse en este contexto que entre la región superior de la capa de papel con una porción reducida o nula de resina y la región inferior de la capa de papel con una porción alta de resina no existe en la práctica ninguna línea de separación exacta, ya que en un tratamiento con resina desde abajo existe un gradiente de concentración de la resina desde abajo hacia arriba de tal modo que la concentración más alta está presente en la parte inferior. La transición de la región superior de la capa de papel a la región inferior de la capa de papel se destaca, no obstante, por un cambio abrupto del gradiente de concentración, mientras que el gradiente de concentración entre la cara inferior de la región inferior de la capa de papel y su cara superior, por una parte, y entre la cara inferior de la región superior de la capa de papel y su cara superior, es esencialmente constante o se reduce de forma continua. Por lo demás, los valores mencionados anteriormente se refieren al espesor de la región superior de la capa de papel en el estado aún no prensado de la capa de papel, es decir, cuando la capa de papel todavía no se ha aplicado sobre el cuerpo base del elemento usando el efecto de la presión y del calor.
Además, con el caso del tratamiento parcial con resina definido mencionado anteriormente se obtiene otra ventaja muy considerable. Habitualmente, se aplica usando el efecto de la presión y del calor sobre un elemento impreso, en todo caso si se use en la región del suelo, una capa superior de protección, que también está tratada con resina. En el elemento conocido del documento EP 1 749 676 A1, después del prensado de la capa de protección se consigue, por regla general, que entre la resina de la capa de protección y la resina de la capa de papel permanezca una región de capa esencialmente libre de resina. Debido a que la resina de la capa de protección no está unida con la de la capa de papel o no lo está suficientemente, esto puede conducir, en determinadas condiciones, al desprendimiento de la capa de protección. En relación con la presente invención, se ha reconocido que se asegura una unión suficiente de la resina de la capa de papel con la de la capa de protección, en todo caso, si la región superior de la capa de papel con una porción reducida o nula de resina se extiende como máximo un 30 % de espesor de la capa de papel.
Para lograr un espesor de capa de resina definido en la capa de papel, se controla la cantidad de la porción de resina suministrada a la cara inferior en función de la porosidad y, por lo tanto, de la capacidad de absorción de la capa... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un elemento (9) plano, impreso o imprimible, en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica sobre un cuerpo base plano (10) del elemento (9) una capa de papel (1) tratada con resina, imprimible o impresa con una capa de tinta con presión o calor,
caracterizado porque
la capa de tinta (8) aplicada se seca antes, durante y/o después de la impresión por medio de al menos un dispositivo de calefacción y porque la temperatura de calentamiento se encuentra entre 30 ºC y 150 ºC, de tal modo que se obtiene un secado inmediato de la tinta aplicada.
2. Procedimiento según la reivindicación 1, caracterizado porque la capa de papel (1) no se trata con resina de completamente, estando la superficie de la capa de papel (1) al menos parcialmente, preferentemente al menos esencialmente, libre de resina, y aplicándose sobre la cara superior (2) de la capa de papel (1) una capa de recepción de tinta (6) separada, que descansa sobre la capa de papel (1), que está prevista para la aplicación de la capa de tinta (8).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la capa de tinta (8) se aplica directamente sobre la capa de recepción de tinta (6) y/o porque la capa de recepción de tinta (6) se aplica sobre toda la superficie de la totalidad de la cara superior (2) de la capa de papel (1) y/o porque la capa de recepción de tinta (6) cubre totalmente la cara superior (2) de la capa de papel (1).
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de papel (1) se trata con resina desde la cara inferior (5) de un modo definido tal que la región superior de la capa de papel (3) orientada hacia la cara de impresión (2) con una porción de resina pequeña o nula se extiende hasta un máximo del 30 % de del espesor (d) de la capa de papel (1).
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la cantidad de la porción de resina suministrada a la cara inferior (5) se controla de un modo definido mediante tecnología de procedimientos en función de la viscosidad de la resina y la capacidad de absorción de la capa de papel (1).
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de papel (1) antes del tratamiento con resina, se impregna desde la cara superior (2) con un líquido de bloqueo que no forma mezcla con la resina y/o con un líquido que presenta partículas de la capa de recepción de la tinta.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de papel (1) se impregna con el líquido de bloqueo y/o el líquido que presenta partículas de la capa de recepción de tinta desde la cara superior (2) de un modo definido tal que se forme una capa de barrera para la resina que se extiende como máximo un 30 % del espesor (d) de la capa de papel (1).
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el líquido de bloqueo y/o el líquido que presenta partículas de la capa de recepción de tinta se evaporan después del tratamiento con resina de la capa de papel (1).
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el tratamiento con resina se realiza antes, durante o después de la aplicación de la capa de recepción de tinta (6).
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de papel (1) se imprime antes o después de la aplicación al cuerpo base (10).
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de tinta (1) se imprime sólo después de la aplicación de la capa de recepción de tinta (6) y después del tratamiento con resina.
12. Capa de papel (1) para su uso en un procedimiento según una de las reivindicaciones anteriores, estando la capa de papel (1) tratada sólo parcialmente con resina a través de su espesor, estando la cara superior (2) de la capa de papel (1) al menos parcialmente, preferentemente esencialmente, libre de resina, habiéndose aplicado sobre la cara superior (2) de la capa de papel (1) una capa de recepción de tinta (6) separada para acoger la capa de tinta (8), estando previsto al menos en la cara superior en la estructura de fibras de la capa de papel un material de recepción de tinta de la capa de recepción de tinta, que reviste, al menos esencialmente, las fibras de la estructura de fibras de la región de la cara superior de la estructura de fibras y manteniendo en la cara superior de la capa de papel espacios intermedios abiertos de la estructura de fibra revestida.
13. Capa de papel según la reivindicación 12, caracterizada porque está previsto al menos en la cara superior en la estructura de fibras un material de recepción de tinta de la capa de recepción de tinta y porque las partículas del material de recepción de tinta presentan un diámetro medio < 1.000 nm y/o porque en la cara superior de la capa de papel están previstos una pluralidad de espacios intermedios abiertos con una longitud > 20 µm, preferentemente > 30 µm y en particular > 40 µm y/o una superficie de abertura > 200 µm2, preferentemente > 500 µm2 y en especial > 750 µm2.
14. Capa de papel según la reivindicación 12 ó 13, caracterizada porque están previstos en la cara superior por unidad de superficie [mm2] por término medio al menos un espacio intermedio, preferentemente más de tres y en particular más de diez espacios intermedios.
15. Elemento plano (6) impreso o para imprimir, en particular para su uso en suelos, paredes, techos y/o muebles, con una capa de papel (1) según una de las reivindicaciones anteriores y en particular fabricado según un procedimiento según una de las reivindicaciones anteriores.
Patentes similares o relacionadas:
 Material laminado de envasado, recipientes de envasado fabricados a partir de este y un método para fabricar el material laminado, del 29 de Enero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un material laminado de envasado (10a; 10b; 10c) para el envasado de alimento líquido, que comprende una capa de material de relleno a base de celulosa […]
Material laminado de envasado, recipientes de envasado fabricados a partir de este y un método para fabricar el material laminado, del 29 de Enero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un material laminado de envasado (10a; 10b; 10c) para el envasado de alimento líquido, que comprende una capa de material de relleno a base de celulosa […]
Material laminado de envasado, contenedores de envasado fabricados a partir del mismo y un método para la fabricación del material laminado, del 1 de Enero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Material laminado de envasado (10a; 10b; 10c) para el envasado de alimentos líquidos, que comprende una capa de material de relleno a base de […]
Sustratos metalizados, del 20 de Noviembre de 2019, de AR Metallizing N.V: Un método de fabricación de un sustrato metalizado adecuado para retener, durante el lavado cáustico, la tinta retentiva aplicada al mismo, que comprende: […]
Método para producir un material de embalaje recubierto, del 28 de Agosto de 2019, de MAYR-MELNHOF KARTON AG: Método para producir un material de embalaje recubierto , en particular un laminado, que comprende al menos las etapas de: a) proporcionar un sustrato […]
Composición de revestimiento, laminado de envasado impreso, método para la fabricación del laminado de envasado y recipiente de envasado, del 17 de Julio de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Material de envasado laminado para el envasado de alimentos, que comprende una capa de soporte a la que se le ha aplicado, sobre la superficie de su primer lado, […]
Procedimiento para la fabricación de cartón corrugado, del 4 de Julio de 2019, de BASF SE: Procedimiento para la fabricación de cartón corrugado a partir de capas de papel que presentan en cada caso un gramaje de 70 a 200 g/m2, de los cuales se obtienen al […]
Procedimiento para la determinación del grado de reticulación de al menos una capa de resina prevista sobre una placa de soporte, del 30 de Mayo de 2019, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la determinación del grado de reticulación de al menos una capa de resina de una resina de formaldehído que puede curarse por calor, prevista sobre […]
Unidad basada en cartón, del 22 de Mayo de 2019, de I.G. Cardboard Technologies Ltd: Una unidad basada en cartón, que comprende un elemento plano, que comprende dos o más capas de cartón que se adhieren una a la otra y […]