PROCEDIMIENTO PARA FABRICAR UN ELEMENTO PLANO IMPRESO.
Procedimiento para fabricar un elemento (6) plano, impreso o imprimible,
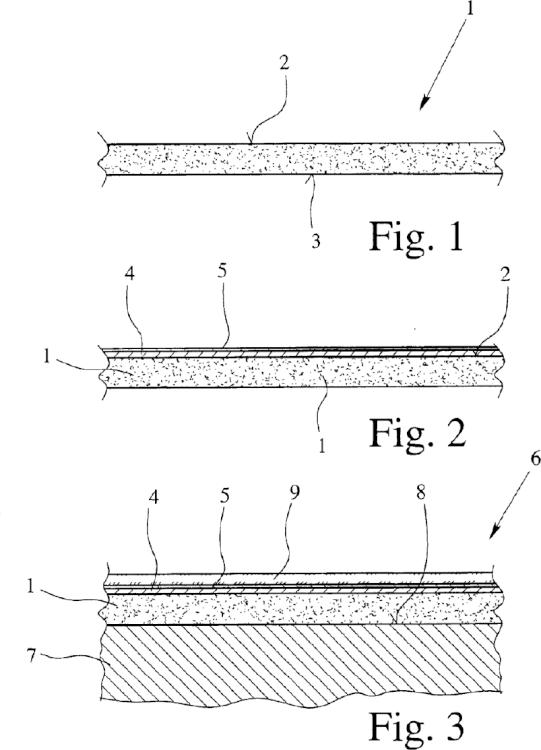
en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica sobre un cuerpo base (7) plano del elemento (6) una capa de papel (1) tratada con resina, imprimible o impresa, usando el efecto de la presión y el calor, y en el que la capa de papel (1) sólo se imprime después del tratamiento con resina, caracterizado porque una capa de tinta (5) aplicada sobre la capa de papel (1) se seca antes, durante y/o después de la impresión y porque el secado se realiza a una temperatura dentro de la temperatura de reactivación de la resina, en particular en el intervalo de entre 30 ºC y 150 ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/001393.
Solicitante: HULSTA-WERKE HULS GMBH & CO KG.
Nacionalidad solicitante: Alemania.
Dirección: KARL-HULS-STRASSE 1 48703 STADTLOHN ALEMANIA.
Inventor/es: TUNTE, UDO, PETERSEN, FRANK, SCHWITTLE,Richard.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Febrero de 2008.
Clasificación Internacional de Patentes:
- B32B27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como sustancia de impregnación, de pegado, o cubrimiento.
- B32B29/00 B32B […] › Productos estratificados compuestos esencialmente de papel o de cartón.
- B41M5/50B
- D21H17/33 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 17/00 Materiales no fibrosos añadidos a la parte caracterizados por su constitución; Materiales de impregnación del papel caracterizados por su constitución. › Compuestos macromoleculares sintéticos.
- D21H19/00 D21H […] › Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50).
- D21H27/20 D21H […] › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › Estructuras flexibles aplicadas por el usuario, p. ej. papel pintado (papeles pintados impresos B41M 3/18; adhesivos en forma de películas u hojas sobre papel o textiles C09J 7/21).
- D21H27/26 D21H 27/00 […] › caracterizadas por la hoja de cobertura o por los revestimientos superiores de las estructuras (paneles decorativos B44C 5/04; efectos de las vetas de la madera B44F 9/02).
Clasificación PCT:
- B32B27/04 B32B 27/00 […] › como sustancia de impregnación, de pegado, o cubrimiento.
- B41M5/50 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › B41M 5/00 Procesos de reproducción o de marcado; Materiales en hojas utilizadas con este fin (por empleo de materias fotosensibles G03; electrografía, magnetografía G03G). › Hojas de grabación caracterizadas por el revestimiento utilizado para mejorar la receptividad de la tinta, colorantes o pigmentos, p.ej. para chorro de tinta o por grabación por transferencia térmica de colorantes (impresión en papel pretratado B41M 1/36).
- D21H17/20 D21H 17/00 […] › Compuestos macromoleculares orgánicos.
- D21H17/33 D21H 17/00 […] › Compuestos macromoleculares sintéticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358960_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para fabricar un elemento plano, impreso o imprimible, en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica mediante efecto de la presión o el calor sobre un cuerpo base plano del elemento una capa de papel tratada con resina, impresa o imprimible, en el que la capa de papel se imprime sólo después del tratamiento con resina.
Un procedimiento para fabricar un elemento impreso plano del tipo mencionado al comienzo es conocido del documento WO 2006/130708 A2. Una desventaja es que en el papel fabricado según el procedimiento conocido, puede pasar que la tinta aplicada sobre el papel se corra ligeramente, de modo que se obtenga un resultado de impresión poco satisfactorio.
Otros procedimientos para fabricar elementos planos impresos o imprimibles son conocidos de los documentos JPA-08197697, JP-A-10000747 y JP-A-2002316397.
Del documento EP 1 749 676 es conocido un procedimiento y a un dispositivo para fabricar una banda de papel imprimible por medio de un procedimiento de impresión por inyección de tinta y a un objeto imprimible por medio de este procedimiento. En el caso del objeto puede tratarse de placas o láminas
En el caso del documento EP 1 749 676 A1 el objetivo es proporcionar un procedimiento de impresión por inyección de tinta, en el que el resultado de la impresión sobre la superficie de los objetos que se van a imprimir con relación al aspecto satisfaga los requisitos de calidad más altos. Para ello está previsto en el estado de la técnica que se impregne una banda de papel capaz de absorber resina sintética líquida a lo largo de su espesor total desde una cara con resina sintética líquida, de tal modo que la resina sintética no penetre totalmente en la banda de papel, de modo que la otra cara de la banda de papel esté, al menos ampliamente, libre de resina sintética. Por último, la banda de papel conocida del documento EP 1 749 676 presenta una región en la cara superior esencialmente libre de resina, que constituye aproximadamente el 50 % del espesor de la banda de papel.
Mediante el procedimiento conocido deben obtenerse superficies que, en relación con sus propiedades necesarias para la impresión, se correspondan con superficies de papel convencionales, que deben adaptarse mediante la elección del papel y del líquido colorante óptimamente a los resultados de impresión pretendidos.
De todas las maneras, en relación con la banda de papel semitratada con resina conocida del documento EP 1 749 676, se ha comprobado que en función del material de papel usado y de la tinta usada, en concreto en el caso de una densidad de la tinta elevada y/o una proporción de agua elevada, puede ocurrir que la tinta que entra en contacto con la banda de papel en la región superior, tratada sólo mínimamente con resina o no tratada, se corra y aparezca el denominado efecto de papel secante. La consecuencia es un resultado de impresión relativamente poco satisfactorio.
Un objeto de la presente invención es superar este inconveniente.
Para resolver el objeto mencionado anteriormente, está previsto en un procedimiento según la reivindicación 1 que se use una capa de papel tratada totalmente con resina y que se seque una capa de tinta aplicada sobre la capa de papel mientras y/o después de la impresión y que el secado se realice a una temperatura dentro del intervalo de temperatura de reactivación de la resina, en particular en el intervalo de entre 30 ºC y 150 ºC. En relación con la presente invención, se ha establecido que se obtengan resultados de impresión excelentes y reproducibles, si se aplica presión o una capa de tinta sobre el papel tratado con resina. El tratamiento con resina completo de la capa de papel tiene, a este respecto, un efecto doble. Por una parte, se asegura mediante el tratamiento con resina completo de la capa de papel sobre la totalidad de su espesor que la tinta de impresión no alcance el papel de la capa de papel, de modo que no puede aparecer el efecto de papel secante mencionado anteriormente. Además, la resina sirve para unir la capa de papel usando el efecto de la presión y el calor con el cuerpo base del elemento en una etapa de procedimiento aparte.
La invención ofrece la posibilidad de que la capa de papel se imprima tanto antes como después de la aplicación al cuerpo base. Por lo tanto, es posible, por una parte, después de la fabricación del un papel tratado con resina imprimir éste primeramente y almacenar el papel tras la impresión, por ejemplo en rodillos o pliegos. A continuación puede prensarse la capa de papel impresa con el cuerpo base del elemento usando el efecto de la presión y el calor, fundiendo primeramente la resina y, a continuación, endureciéndola inmediatamente. Es posible, alternativamente, aplicar primeramente la capa de papel tratada con resina sobre el cuerpo base del modo descrito anteriormente y, a continuación, imprimir el cuerpo base con la capa de papel ya aplicada.
Preferentemente, el procedimiento según la invención es adecuado para el uso en el denominado revestimiento directo mediante el procedimiento de prensa de paso corto. A este respecto, la capa de papel tratada parcialmente con resina se endurece directamente sobre la placa base con presión y calor de forma fundente. Es esencial, en el caso del procedimiento de prensa de paso corto que, en principio, el cuerpo base como placa portadora pueda ceder sólo de forma insignificante a la presión de prensado, que, por regla general, se encuentra entre 200 y 650 N/cm2.
Además, los cuerpos base y las capas de papel aplicadas no deben tocar las placas de prensado calientes en la alimentación ni en la descarga. La temperatura en el prensado se encuentra generalmente entre 80 ºC y 250 ºC, preferentemente entre 140 ºC y 200 ºC. La temperatura correspondiente está en función de la temperatura de reactivación de la resina. Finalmente, debe tenerse en cuenta el denominado intervalo de reposo, es decir, el tiempo desde el primer contacto de la capa de papel con la placa de prensado hasta alcanzar la presión de prensado necesaria. Este intervalo de reposo crítico debe ser extremadamente corto.
Si bien es básicamente posible usar el procedimiento según la invención junto con todos los procedimientos de impresión conocidos, en particular también con el procedimiento de impresión en huecograbado, la impresión de la capa de papel se realiza preferentemente por medio de un procedimiento de impresión digital, en particular un procedimiento de impresión por inyección de tinta. A este respecto, se usan preferentemente las denominadas impresoras digitales de inyección, con las que se puede lograr unos resultados de impresión excelentes. Además, se pueden diseñar adornos informáticamente, diferentes a los de impresión en huecograbado, de un modo sencillo y pueden imprimirse a corto plazo.
Para la impresión se usan, a este respecto, preferentemente tintas que contienen disolventes y/o tintas que contienen agua. Básicamente, pueden usarse también sistemas de tintas basados en UV. Éstos tienen, de todas las maneras, la desventaja de que desarrollan olor. Además, pueden aparecer problemas en el prensado.
Para evitar en cada caso un corrimiento de la tinta en la aplicación espesa de tinta, es adecuado, satinar, pulir de forma fina y/o en particular raspar de forma fina la cara superior de la capa de papel antes de la impresión. El satinado, pulido y/o raspado puede realizarse, por ejemplo, con raquetas o calandras especiales.
Alternativamente al raspado, pulido y/o satinado de la cara superior, de la capa de papel o también adicionalmente a los mismos puede ser adecuado prever sobre la cara superior de la capa de papel tratada con resina un recubrimiento de pigmentos. El recubrimiento de pigmentos posee propiedades de barrera frente a sustancias acuosas o que contienen disolventes tales como barnices y/o tintas de impresión, mientras que, por el contrario, es posible una penetración de la resina de la cara inferior del recubrimiento de pigmentos. Por lo demás, el recubrimiento de pigmentos asegura que no se produzca un corrimiento de la tinta no premeditado y, con ello, un efecto de papel secante. Finalmente el recubrimiento de pigmentos representa un soporte relativamente seguro para la tinta de impresión.
Por lo demás, se entiende que en vez de un recubrimiento de pigmentos también puede usarse básicamente un recubrimiento receptor de tinta, que impida un corrimiento de la tinta de la cara superior de la capa de papel.
Independientemente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un elemento (6) plano, impreso o imprimible, en particular para su uso en suelos, paredes, techos y/o muebles, en el que se aplica sobre un cuerpo base (7) plano del elemento (6) una capa de papel
(1) tratada con resina, imprimible o impresa, usando el efecto de la presión y el calor, y en el que la capa de papel
(1) sólo se imprime después del tratamiento con resina,
caracterizado porque
una capa de tinta (5) aplicada sobre la capa de papel (1) se seca antes, durante y/o después de la impresión y porque el secado se realiza a una temperatura dentro de la temperatura de reactivación de la resina, en particular en el intervalo de entre 30 ºC y 150 ºC.
2. Procedimiento según la reivindicación 1, caracterizado porque la capa de papel (1) se imprime antes o después de la aplicación al cuerpo base (7).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el cuerpo base (7) se recubre directamente con la capa de papel en el procedimiento de prensa de paso corto.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de papel (1) se imprime mediante un procedimiento de impresión digital, en particular un procedimiento de inyección de tinta.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la cara superior (2) de la capa de papel (1) tratada con resina se satina mecánicamente y/o, en particular, se rasca de forma fina antes de la impresión.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se usa una capa de papel (1) que en la cara superior presenta una capa de recepción de tinta, preferentemente un recubrimiento de pigmentos (4).
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el tratamiento con resina se realiza sólo después de la aplicación de la capa de recepción de tinta.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se usa una capa de papel cuyo peso superficial sin porción de tratamiento con resina es de entre 30 g/m2 y 300 g/m2, preferentemente de entre 50 g/m2 y 120 g/m2.
9. Procedimiento según la reivindicación 8, caracterizado porque el peso superficial del tratamiento con resina es de entre 5 g/m2 y 300 g/m2, preferentemente de entre 20 g/m2 y 100 g/m2.
10. Procedimiento según una de las reivindicaciones 8 ó 9, caracterizado porque está previsto en la cara de impresión de la capa de papel (1) una capa de recepción de tinta, en particular un recubrimiento de pigmentos (4).
11. Procedimiento según una de las reivindicaciones 8 a 10, caracterizado porque el recubrimiento de pigmentos
(4) se aplica como capa completa con un peso superficial de entre 0,5 g/m2 y 20 g/m2.
12. Procedimiento según una de las reivindicaciones anteriores 8 a 11, caracterizado porque la capa de papel se enrolla en forma de banda o se corta en pliegos después del tratamiento con resina para un procesamiento posterior.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua, método para producir un panel, del 8 de Abril de 2020, de Champion Link International Corporation: Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua interconectando una pluralidad de los paneles unos con […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento, del 3 de Enero de 2020, de TEIXIDOR CASANOVAS, PEDRO: Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento. El procedimiento para […]