Material laminado de envasado, recipientes de envasado fabricados a partir de este y un método para fabricar el material laminado.
Un material laminado de envasado (10a; 10b; 10c) para el envasado de alimento líquido,
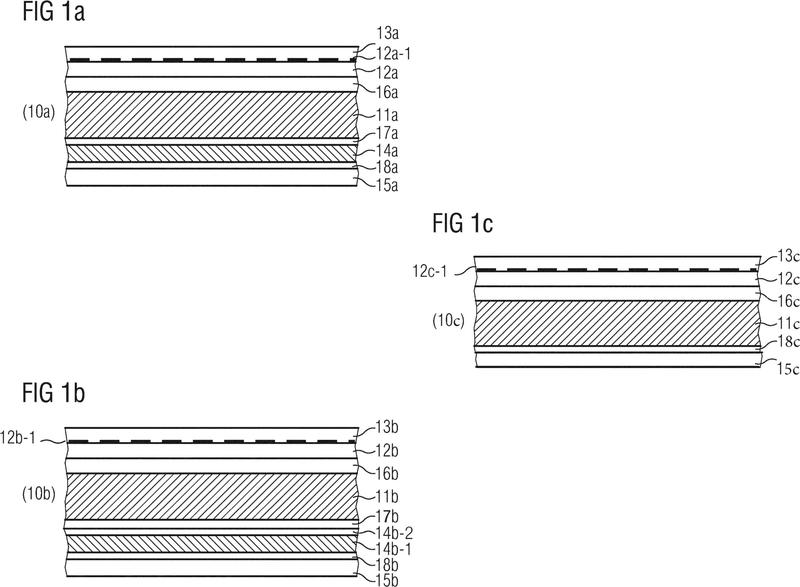
que comprende una capa de material de relleno a base de celulosa (11a; 11b; 11c), una capa de polímero termoplástico transparente y protectora más externa (13a; 13b; 13c) dispuesta en el exterior de la capa de material de relleno, es decir, en el lado que se debe dirigir al exterior de un recipiente de envasado fabricado a partir del material laminado, un patrón decorativo de impresión dispuesto por debajo, es decir, en el interior y visible a través de la capa de polímero termoplástico transparente y protectora más externa, una capa de polímero termoplástico, termosellable y hermética a los líquidos más interna (15a; 15b; 15c), de modo que esté en contacto directo con el alimento líquido en el recipiente de envasado, donde la capa de material de relleno es un cartón corrugado de embalaje, que se ha calandrado hasta un valor de rugosidad superficial de Bendtsen exterior menor de 200 ml de aire/min, y tiene un índice SCT mayor de 30 Nm/g en MD, según se determina de acuerdo con las normas ISO 9895 e ISO 536, y una rigidez a flexión al menos un 30% menor que la de un cartón de envasado para líquidos de un peso superficial correspondiente, excluyendo cualquier recubrimiento imprimible (recubrimiento de arcilla) de este, y donde el material laminado de envasado comprende además un papel de soporte de impresión a base de celulosa (12a; 12b; 12c), que tiene un superficie de impresión exterior (12a-1; 12b-1; 12c-1) que contiene el patrón decorativo de impresión, estando el papel de soporte de impresión adherido al lado externo de la capa de material de relleno por medio de 1-4 g/m2 de adhesivo, peso seco, y que tiene un peso superficial de 100 g/m2 o menor (ISO 536), teniendo la superficie de impresión exterior un valor de rugosidad superficial de Bendtsen menor de 100 ml de aire/min (ISO 8791-2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E18175345.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: TOFT, NILS, OHMAN, PETER, JONASSON,KATARINA, HORVATH,ANDREW.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › Receptáculos, p. ej. depósitos.
- B32B27/10 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- B32B27/36 B32B 27/00 […] › teniendo poliésteres.
- B32B29/06 B32B […] › B32B 29/00 Productos estratificados compuestos esencialmente de papel o de cartón. › especialmente tratado, p. ej. satinado, apergaminado.
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
PDF original: ES-2784755_T3.pdf
Reivindicaciones:
1. Un material laminado de envasado (10a; 10b; 10c) para el envasado de alimento líquido, que comprende una capa de material de relleno a base de celulosa (11a; 11b; 11c) , una capa de polímero termoplástico transparente y protectora más externa (13a; 13b; 13c) dispuesta en el exterior de la capa de material de relleno, es decir, en el lado que se debe dirigir al exterior de un recipiente de envasado fabricado a partir del material laminado, un patrón decorativo de impresión dispuesto por debajo, es decir, en el interior y visible a través de la capa de polímero termoplástico transparente y protectora más externa, una capa de polímero termoplástico, termosellable y hermética a los líquidos más interna (15a; 15b; 15c) , de modo que esté en contacto directo con el alimento líquido en el recipiente de envasado, donde la capa de material de relleno es un cartón corrugado de embalaje, que se ha calandrado hasta un valor de rugosidad superficial de Bendtsen exterior menor de 200 ml de aire/min, y tiene un índice SCT mayor de 30 Nm/g en MD, según se determina de acuerdo con las normas ISO 9895 e ISO 536, y una rigidez a flexión al menos un 30% menor que la de un cartón de envasado para líquidos de un peso superficial correspondiente, excluyendo cualquier recubrimiento imprimible (recubrimiento de arcilla) de este, y donde el material laminado de envasado comprende además un papel de soporte de impresión a base de celulosa (12a; 12b; 12c) , que tiene un superficie de impresión exterior (12a-1; 12b-1; 12c-1) que contiene el patrón decorativo de impresión, estando el papel de soporte de impresión adherido al lado externo de la capa de material de relleno por medio de 1 -4 g/m2 de adhesivo, peso seco, y que tiene un peso superficial de 100 g/m2 o menor (ISO 536) , teniendo la superficie de impresión exterior un valor de rugosidad superficial de Bendtsen menor de 100 ml de aire/min (ISO 879.- 2) .
2. El material laminado de envasado según se reivindica en la reivindicación 1, donde una película o lámina de barrera frente al gas (14a; 14b) , que comprende una capa o recubrimiento de barrera frente al oxígeno, se lamina en el lado interno de la capa de material de relleno, entre la capa de material de relleno y la capa de polímero termoplástico más interna.
3. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones 1 o 2, donde la capa de material de relleno (11a; 11b; 11c) se ha calandrado hasta una rugosidad superficial exterior menor de 150 ml de aire/min (Bendtsen) , antes de laminarla al papel de soporte de impresión.
4. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde la superficie de impresión exterior (12a-1; 12b-1; 12c-1) tiene un valor de rugosidad superficial de Bendtsen por debajo de 80, tal como por debajo de 70, tal como por debajo de 60, tal como por debajo de 50 ml de aire/min.
5. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde el papel de soporte de impresión (12a; 12b; 12c) tiene un peso superficial menor de 80 g/m2, tal como menor de 70 g/m2.
6. El material laminado de envasado según se reivindica en la reivindicación 1, donde la superficie de impresión exterior (12a-1; 12b-1; 12c-1) tiene un valor de Cobb de 20 a 30, tal como de 22 a 28, tal como de 24 a 27, tal como de 24 a 26 g/m2 de agua (ISO 535) .
7. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde el papel de soporte de impresión (12a; 12b; 12c) tiene una densidad mayor de 650 kg/m3, un peso superficial de 100 g/m2 o menor (ISO 536) , un índice de resistencia a tracción (GM) de al menos 40 Nm/g y un índice de resistencia al desgarro (GM) de al menos 6, 0 mNm2/g, y que comprende al menos un agente de apresto de 0, 1 a 0, 4% en peso, teniendo la superficie de impresión exterior (12a-1; 12b-1; 12c-1) un valor de rugosidad superficial de Bendtsen menor de 100 ml de aire/min (ISO 879.- 2) y un valor de Cobb mayor de 20 g/m2 y menor de 30 g/m2 de agua (ISO 535) .
8. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde el papel de soporte impreso (12a; 12b; 12c) es un papel seleccionado del grupo compuesto por papel MG (satinado a máquina) , papel MF (acabado a máquina) , papel LWC (de recubrimiento ligero) , papel de envasado flexible, papel para impresión digital y papel para impresión por inyección de tinta.
9. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde la superficie de impresión exterior (12a-1; 12b-1; 12c-1) del papel de soporte de impresión (12a; 12b; 12c) está metalizada y tiene una rugosidad superficial menor de 100 ml de aire/min (Bendtsen) , tal como menor de 50 ml de aire/min.
10. El material laminado de envasado según se reivindica en una cualquiera de las reivindicaciones anteriores, donde la superficie de impresión exterior (12a-1; 12b-1; 12c-1) del papel de soporte de impresión (12a; 12b; 12c) es marrón natural.
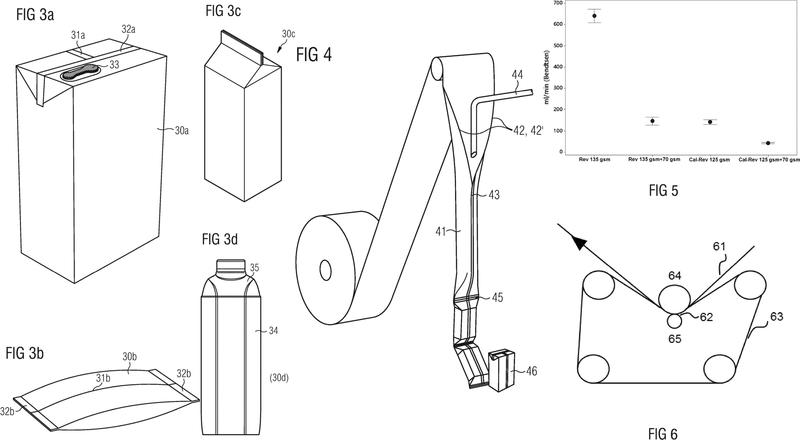
11. Un recipiente de envasado de alimentos líquidos (30a; 30b; 30c; 30d) que comprende el material laminado de envasado según se define en una cualquiera de las reivindicaciones 1-10.
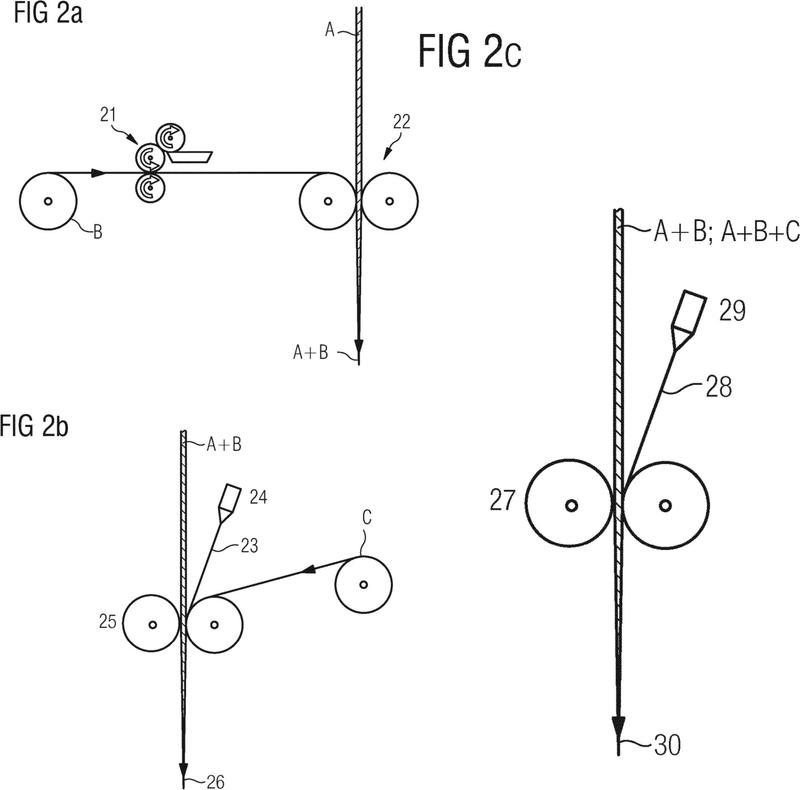
12. Un método para fabricar un material laminado de envasado con el fin de envasar alimento líquido, que comprende los pasos, en cualquier orden, de
a) proporcionar una primera banda de una capa de material de relleno a base de celulosa (A) , que es un cartón corrugado de embalaje calandrado que tiene un valor de rugosidad superficial exterior de Bendtsen menor de 200 ml de aire/min, un índice SCT mayor de 30 Nm/g en MD, según se determina de acuerdo con las normas ISO 9895 e ISO 536, y una rigidez a flexión al menos un 30% menor que la de un cartón de envasado de líquidos de un peso superficial correspondiente, excluyendo cualquier recubrimiento imprimible (recubrimiento de arcilla) de este, donde exterior significa el lado dirigido al exterior de un recipiente de envasado fabricado a partir del material laminado,
b) proporcionar una segunda banda de papel de soporte de impresión a base de celulosa (B) , que tiene un peso superficial de 100 g/m2 o menor (ISO 536) y una superficie de impresión exterior para llevar a cabo un patrón decorativo de impresión, con un valor de rugosidad superficial de Bendtsen menor de 100 ml de aire/min (ISO 879.- 2) ,
c) aplicar (21) una composición adhesiva acuosa que comprende un polímero adhesivo en una cantidad de 1 a 4 g/m2, contenido seco, sobre al menos uno del exterior de la primera banda y el interior de la segunda banda, donde el interior significa dirigido hacia el interior de dicho recipiente de envasado,
d) enviar la primera y segunda banda, desde el paso c) , hacia una zona de contacto (22) de unos rodillos de presión, de modo que se unan y laminen conjuntamente mediante la composición adhesiva acuosa intermedia mientras pasan por la zona de contacto, y mientras la composición adhesiva acuosa se absorbe parcialmente en la superficie de al menos una de la primera y segunda banda (A y B) ,
e) imprimir un patrón decorativo de impresión sobre la superficie de impresión del papel de soporte de impresión,
f) laminar (27) una capa más interna de polímero termoplástico termosellable en el lado interno de la banda de la capa de material de relleno, opuesta al lado del papel de soporte de impresión, donde más interno significa en contacto con el alimento líquido en dicho recipiente de envasado,
g) laminar (27¿) una capa más externa transparente y protectora de polímero termoplástico en el lado externo de la banda del papel de soporte de impresión, es decir, en la superficie de impresión exterior, opuesta al lado de la capa de material de relleno.
13. El método según se reivindica en la reivindicación 12, donde el paso e) se lleva a cabo antes de los pasos c) y d) , de modo que el papel de soporte de impresión se imprima en primer lugar con la decoración impresa sobre su superficie de impresión (12a-1; 12b-1; 12c-1) en una operación de impresión independiente.
14. El método según se reivindica en una cualquiera de las reivindicaciones 12 o 13, donde una película o lámina de barrera frente al gas (14a; 14b) , que comprende una capa o recubrimiento de barrera frente al oxígeno, se lamina en el lado interno de la capa de material de relleno, entre la capa de material de relleno y la capa de polímero termoplástico más interna.
15. El método según se reivindica en una cualquiera de las reivindicaciones 12-14, donde la capa de material de relleno (11a; 11b; 11c) se calandra hasta una rugosidad superficial exterior menor de 200, tal como menor de 150 ml de aire/min (Bendtsen) , en un paso independiente antes del paso a) con una carga en la zona de contacto de 80 a 120 kN/m y una temperatura superficial por encima de 200 °C, para una velocidad de calandrado de 500 a 1200 m/min.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]