Procedimiento para elaborar elementos planos con pliegos impresos.
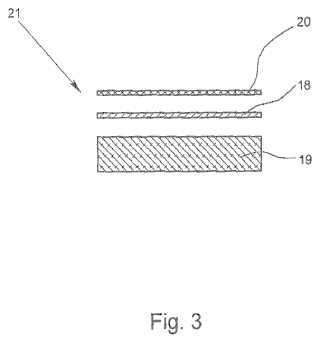
Procedimiento para elaborar elementos (21) planos para su utilización como paneles en los dominios desuelos,
paredes o techos, así como en la industria de los muebles, donde el elemento (21) plano presenta un cuerpo(19) de base, que es moldeado a compresión con un pliego (18) impreso de papel de impresión impreso,impregnado de resina, que presenta una decoración, imprimiéndose el papel de impresión con la decoración arepetir múltiplemente en un papel de impresión por medio de un dispositivo impresor y dividiéndose el papel deimpresión en una multiplicidad de pliegos (18) impresos antes del moldeado por compresión, donde se prepara unmodelo de decoración antes de la impresión de la decoración y se visualiza en el sistema cromático RGB en undispositivo visualizador de un ordenador, elaborándose una prueba del modelo decorativo visualizado en undispositivo de impresión digital, comprendiendo el dispositivo de impresión como dispositivos impresores productivospara producir papel de impresión para elaborar pliegos impresos por lo menos un dispositivo de impresión digitalpara la impresión digital y por lo menos un dispositivo (1) de impresión en huecograbado para imprimir enhuecograbado, que presenta cilindros (2, 3, 4, 5) impresores grabados, y donde, tras la elaboración de la prueba, seutiliza, en función de la cantidad de papel de impresión a imprimir, bien sea un dispositivo de impresión digital o undispositivo (1) de impresión en huecograbado para imprimir las decoraciones.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09005987.
Solicitante: HULSTA-WERKE HULS GMBH & CO KG.
Nacionalidad solicitante: Alemania.
Dirección: KARL-HULS-STRASSE 1 48703 STADTLOHN ALEMANIA.
Inventor/es: TUNTE, UDO, PETERSEN, FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41C1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41C PROCESOS DE FABRICACION O DE REPRODUCCION DE SUPERFICIES DE IMPRESION (procesos fotomecánicos para producir superficies de impresión G03F; procesos fotoeléctricos para producir superficies de impresión G03G). › B41C 1/00 Preparación de la forma o del cliché. › utilizando cabezas controladas por una señal de información eléctrica.
- B41F11/00 B41 […] › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › Prensas o máquinas rotativas en las que los cilindros de clichés llevan varias superficies de impresión o para la ejecución de procesos tipográficos, litográficos o de huecograbado, selectivamente o en combinación.
- B41F9/02 B41F […] › B41F 9/00 Rotativas de impresión en huecograbado. › para la impresión en varios colores.
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- H04N1/60 ELECTRICIDAD. › H04 TECNICA DE LAS COMUNICACIONES ELECTRICAS. › H04N TRANSMISION DE IMAGENES, p. ej. TELEVISION. › H04N 1/00 Exploración, transmisión o reproducción de documentos o similares, p. ej. transmisión facsímil; Sus detalles. › Corrección o control de los colores.
PDF original: ES-2398772_T3.pdf
Fragmento de la descripción:
DESCRIPCIÓN.
Procedimiento para elaborar elementos planos con pliegos impresos.
La invención se refiere a un procedimiento para elaborar elementos planos para utilizar como paneles en las áreas de suelos, paredes y techos, así como en la industria de los muebles, según el preámbulo de la reivindicación 1.
Procedimientos para la elaboración de elementos planos ya se conocen por la práctica desde hace mucho tiempo. En la elaboración de elementos planos del tipo mencionado anteriormente se diferencia según el tipo de impresión, si la impresión se lleva a cabo por el procedimiento de impresión decorativa en huecograbado o bien por el procedimiento de impresión digital. En la impresión decorativa en huecograbado, donde se emplean una multiplicidad de colores y mezclas de colores, la forma impresora se compone, por lo general, de varios cilindros impresores con un revestimiento de cobre cada uno con una o varias capas de cobre. Los cilindros pueden tener una anchura de varios metros y un diámetro de hasta 1, 6 m. En la capa de cobre exterior, se graba la imagen impresa en forma de la llamada navecilla. La capa de cobre exterior se puede cromar además para conseguir una mejor durabilidad. Se aprovecha esto, sobre todo, en el ámbito de las tiradas más elevadas. El tipo del grabado en huecograbado posibilita, por lo general, una repetitividad exacta y fiable del resultado de la impresión. Para elaborar grandes cantidades de papel de impresión impreso, el procedimiento de impresión decorativa en huecograbado es, por el momento, el único procedimiento de impresión económico.
Después de la impresión en huecograbado, se impregna de resina, por lo general, el papel de impresión impreso con la decoración y luego se corta en pliegos impresos. Seguidamente, se moldean a compresión los pliegos de papel con cuerpos de base preparados. Para ello, se emplean, habitualmente, prensas de alimentación de intermitencia corta (prensas KT) .
La elaboración de decoraciones multicolores, por ejemplo, de determinados veteados de madera, con determinados colores es manifiestamente costosa y va unida a una multiplicidad de etapas operativas. En primer lugar, se prepara habitualmente un modelo decorativo. Con ello, se quiere decir la elaboración de una imagen decorativa. En una determinada decoración de madera, se representan además, por ejemplo, determinados veteados con diferentes sombreados así como los correspondientes suplementos de nudos. Después de la elaboración del modelo, se escanea éste. Tiene lugar, luego, un retocado del modelo en el ordenador. Si se ha elaborado el modelo del diseño en el ordenador, se realiza habitualmente una prueba, que se presenta al cliente que haya solicitado el modelo. Si la prueba es aceptada por el cliente, se sacan de los datos RGB del sistema cromático RGB los diferentes canales cromáticos para el dispositivo de impresión en huecograbado. Se habla, en este caso, de separación. Habitualmente, la decoración se compone de tres colores mezclados de modo que se pueden establecer tres canales cromáticos. Además, cada canal cromático se asocia a un cilindro impresor.
Puesto que la grabación de cilindros de impresión en huecograbado para producción va unida a un gasto considerable, es habitual en las imprentas preparar primero el resultado de la impresión en huecograbado a escala de laboratorio. Sirven para ello pequeñas máquinas de impresión en huecograbado, que presentan cilindros de laboratorio. Los cilindros de laboratorio son considerablemente menores que los cilindros de producción. Después de la grabación de los cilindros de laboratorio, se eligen los colores deseados para los distintos canales cromáticos. Seguidamente, tiene lugar la impresión en huecograbado a escala de laboratorio. Del resultado de la impresión, se recorta una pieza de papel de impresión como pliego impreso de laboratorio, que se impregna luego de resina. Después de la impregnación con resina, se dispone a presión el pliego impreso de laboratorio sobre un cuerpo de base de un elemento plano con una prensa de laboratorio. Seguidamente, se compara la decoración del elemento plano elaborado en el laboratorio con el modelo decorativo original. Los distintos colores para los distintos cilindros se adaptan en etapas ulteriores hasta que la decoración moldeada a compresión del modelo llegue a aproximarse todo lo más posible.
Por lo demás, es frecuente que el color decorativo no corresponda al modelo. A partir de ello, deben retocarse los distintos canales cromáticos y los colores correspondientes a ellos. Después de la modificación correspondiente, se vuelve a grabar el cilindro de laboratorio, se imprime en huecograbado en el laboratorio, se impregna de resina y se moldea a compresión. Seguidamente, se vuelve a comparar el resultado de laboratorio con el modelo original.
Por lo demás, también ocurre que la decoración impresa solo se puede aproximar más al modelo original por adaptación de los colores. Cuando no se puede conseguir el modelo decorativo con el juego de cilindros de laboratorio a pesar de la adaptación cromática más exacta de los distintos cilindros, es necesario, por lo general, que los cilindros de laboratorio hayan de ser retocados en su grabación.
Puesto que la modificación de los cilindros de laboratorio y el ajuste de los canales cromáticos correctos requieren normalmente algunos días, y el cliente del modelo decorativo y el impresor no residen, por lo general, en un mismo lugar, la elaboración decorativa correcta supone un gasto considerable en tiempo y en costes. Se ha de tener en
cuenta además que no es raro que ocurra que una modificación de la elección de colores y/o del grabado de los cilindros de laboratorio se realice de cinco a diez veces y, en parte, incluso más de diez veces, hasta que se prepara la decoración deseada.
Si se ha hallado la decoración correcta del grabado y de la elección de colores a escala de laboratorio, se retocan los datos de laboratorio, en cuanto al grabado y la elección de colores, a datos de producción. Seguidamente, tiene lugar el grabado de los cilindros de producción. Problemas especiales a este respecto los presenta, sobre todo, el reajuste del comportamiento de los colores determinado en el cilindro de laboratorio para los tres canales o bien los tres cilindros de producción. Seguidamente, puede comenzarse con la producción.
Puede reconocerse que la elaboración de una decoración y el establecimiento de un dispositivo de impresión en huecograbado para la producción van unidos a un gasto considerable.
Además, en la impresión en huecograbado decorativa se da el inconveniente de que, cuando se ha aplicado la mezcla cromática de un canal cromático de un cilindro de producción o cuando se ha de producir de nuevo la decoración, es difícil reproducir nuevamente el tono cromático correcto. Los colores de los distintos canales cromáticos empleados en las decoraciones habituales no son colores estandarizados, sino mezclas de colores. Puesto que precisamente en el ámbito de las decoraciones de madera es importante obtener resultados de impresión reproducibles, se produce frecuentemente en la producción una pausa de producción de algunas horas hasta que se muestra nuevamente la elección de colores correcta.
A partir del documento EP 1 858 244 A1, ya resulta un procedimiento para producir la misma decoración utilizando una impresión de muestra. Se prevé además que, entre una muestra prevista para peritaje y un producto final acabado en serie, se consiga una coincidencia lo mayor posible. Para ello, se imprime primero la decoración respectiva en un primer material de base como impresión de muestra por medio de una impresora de chorro de tinta, se recubre seguidamente la decoración de una capa de resina sintética, después de lo cual sigue un proceso de moldeado por compresión. Ulteriormente, se imprime la decoración sobre un segundo material de base por medio de un cilindro impresor por el procedimiento de impresión en huecograbado, recubriéndose luego la decoración con una capa de resina sintética y moldeándose asimismo por compresión seguidamente. Se prevé además que se utilice el juego digital de salida tanto para el control de la impresora de chorro de tinta, como también para elaborar el cilindro impresor de modo que, al comparar las dos imágenes impresas, coincida sensiblemente el número de elementos de imagen por unidad de superficie en el segundo material de base, ajustándose la magnitud de los elementos de imagen y las separaciones de toberas de la impresora de chorro de tinta con la magnitud de los puntos reticulares y de magnitudes reticulares en el procedimiento de impresión por huecograbado. Se utilizan además idénticos líquidos de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para elaborar elementos (21) planos para su utilización como paneles en los dominios de suelos, paredes o techos, así como en la industria de los muebles, donde el elemento (21) plano presenta un cuerpo (19) de base, que es moldeado a compresión con un pliego (18) impreso de papel de impresión impreso, impregnado de resina, que presenta una decoración, imprimiéndose el papel de impresión con la decoración a repetir múltiplemente en un papel de impresión por medio de un dispositivo impresor y dividiéndose el papel de impresión en una multiplicidad de pliegos (18) impresos antes del moldeado por compresión, donde se prepara un modelo de decoración antes de la impresión de la decoración y se visualiza en el sistema cromático RGB en un dispositivo visualizador de un ordenador, elaborándose una prueba del modelo decorativo visualizado en un dispositivo de impresión digital, comprendiendo el dispositivo de impresión como dispositivos impresores productivos para producir papel de impresión para elaborar pliegos impresos por lo menos un dispositivo de impresión digital para la impresión digital y por lo menos un dispositivo (1) de impresión en huecograbado para imprimir en huecograbado, que presenta cilindros (2, 3, 4, 5) impresores grabados, y donde, tras la elaboración de la prueba, se utiliza, en función de la cantidad de papel de impresión a imprimir, bien sea un dispositivo de impresión digital o un dispositivo (1) de impresión en huecograbado para imprimir las decoraciones.
2. Procedimiento según la reivindicación 1, caracterizado por que con menos de 1000 kg de papel de impresión a imprimir, en especial, menos de 700 kg y preferiblemente menos de 500 kg, se utiliza para la impresión el dispositivo de impresión digital.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que los datos RGB se convierten en datos CMYK del sistema cromático CMYK por medio del ordenador, y por que los cilindros (2, 3, 4, 5) impresores del dispositivo (1) de impresión en huecograbado se graban basándose en los datos CMYK convertidos.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que se escanea el modelo de decoración preparado y por que se retocan preferiblemente los datos del modelo decorativo escaneado para repetir el dibujo.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que se realiza una distribución de colores de la decoración visualizada en el dispositivo visualizador.
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que se elabora una prueba de la decoración visualizada en el dispositivo visualizador por medio del dispositivo de impresión digital.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que los colores y/o el diseño de una tarjeta de calibrado se emplean para calibrar los datos CMYK convertidos por el ordenador.
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que, después del calibrado, se elabora otra tarjeta de calibrado más a base de los datos CMYK calibrados.
9. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que los mismos pigmentos cromáticos y/o composiciones cromáticas se utilizan para los colores de impresión del dispositivo de impresión digital y de los cilindros (2, 3, 4, 5) impresores del dispositivo de impresión en huecograbado.
Patentes similares o relacionadas:
Procedimiento para la producción de un laminado, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la producción de un laminado multicapa, presentando cada capa del laminado una banda de papel impregnada con resina sintética, […]
Moldura en material mineral, del 11 de Junio de 2020, de MARMOLES IZQUIERDO S.L: 1. Moldura en material mineral, de especial aplicación en la industria del arte funerario, así como en la construcción en general, caracterizado porque […]
Método de fabricación de un panel de construcción, del 10 de Junio de 2020, de VALINGE INNOVATION AB: Un método de fabricación de un panel de construcción con una capa de superficie decorativa, un núcleo y una capa (3') de equilibrio y/o protectora, en donde el método […]
Procedimiento para fabricar un tablero de material derivado de la madera resistente a la abrasión y línea de producción para ello, del 13 de Mayo de 2020, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la fabricación de un tablero de material derivado de la madera resistente a la abrasión con una cara superior y una cara inferior, estando prevista […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Método para fabricar paneles con una superficie decorativa, del 25 de Marzo de 2020, de Unilin BVBA: Método para fabricar paneles con una superficie decorativa, en el que dichos paneles comprenden al menos un sustrato y una capa superior , en el que dicha capa […]