PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE UN DENTADO EN UNA PIEZA SINTERIZADA.
Procedimiento para el mecanizado de un dentado (7) en un perímetro exterior (6) o en un contorno interior de una pieza (2) de polvo metálico prensado y sinterizado,
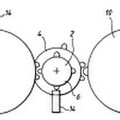
estando fijada la pieza (2) en un asiento (3), mediante un proceso de laminación realizado sobre el dentado (7) con dos ruedas de laminación del perfil (8) giratorias que presentan un dentado de conformación (13) que engrana en el dentado (7) de la pieza (2), caracterizado porque las dos ruedas de laminación del perfil (8) están dispuestas en un bastidor de soporte común (10) de modo giratorio, con los ejes de las ruedas de laminación del perfil (9) con una distancia entre ejes (16) entre ellas al menos sensiblemente constante, siendo accionado el asiento (3) para la pieza (2) por un dispositivo de accionamiento de giro (24) por medio de un husillo (23) situado en el asiento (3), y que de este modo ejerce sobre la pieza (2) un par de accionamiento para el proceso de laminación por el dispositivo de accionamiento de giro (24), siendo las dos ruedas de laminación del perfil (8) cada una libremente giratorias alrededor de un eje de rueda de laminación del perfil (9), con lo cual una vez efectuado el engrane de las ruedas de laminación del perfil (8) en el dentado (7) de la pieza (2), éstas ruedan sobre el dentado (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2008/000103.
B21H5/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
B22F5/08B […] › B22FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
C21D7/04QUIMICA; METALURGIA. › C21METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 7/00 Modificación de las propiedades físicas del hierro o el acero por deformación (aparatos para el trabajo mecánico de metales B21, B23, B24). › de la superficie.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Procedimiento y dispositivo para el mecanizado de un dentado en una pieza sinterizada. La invención se refiere a un procedimiento y un dispositivo para el mecanizado de un dentado en el perímetro exterior o en el contorno interior de una pieza de polvo metálico prensado y sinterizado, conforme a los preámbulos de las reivindicaciones 1 (véase por ejemplo el documento DE-T2-69 105 749) y 12 (véase por ejemplo el documento US-A- 2.325.237). Las piezas prensadas de polvo metálico y a continuación sinterizadas presentan después de la sinterización una porosidad más o menos marcada, debido a su proceso de fabricación. Esta porosidad da lugar, especialmente en ruedas dentadas, ruedas de correa dentada o ruedas dentadas de cadena y similares a una disminución de la resistencia a la fatiga por flexión en la zona de los pies de diente y una menor resistencia al desgaste en la zona de los flancos de diente. Además, dependiendo de la composición del polvo metálico y de los parámetros del proceso durante el prensado y sinterización, las piezas sinterizadas sufren durante el proceso de sinterización una variación dimensional más o menos destacada debido a la contracción o al crecimiento. En piezas que deban cumplir unos elevados requisitos de precisión puede ser que por este motivo la precisión de medidas y formas obtenidas después del proceso de sinterización eventualmente no sea todavía suficiente. Para evitar estos inconvenientes es conocido el método de someter las piezas de polvo metálico prensado y sinterizado a un tratamiento posterior de su superficie mediante laminación. Mediante un proceso de laminación de esta clase tiene lugar por una parte una compactación de una capa superficial de la pieza sinterizada, con lo cual se incrementan tanto la resistencia a la fatiga como también la resistencia al desgaste, y por otra parte se pueden reducir de este modo las variaciones de dimensión y de forma. Un tratamiento posterior de esta clase de las ruedas dentadas de polvo metálico prensado y sinterizado se conoce por el documento DE 69 105 749 T2. Éste describe el tratamiento de la superficie de las ruedas dentadas mediante máquinas laminadoras, con lo cual su superficie se compacta por laminación en la zona de los dientes y se consigue en una profundidad de por lo menos 380 µm una compactación del orden del 90 al 100%. En las máquinas laminadoras simples y gemelas descritas, la rueda dentada que se trata de mecanizar se apoya de forma giratoria sobre un eje fijo, y se hace engranar con ella un molde de laminación dispuesto sobre un eje móvil motorizado. De este modo los dientes del molde de laminación ruedan a lo largo de los dientes de la rueda dentada que se trata de mecanizar y compactan su superficie. Durante el proceso de laminación se aproxima el eje del molde de laminación al eje de la rueda dentada que se trata de mecanizar en dirección radial por medio de un carro móvil, hasta haber alcanzado la compactación superficial deseada. Un inconveniente de un proceso de laminación de esta clase consiste en que la precisión de medidas y la precisión de forma de la pieza que se puede conseguir mediante el proceso de laminación depende en gran medida de la precisión de partida de la pieza sinterizada y de la precisión de medidas y precisión de forma del molde de laminación. Por ejemplo, una variación de forma de la pieza sinterizada, por ejemplo una conicidad en dirección axial, solamente se puede reducir con el procedimiento descrito mediante unas fuerzas de ajuste considerables que actúen sobre el carro móvil para que las aplique la máquina laminadora, ya que la consolidación de la superficie de la pieza que se produce por la compactación se opone a una corrección de forma que sea necesaria. Para conseguir una mayor precisión de forma y medidas del dentado existen procedimientos en los que durante el proceso de laminación engranan con la pieza simultáneamente dos o más moldes de laminación. Los dispositivos empleados para esto son diseños especiales complejos con moldes de laminación que para adaptarse a las diferentes medidas de las piezas se pueden ajustar los unos con relación a los otros a lo largo de unas guías y mediante unos accionamientos de ajuste. Partiendo de este estado de la técnica, el objeto de la invención es proporcionar un procedimiento para el mecanizado por laminación de un dentado de una pieza de polvo metálico prensado y sinterizado, con el cual resulte posible efectuar una corrección de las variaciones de forma y de las variaciones dimensionales en la pieza sinterizada, con unos medios sencillos. Este objetivo de la invención se resuelve mediante un proceso que presenta las características de la reivindicación 1 y un dispositivo con las características de la reivindicación 12. La ventaja del empleo o disposición de dos ruedas laminadoras de forma en un bastidor de sujeción común, consiste en que la herramienta de laminación tiene una estructura muy sencilla y no presenta instalaciones especiales para el ajuste de las ruedas de laminación de conformación las unas respecto a las otras. Las pequeñas variaciones de forma o dimensión de una rueda laminadora de conformación se pueden reducir o compensar mediante la otra rueda de laminación de conformación, ya que la superficie de la pieza terminada de laminar resulta por así decirlo como valor medio del mecanizado realizado por las dos ruedas de laminación de perfiles. Especialmente mediante el empleo de dos ruedas de laminación de perfiles exactas en una herramienta de laminación se pueden mecanizar con ésta piezas con diámetros primitivos de diferentes dimensiones sin que sea necesario ajustar entre sí las ruedas de laminación de perfiles o los ejes de las ruedas de 2 ES 2 365 443 T3 laminación de perfiles. Por este motivo, el bastidor de soporte puede estar realizado de modo sencillo y robusto, por ejemplo formado por dos placas paralelas distanciadas entre sí. Una variante del procedimiento conforme a la invención consiste en que durante el proceso de laminación entre la pieza y las ruedas de laminación del perfil se realice adicionalmente un movimiento relativo oscilante en dirección axial. El efecto de este movimiento relativo oscilante en dirección axial entre la pieza y las ruedas de laminación del perfil consisten en que se facilita de este modo considerablemente el desplazamiento de material en la superficie de la pieza durante el proceso de laminación. Además de las tensiones de compresión radiales aparecen durante el procedimiento conforme a la invención unas tensiones de cortadura axiales en la superficie de la pieza, con lo cual se aprovecha mejor la posibilidad de deformación plástica de la pieza sinterizada, y en particular resulta posible obtener en dirección axial un desplazamiento de material mejorado y con ello en conjunto una mejor compensación de las variaciones de forma e indirectamente también de las variaciones dimensionales. La amplitud del movimiento relativo oscilante, es decir el desplazamiento axial relativo entre la pieza y la rueda de laminación del perfil puede ser en particular como mínimo de 0,5 mm, con lo cual se provoca un marcado proceso de deslizamiento en las superficies que hacen contacto entre sí y se aprovecha de modo óptimo la posibilidad de conformación plástica del material de la pieza sinterizada. El procedimiento se puede realizar ventajosamente también de modo que durante el curso del proceso de laminación se efectúe una reducción escalonada de la separación entre un eje de giro de la pieza y de la herramienta de laminación y tengan lugar uno o varios ciclos de movimiento relativo en dirección axial entre la pieza y las ruedas de laminación del perfil. Así se puede efectuar, especialmente en el caso de una distancia entre ejes constante, un mecanizado de laminación completo de todo el dentado de la pieza manteniendo permanentemente activo el movimiento relativo una vez, antes de que tenga lugar la siguiente reducción de la separación entre ejes. Este ciclo se asemeja a la alternancia entre el movimiento de aproximación y el movimiento de avance durante el torneado longitudinal de una pieza torneada. Con el fin de que los dientes del dentado de la pieza adquieran en ambos flancos de diente todos ellos las mismas propiedades, es ventajoso si el proceso de laminación se realiza efectuando por lo menos una inversión del sentido de giro. De este modo se asegura que en los dos flancos de diente de un diente se producen aproximadamente las mismas deformaciones plásticas, y en consecuencia se obtienen unas características geométricas y mecánicas similares. Antes del proceso de laminación propiamente dicho, las ruedas de laminación del perfil se aproximan convenientemente en dirección radial hasta establecer contacto con la pieza, con lo cual se engrana el dentado en la pieza con el dentado... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para el mecanizado de un dentado (7) en un perímetro exterior (6) o en un contorno interior de una pieza (2) de polvo metálico prensado y sinterizado, estando fijada la pieza (2) en un asiento (3), mediante un proceso de laminación realizado sobre el dentado (7) con dos ruedas de laminación del perfil (8) giratorias que presentan un dentado de conformación (13) que engrana en el dentado (7) de la pieza (2), caracterizado porque las dos ruedas de laminación del perfil (8) están dispuestas en un bastidor de soporte común (10) de modo giratorio, con los ejes de las ruedas de laminación del perfil (9) con una distancia entre ejes (16) entre ellas al menos sensiblemente constante, siendo accionado el asiento (3) para la pieza (2) por un dispositivo de accionamiento de giro (24) por medio de un husillo (23) situado en el asiento (3), y que de este modo ejerce sobre la pieza (2) un par de accionamiento para el proceso de laminación por el dispositivo de accionamiento de giro (24), siendo las dos ruedas de laminación del perfil (8) cada una libremente giratorias alrededor de un eje de rueda de laminación del perfil (9), con lo cual una vez efectuado el engrane de las ruedas de laminación del perfil (8) en el dentado (7) de la pieza (2), éstas ruedan sobre el dentado (7). 2.- Procedimiento según la reivindicación 1, caracterizado porque durante el proceso de laminación se realiza entre la pieza (2) y las ruedas de laminación del perfil (8) adicionalmente un movimiento oscilante relativo en dirección axial (27). 3.- Procedimiento según la reivindicación 2, caracterizado porque la amplitud (28) del movimiento oscilante relativo es como mínimo de 0,5 mm. 4.- Procedimiento según la reivindicación 2 o 3, caracterizado porque durante el curso del proceso de laminación tiene lugar alternativamente una reducción escalonada de la distancia (32) entre un eje de giro (4) de la pieza (2) y los ejes de ruedas de laminación del perfil (9), y se realizan varios ciclos de movimiento relativo en dirección axial (27) entre la pieza (2) y las ruedas de laminación del perfil (8). 5.- Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el proceso de laminación se realiza con una inversión del sentido de giro (25). 6.- Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque antes de iniciar el proceso de laminación, las ruedas de laminación del perfil (8) con el bastidor de soporte (10) se aproximan aproximadamente en dirección radial (26) hasta establecer contacto con la pieza (2). 7.- Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque el proceso de laminación se realiza con dos ruedas de laminación del perfil (8) con dentado helicoidal. 8.- Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque ES 2 365 443 T3 durante el proceso de laminación tiene lugar en la superficie del dentado (7) y hasta una profundidad de 0,3 mm una compactación a más del 95% de la densidad del polvo metálico sin la proporción de poros. 9.- Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque la relación entre el diámetro primitivo (30) en las ruedas de laminación del perfil (8) a la separación entre ejes (16) entre los dos ejes de las ruedas de laminación del perfil (9), se elige de un campo con un límite inferior de 0,25 y un límite superior de 0,75. 10.- Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque el dentado (7) de la pieza (2) y el dentado de conformación (13) de las ruedas de laminación del perfil (8) presenta una altura de diente (37) elegida de un campo con un límite inferior de 0,3 mm y un límite superior de 3 mm. 11.- Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque por lo menos una rueda de laminación del perfil (8) presenta una longitud de dentado (14) que es mayor que la longitud del dentado axial (15) de la pieza (2). 12.- Dispositivo (1) para el mecanizado por laminación de un dentado (7) en el perímetro exterior (6) o en el contorno interior de una pieza (2) de polvo metálico prensado y sinterizado, comprendiendo un asiento (3) para recibir la pieza (2) y su apoyo giratorio alrededor de un eje de giro (4) así como una herramienta de laminación (5) con dos ruedas de laminación del perfil (8), con un dentado de conformación (13) que engrana en el dentado (7) de la pieza alojada (2), para laminar el dentado (7), estando apoyadas las ruedas de laminación del perfil (8) de forma giratoria en un bastidor de soporte (10) con una distancia entre ejes (16) entre sí esencialmente constante, así como un dispositivo de accionamiento de giro (24), caracterizado porque el asiento (3) para la pieza (2) está dispuesto en un husillo (23) que puede ser accionado por el dispositivo de accionamiento de giro (24), y las dos ruedas de laminación del perfil (8) tienen libre giro alrededor de un eje de rueda de laminación del perfil (9), de modo que al laminar, después de efectuado el engrane de las ruedas de laminación del perfil (8) en el dentado (7) de la pieza (2), éstas ruedan sobre el dentado (7). 13.- Dispositivo (1) según la reivindicación 12, caracterizado porque las ruedas de laminación del perfil (8) y/o el asiento giratorio (3) con la pieza (2) se pueden ajustar mediante un dispositivo de ajuste de forma oscilante en una dirección axial (27) al menos sensiblemente paralela al eje de giro (4). 14.- Dispositivo (1) según la reivindicación 12 o 13, caracterizado porque los ejes de las ruedas de laminación del perfil (9) de las ruedas de laminación del perfil (8) están dispuestas paralelas al eje de giro (4) del asiento (3). 15.- Dispositivo (1) según una de las reivindicaciones 12 a 14, caracterizado porque la herramienta de laminación (5) o el bastidor de soporte (10) va apoyado en un cojinete de giro (20) en dirección paralela al eje de giro (4) del asiento (3). 16.- Dispositivo (1) según una de las reivindicaciones 12 a 15, caracterizado porque un eje de rueda de laminación del perfil (9) va apoyado con relación al segundo eje de la rueda de laminación del perfil (9), de forma móvil en el bastidor de soporte (10), móvil al menos aproximadamente en dirección tangencial (17). 17.- Dispositivo (1) según la reivindicación 16, ES 2 365 443 T3 11 caracterizado porque el eje móvil (9) de la rueda de laminación del perfil va conducido en una corredera (18) dispuesta en el bastidor de soporte (10). 18.- Dispositivo (1) según una de las reivindicaciones 12 a 17, caracterizado porque la relación entre un diámetro primitivo (29) del dentado (7) de la pieza (2) respecto a un diámetro primitivo (30) del dentado de conformación (13) en la rueda de laminación del perfil (8) está elegida de un campo con un límite inferior de 1,0 y un límite superior de 3,5. 19.- Dispositivo (1) según una de las reivindicaciones 12 a 18, caracterizado porque dos planos (32) que pasan desde el eje de giro (4) de la pieza (2) a través de los dos ejes de las ruedas de laminación del perfil (9) encierran entre sí un ángulo de apertura (33) elegido de un campo con un límite inferior de 60º y un límite superior de 170º. 20.- Dispositivo (1) según una de las reivindicaciones 12 a 19, caracterizado porque el dentado de conformación (13) presenta un perfil contrario a un perfil de correa dentada, a un perfil de rueda de cadena, a un perfil de dentado evolvente o a otro perfil de dentado cualquiera. 21.- Dispositivo (1) según una de las reivindicaciones 12 a 20, caracterizado porque el dispositivo de accionamiento de giro (24) está unido directamente con el asiento (3) para la pieza (2) para realizar el proceso de laminación. 22.- Dispositivo (1) según una de las reivindicaciones 12 a 21, caracterizado porque un dispositivo de ajuste para generar un movimiento axial relativo de las ruedas de laminación del perfil (8) y/o del ajuste de la distancia (32) entre el eje de giro (4) de la pieza (2) y los ejes de las ruedas de laminación del perfil (9) está formado por un eje de ajuste controlado numéricamente de una máquina de mecanizado. 23.- Dispositivo (1) según una de las reivindicaciones 12 a 22, caracterizado porque ES 2 365 443 T3 las ruedas de laminación del perfil (8) presentan como dentado de conformación (13) un dentado helicoidal. 12 ES 2 365 443 T3 13 ES 2 365 443 T3 14
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]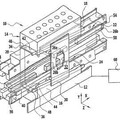 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […] Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […] Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]