PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA RUEDA DENTADA.
Procedimiento para la fabricación de una rueda dentada a partir de una pieza bruta de metal en polvo (2) prensada y sinterizada con una sobremedida en la zona dentada,
en el que la pieza bruta de metal en polvo (2) apoyada sobre un mandril (1) es compactada en la zona de la sobremedida por medio de presión de apriete de un dentado opuesto, que engrana en el dentado (7) de la pieza bruta de metal en polvo (2), de una herramienta de presión periférica (4) bajo una deformación plástica en la cantidad de sobremedida, caracterizado porque la pieza bruta de metal en polvo (2) es empotrada radialmente durante su compactación en ambos lados frontales sobre la periferia
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2004/000436.
Solicitante: MIBA SINTER AUSTRIA GMBH.
Nacionalidad solicitante: Austria.
Dirección: DR. MITTERBAUER-STRASSE 3 4663 LAAKIRCHEN AUSTRIA.
Inventor/es: SANDNER, CHRISTIAN, ROSSLER,HORST.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Diciembre de 2004.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B21H5/02B
Clasificación PCT:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
Clasificación antigua:
- B21H5/02 B21H 5/00 […] › de ruedas rectas.
Países PCT: Alemania, España, Francia, Italia.
Fragmento de la descripción:
Campo técnico [0001] La invención se refiere a un procedimiento para la fabricación de una rueda dentada a partir de una pieza bruta de metal en polvo prensada y sinterizada con una sobremedida en la zona dentada, en el que la pieza bruta de metal en polvo apoyada sobre un mandril se compactada en la zona de la sobremedida por medio de presión de apriete de un dentado opuesto, que engrana en el dentado de la pieza bruta de metal en polvo, de una herramienta de presión periférica bajo una deformación plástica en la cantidad de sobremedida. [0002] Se conoce a partir del documento AT 406 836 B un procedimiento de este tipo. Estado de la técnica [0003] Para evitar una resistencia a la flexión duradera comparativamente baja en la zona de las patas de los dientes y una resistencia al desgaste reducida en la zona de los flancos de los dientes en las ruedas dentadas fabricadas de acuerdo con la metalurgia del polvo, se conoce (EP 0 552 272 B1, AT 406 836B), compactar las piezas brutas de metal en polvo sinterizadas de las ruedas dentadas en la zona de los flancos y en la zona de las patas de los dientes, para que se obtenga una capa superficial en gran medida libre de poros, que implica en la zona de engrane de la rueda dentada un incremento considerable de la capacidad de carga admisible. La compactación de la capa superficial en la zona de engrane de la rueda dentada se realiza a través de una herramienta de presión en forma de al menos una rueda dentada, que o bien presenta un dentado exterior que engrana en el dentado de la pieza bruta de metal en polvo (EP 0 552 272 B1) o en un dentado interior (AT 406 836 B), con cuya ayuda se puede reducir la velocidad de deslizamiento entre los flancos de los dientes de la pieza bruta de metal en polvo y de la herramienta de presión. Sin embargo, independientemente del tipo de herramienta de presión utilizada, existe el peligro de que las fuerzas de presión, que se producen localmente entre la herramienta de presión y un mandril que recibe la rueda dentada, condicionen una deformación plástica de toda la sección transversal de la rueda, lo que no sólo implica una compactación insuficiente de los flancos de los dientes, sino que conduzca también a un incremento inadmisible de la periferia de la rueda, especialmente en ruedas dentadas con un diámetro interior comparativamente grande
frente al círculo de las patas. [0004] Para la laminación (JP 62057726 A) o para la laminación fija (JP 59115120) de ruedas dentadas se conoce, además, empotrar axialmente estas ruedas dentadas para la mecanización en la zona de su cubo entre dos anillos de presión, pero estos documentos no se refieren a un procedimiento para la compactación del dentado de piezas brutas de metal en polvo. Representación de la invención [0005] Por lo tanto, la invención tiene el cometido de configurar un procedimiento para la fabricación de una rueda dentada del tipo descrito al principio, de tal manera que se puede asegurar una compactación ventajosa de la pieza bruta de metal en polvo fabricada con una sobremedida en la zona dentada, sin tener que temer un incremento de la periferia de la rueda. [0006] La invención soluciona el cometido planteado porque la pieza bruta de metal en polvo es empotrada radialmente durante su compactación en ambos lados frontales sobre la periferia. [0007] A través del empotramiento de la pieza bruta de metal en polvo en ambos lados frontales, las fuerzas de presión localmente limitadas en otro caso esencialmente a la zona de ataque de la herramienta de presión, son distribuidas sobre la periferia de la pieza bruta de metal en polvo con el efecto de que se impide un incremento de la periferia de la rueda y la compactación de la pieza bruta de metal en polvo se limita esencialmente a la zona de sobremedida del dentado. Para el empotramiento radial de la pieza bruta de metal en polvo sobre su periferia, se puede enclavar axialmente la pieza bruta de metal en polvo de manera sencilla entre dos anillos de presión, de manera que son posibles uniones tanto por aplicación de fuerza como también en unión positiva. Solamente se trata de empotrar radialmente la pieza bruta de metal en polvo sin impedir la compactación a través de la herramienta de presión en la zona dentada. Con esta finalidad, se pueden transmitir fuerzas de empuje radiales desde la pieza bruta de metal en polvo sobre los anillos de presión a través de la unión por fricción condicionada por el empotramiento axial de la pieza bruta de metal en polvo entre los anillos de presión. Pero es evidente que se puede conseguir o apoyar una transmisión de fuerza correspondiente también a través de una unión positiva, cuando esta unión positiva permite una transmisión de fuerza en dirección radial. [0008] Para la realización del procedimiento se puede utilizar un dispositivo conocido que presenta un mandril para el apoyo de la pieza bruta de metal en polvo
prensada y sinterizada con sobremedida de la rueda dentada a fabricar y al menos una herramienta de presión, que engrana con un contra dentado en el dentado de la pieza bruta de metal en polvo. Si se prevén en un dispositivo de este tipo dos anillos de presión coaxiales al mandril y que retienen axialmente entre sí la pieza bruta de 5 metal en polvo, entonces se puede empotrar radialmente la pieza bruta de metal en polvo entre estos anillos de presión presionados axialmente sobre la periferia, para prevenir en virtud de la absorción condicionada de esta manera de una parte de las fuerzas que actúan en la zona de intervención de la herramienta de presión sobre la pieza bruta de metal en polvo entre la herramienta de presión y el mandril, sin un incremento de la periferia de la rueda, sin impedir la compactación en la zona dentada. [0009] Para crear relaciones de diseño sencillas, uno de los dos anillos de presión se puede apoyar axialmente contra el mandril, mientras que el otro anillo de presión se conecta con un mecanismo de ajuste axial. Por medio de este mecanismo de ajuste se pueden ejercer, por lo tanto, las fuerzas de sujeción axiales necesarias desde los anillos de presión sobre la pieza bruta de metal en polvo. [0010] Si el empotramiento radial de la pieza bruta de metal en polvo debe apoyarse en sus dos lados frontales al menos por medio de una unión positiva, entonces los anillos de presión y/o la pieza bruta de metal en polvo pueden presentar apéndices periféricos, que sobresalen axialmente, para la conexión por unión positiva entre la pieza bruta de metal en polvo y los anillos de presión. Estos apéndices periféricos pueden engranar en escotaduras en forma de anillo o solapar axialmente en salientes correspondientes, para asegura runa unión positiva efectiva en dirección radial. Los apéndices o escotaduras previstos en la zona de la pieza bruta de metal en polvo se pueden retirar de nuevo después de la compactación de la zona dentada. Breve descripción del dibujo [0011] Con la ayuda del dibujo se explica en detalle el procedimiento de acuerdo con la invención para la fabricación de una rueda dentada. En este caso:
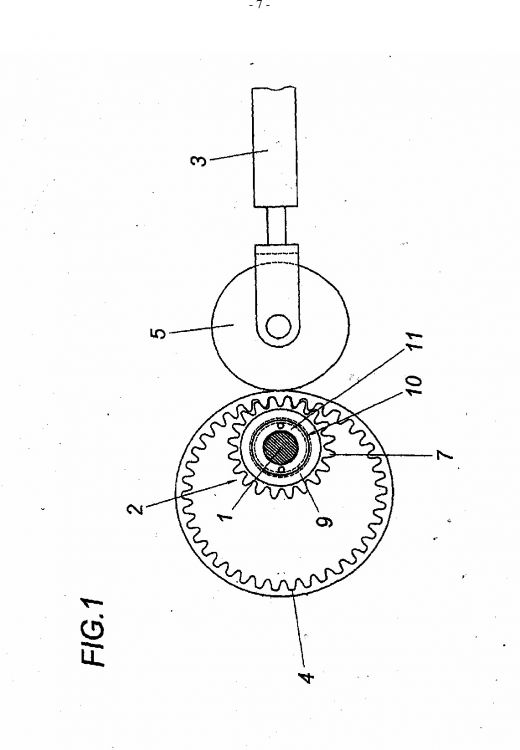
La figura 1 muestra un dispositivo para la realización del procedimiento en 30 una vista lateral esquemática.
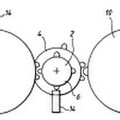
La figura 2 muestra una pieza bruta de metal en polvo apoyada sobre un mandril, empotrada radialmente entre dos anillos de presión frontales en una sección axial simplificada a una escala ampliada.
La figura 3 muestra una representación, que corresponde a la figura 2, de una 35 variante de diseño del empotramiento radial de la pieza bruta de metal en polvo, y
La figura 4 muestra otro ejemplo de un empotramiento radial de la pieza bruta de metal en polvo igualmente en una sección axial simplificada. Modo de realización de la invención [0012] El dispositivo de acuerdo con la figura 1 presenta un mandril 1 para el alojamiento de una pieza bruta de metal en polvo 2 a mecanizar así como un rodillo de presión 5 que se puede ajustar a una herramienta de presión 4 por medio de un mecanismo de ajuste 3, por ejemplo un cilindro hidráulico. La herramienta de presión 4 está constituida por una corona dentada con un dentado interior 6, que colabora como contra dentado con el dentado 7 de la pieza bruta de metal en polvo 2. Puesto que los dientes de la pieza bruta de metal en polvo 2 han sido sinterizados con una sobremedida correspondiente en la zona de los flancos y en la zona de las patas, respectivamente, pero los dientes del dentado interior 6 de la herramienta de presión 4 están configurados de acuerdo con la sobremedida de los dientes de la rueda dentada a fabricar, los flancos o patas de los dientes son compactados en la zona de sobremedida por medio de los dientes prensados de la herramienta de presión...
Reivindicaciones:
1. Procedimiento para la fabricación de una rueda dentada a partir de una pieza bruta de metal en polvo (2) prensada y sinterizada con una sobremedida en la zona dentada, en el que la pieza bruta de metal en polvo (2) apoyada sobre un mandril (1) es compactada en la zona de la sobremedida por medio de presión de apriete de un dentado opuesto, que engrana en el dentado (7) de la pieza bruta de metal en polvo (2), de una herramienta de presión periférica (4) bajo una deformación plástica en la cantidad de sobremedida, caracterizado porque la pieza bruta de metal en polvo (2) es empotrada radialmente durante su compactación en
10 ambos lados frontales sobre la periferia. 2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la pieza bruta de metal en polvo (2) es enclavada axialmente para el empotramiento entre dos anillos de presión (8, 9). Siguen dos páginas de dibujos.
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA RUEDA METÁLICA MÚLTIPLE DE UNA SOLA PIEZA, Y RUEDA MÚLTIPLE, del 15 de Septiembre de 2011, de MIBA SINTER AUSTRIA GMBH: Procedimiento para la fabricación de una rueda metálica múltiple de una sola pieza para un accionamiento de un medio de tracción, con por lo menos dos ruedas simples […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
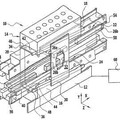 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]