APARATOS PARA PRODUCIR OBJETOS.
Aparato que comprende medios de alimentación (2; 2a; 2b) para alimentar plásticos,
medios de moldeo por compresión (5; 215, 217; 505; 605; 715) para formar un objeto de una dosis de dichos plásticos, y medios de transferencia (4; 52) accionables para transferir dicha dosis de dichos medios de alimentación (2; 2a; 2b) a dichos medios de moldeo por compresión (5; 215, 217; 505; 605; 715), medios sensores (47, 49, 50, 51; 54; 354; 58; 358; 60; 61; 63; 66, 67; 68) para detectar al menos un parámetro de funcionamiento de una parte móvil de dicho aparato, un sistema de transmisión y un centro de adquisición de datos para recibir una señal indicativa de dicho al menos un parámetro de funcionamiento de dicho sistema de transmisión, caracterizado por el hecho de que dicho sistema de transmisión es seleccionado de un grupo que comprende: un sistema de transmisión óptica, un sistema de radiotransmisión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/001802.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA IN BREVE SACMI IMOLA S.C.
Nacionalidad solicitante: Italia.
Dirección: VIA PROVINCIALE SELICE 17/A 40026 IMOLA BO ITALIA.
Inventor/es: BERGAMI, STEFANO, CASADIO,LORENZO.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Junio de 2005.
Fecha Concesión Europea: 29 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C31/04D4
- B29C37/00B2
Clasificación PCT:
- B29C31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › Alimentación, p. ej. carga en una cavidad de moldeo.
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/34 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Alimentación de materiales a moldear a los moldes o a los medios de prensado.
- B65G47/84 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
- B65G47/90 B65G 47/00 […] › Dispositivos para coger o dejar los artículos o los materiales.
Países PCT: Suiza, Alemania, España, Italia, Liechtensein.
Fragmento de la descripción:
La invención se refiere a aparatos para producir objetos, en particular, por moldeo por compresión de plásticos. Los aparatos según la invención pueden ser utilizados por ejemplo para obtener tapones y cápsulas roscados adecuados para el cierre de envases y más particularmente botellas. 5
Con el fin de producir industrialmente tapones mediante moldeo por compresión, se suelen utilizar aparatos que comprenden una extrusora de la que salen los plásticos en un estado líquido viscoso. Un primer carrusel, provisto periféricamente de una pluralidad de cuchillas, gira en torno a un primer eje vertical e interactúa con la extrusora para extraer una dosis de plásticos de ella, cuya dosis de plásticos, debido a su viscosidad, permanece adherida a la cuchilla respectiva. El aparato comprende además un segundo 10 carrusel, giratorio alrededor de un segundo eje vertical y periféricamente provisto de una pluralidad de moldes. El segundo carrusel está dispuesto en una posición tangencial en relación con el primer carrusel, de tal manera que, durante la rotación, cada una de las cuchillas deposite en un molde correspondiente la dosis que previamente ha retirado de la extrusora. Con el fin de maximizar el número de tapones producidos por unidad de tiempo, se han desarrollado aparatos en los que el segundo carrusel está provisto de 12 o incluso 15 64 moldes.
Cada molde cuenta con un punzón, que reproduce la superficie interna del tapón, y una matriz que reproduce la superficie externa del mismo. La matriz es móvil en relación con el punzón entre una posición de apertura en la que la matriz se separa del punzón de tal forma que se pueda introducir entre ellos la dosis que se quiere formar, y una posición de cierre en la que la matriz coopera con el punzón para definir una 20 cámara de formación dentro de la cual se moldea el tapón. US5807592 describe un aparato para moldear por presión artículos hechos de plástico, tales como tapones para cerrar envases.
El aparato comprende un carrusel giratorio provisto de unidades de moldeo a presión. Cada unidad de moldeo a presión comprende un molde que tiene una cavidad de moldeo en la que se pone una dosis de plástico por medio de un cabezal de alimentación giratorio que está fuera del carrusel, dicha dosis 25 retirándose de un dispositivo de extrusión por medio de elementos de extracción que están rígidamente acoplados al cabezal.
US5336074 se refiere a un controlador de velocidad de prensado para una prensa hidráulica para el moldeo por compresión de una sustancia que debe ser moldeada. La prensa hidráulica cuenta con un molde fijo, un molde móvil, un cilindro hidráulico para mover y presionar el molde móvil, y un circuito hidráulico para el 30 control de la alimentación de un aceite de presión en el cilindro hidráulico. Se proporciona un sensor de detección para detectar la posición o la velocidad del molde móvil y un regulador de velocidad para ajustar la velocidad de prensado del molde móvil. US5596251 describe un sistema según la reivindicación 1 para cortar un material plástico fundido para el moldeo por compresión, que comprende un cortador rotatorio accionado que retira de una extrusora las cantidades de material plástico que deben descargarse en las 35 cavidades de un carrusel giratorio. Se proveen controles electrónicos que permiten controlar la velocidad a la que se lleva a cabo el corte de plástico independientemente de la velocidad del carrusel rotatorio. Se proporciona un codificador de ángulo para detectar la posición del carrusel rotatorio.
EP1101587 describe un aparato para moldear artículos de plástico por compresión.
El aparato comprende un carrusel que soporta una pluralidad de cavidades, y una unidad de descarga de 40 plástico fundido para dispensar material plástico fundido. Se proporciona un cortador múltiple que retira, de las boquillas de la unidad de administración, el material plástico que debe depositarse en las cavidades.
Se conocen las máquinas de ensayo que tienen una estructura simplificada en relación con los aparatos descritos anteriormente, que se utilizan para simular el comportamiento de un aparato de producción si se desea, por ejemplo, para estudiar un nuevo tipo de tapón o para analizar el comportamiento de los plásticos 45 de un nuevo tipo.
Las máquinas de ensayo comprenden una extrusora, provista de un husillo que transporta los plásticos a un puerto de extrusión del cual los plásticos extrudidos salen continuamente.
La máquina de ensayo está además equipada con un brazo que rota neumáticamente alrededor de un eje vertical, el brazo estando provisto de un cuchilla adecuada para retirar una dosis de plásticos del puerto de 50 extrusión, para depositarla posteriormente en un molde dentro del cual se forma el tapón. El molde consta de un punzón y una matriz, puestos en movimiento de translación por un accionador hidráulico entre una posición de apertura, en la que la matriz puede recibir la dosis del brazo, y una posición de cierre, en la que la matriz coopera con el punzón para dar forma a la dosis. El accionador es controlado por una válvula de todo o nada, es decir, sólo puede asumir dos posiciones: cuando la válvula se abre, el accionador está en 55 comunicación con una cámara en la cual se almacena el fluido operativo, mientras que cuando la válvula se cierra el accionador queda aislado de la cámara.
Una desventaja de las máquinas de ensayo conocida es que el brazo se acciona a una velocidad de rotación constante. Esto no permite simular con gran precisión el comportamiento de los aparatos de producción, en los que la velocidad del primer carrusel depende de la velocidad de producción del aparato y del tipo de aparato.
Por otra parte, en las máquinas de ensayo la velocidad de rotación del brazo es más bien baja en relación 5 con las velocidades que se alcanzan durante la producción industrial de tapones. Esto implica largos tiempos de ciclo permitiendo reproducir lo que se produce industrialmente sólo de forma muy aproximada.
Otra desventaja de las máquinas de ensayo conocidas es que la matriz es movida por el accionador a una velocidad constante, ya que el caudal del fluido operativo que puede entrar o salir del accionador cuando la válvula de todo o nada está abierta está preestablecido. Esto no permite reproducir con gran precisión el 10 comportamiento de los aparatos de producción, en los que la velocidad de movimiento de la matriz depende del tipo de aparato y del número de tapones producidos en la unidad de tiempo.
Por otra parte, en las máquinas de ensayo conocidas la velocidad de extrusión de los plásticos es muy baja, puesto que durante el tiempo necesario para que el brazo realice una rotación completa, sólo sale del puerto de extrusión la cantidad de plásticos correspondiente al peso de una dosis. Esto es muy diferente de lo que 15 sucede en los aparatos para producir tapones industrialmente, en los que durante una rotación completa del primer carrusel el extrusor produce un número de dosis que corresponde al número de cuchillas previsto en el carrusel.
En los aparatos para producir tapones ya sean destinados a ser utilizados en la industria o como máquinas de ensayo, cuando la matriz se aleja del punzón, el tapón que acaba de formarse permanece asociado a 20 este último.
Con el fin de quitar el tapón del molde, se proporciona un extractor con forma de manga que rodea al punzón. En el extractor se obtiene una superficie de formación que es adecuada para dar forma a una superficie final y una porción de la superficie lateral externa del tapón. El extractor se mueve con un movimiento de translación en relación con el punzón, para ejercer en el tapón una fuerza que tiende a liberar 25 el tapón del punzón. Si el tapón está provisto de una rosca interna, que no es posible liberar del punzón con un extractor que se puede mover sólo con un movimiento de translación, el extractor está dotado además de un movimiento de rotación para seguir una trayectoria helicoidal que permita desenroscar el tapón del punzón.
Para rotar el extractor, el molde está provisto de una pluralidad de engranajes que se mueven por un sector 30 dispuesto en una posición fija sobre el aparato. En particular, los engranajes engranan con el sector dentado sólo cuando tiene que rotarse el extractor en relación con el punzón.
Una desventaja de los aparatos para la producción de tapones reside en la complicada estructura mecánica del sistema para quitar el tapón del punzón...
Reivindicaciones:
1. Aparato que comprende medios de alimentación (2; 2a; 2b) para alimentar plásticos, medios de moldeo por compresión (5; 215, 217; 505; 605; 715) para formar un objeto de una dosis de dichos plásticos, y medios de transferencia (4; 52) accionables para transferir dicha dosis de dichos medios de alimentación (2; 2a; 2b) a dichos medios de moldeo por compresión (5; 215, 217; 505; 605; 715), medios sensores (47, 49, 5 50, 51; 54; 354; 58; 358; 60; 61; 63; 66, 67; 68) para detectar al menos un parámetro de funcionamiento de una parte móvil de dicho aparato, un sistema de transmisión y un centro de adquisición de datos para recibir una señal indicativa de dicho al menos un parámetro de funcionamiento de dicho sistema de transmisión, caracterizado por el hecho de que dicho sistema de transmisión es seleccionado de un grupo que comprende: un sistema de transmisión óptica, un sistema de radiotransmisión. 10
2. Aparato según la reivindicación 1, en el que el medio sensor comprende medios sensores de temperatura (47, 49, 50, 51) para detectar la temperatura de dichos medios de moldeo por compresión (215, 217).
3. Aparato según la reivindicación 2, en el que el medio sensor de temperatura comprende un termopar (47, 49, 50, 51).
4. Aparato según la reivindicación 2, en el que el medio sensor de temperatura comprende un termistor. 15
5. Aparato según cualquiera de las reivindicaciones 2 a 4, en el que dicho medio sensor de temperatura (47, 49) está asociado al medio de punzón (217) de dichos medios de moldeo por compresión (215, 217).
6. Aparato según la reivindicación 5, en el que dicho medio sensor de temperatura (47) puede estar dispuesto cerca de una superficie de dicho medio de punzón (217) que es adecuada para obtener una zona roscada de dicho objeto formado. 20
7. Aparato según cualquiera de las reivindicaciones 2 a 6, en el que dicho medio sensor de temperatura (50, 51) está asociado al medio de matriz (215) de dichos medios de moldeo por compresión (215, 217).
8. Aparato según cualquiera de las reivindicaciones 2 a 7, en el que dicho medio sensor de temperatura (49, 50) está dispuesto cerca de una superficie de formación de dichos medios de moldeo por compresión (215, 217) adecuada para obtener una pared inferior de dicho objeto. 25
9. Aparato según cualquiera de las reivindicaciones 1 a 8, en el que dicho medio sensor comprende medios detectores de temperatura (54, 354) asociados a dichos medios de transferencia (4, 52).
10. Aparato según la reivindicación 9, en el que dicho medio detector de temperatura (54, 354) está asociado a medios de extracción (10, 310) montados en dichos medios de transferencia para retirar dicha dosis de dichos medios de alimentación (2, 2a, 2b). 30
11. Aparato según la reivindicación 9 ó 10, en el que el medio detector de temperatura (54, 354) comprende un termopar.
12. Aparato según la reivindicación 9 ó 10, en el que el medio detector de temperatura (54, 354) comprende un termistor.
13. Aparato según cualquiera de las reivindicaciones 1 a 12, en el que dicho medio de transferencia (4, 52) 35 es accionable rotatoriamente.
14. Aparato según la reivindicación 13, en el que dicho medio de transferencia comprende un brazo giratorio (4).
15. Aparato según la reivindicación 13, en el que dicho medio de transferencia (4, 52) comprende un carrusel (52). 40
16. Aparato según cualquiera de las reivindicaciones 1 a 15, en el que dicho medio sensor comprende medios transductores de posición angular y/o de velocidad angular (58, 358) asociados a dichos medios de transferencia (4, 52) para medir su posición angular y/o velocidad angular.
17. Aparato según la reivindicación 16, en el que dicho medio transductor de posición angular y/o de velocidad angular (58, 358) comprende un codificador. 45
18. Aparato según cualquiera de las reivindicaciones 1 a 17, en el que dicho medio sensor comprende medios detectores de la velocidad (60) asociados a un husillo (425) de una extrusora de dichos medios de alimentación (2, 2a, 2b) para medir la velocidad de rotación de dicho husillo (425).
19. Aparato según la reivindicación 18, en el que dicho medio detector de la velocidad comprende un codificador (60). 50
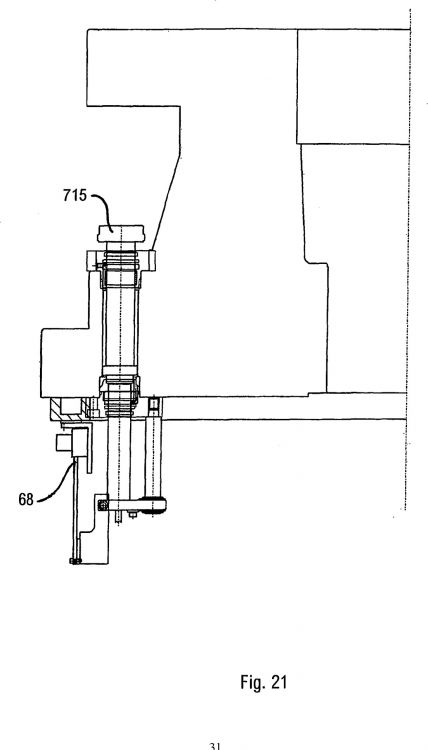
20. Aparato según cualquiera de las reivindicaciones 1 a 19, en el que dicho medio sensor comprende medios transductores de posición y/o velocidad y/o aceleración (63, 68) asociados a los medios de accionamiento (622) dispuestos para mover el primer medio de moldeo por compresión (615) de dichos medios de moldeo por compresión hacia el segundo medio de moldeo por compresión de dichos medios de moldeo por compresión. 5
21. Aparato según la reivindicación 20, en el que el medio transductor de posición y/o velocidad y/o aceleración (63, 68) se selecciona de un grupo constituido por: medios potenciómetros, sensores de ultrasonido.
22. Aparato según cualquiera de las reivindicaciones 1 a 21, en el que dicho medio sensor comprende medios detectores de la posición y/o la velocidad y/o la aceleración (61) asociados al medio de extracción 10 (539) que coopera con el medio de punzón (517) de dichos medios de moldeo por compresión para retirar dicho objeto de dicho medio de punzón (517).
23. Aparato según cualquiera de las reivindicaciones 1 a 22, en el que dicho medio sensor comprende medios sensores de presión (66, 67) adecuados para medir la fuerza con la que dicho primer medio de moldeo por compresión (615) de dichos medios de moldeo por compresión es apretado contra el segundo 15 medio de moldeo por compresión de dichos medios de moldeo por compresión.
24. Aparato según la reivindicación 23, en el que dicho medio sensor de presión (66, 67) está asociado a medios de accionamiento hidráulico (622) adecuados para mover dichos medios de moldeo por compresión (615).
25. Aparato según cualquiera de las reivindicaciones 1 a 23, y que comprende además un medio de control 20 retroactivo para controlar retroactivamente dicho al menos un parámetro de funcionamiento en base al valor detectado por dichos medios sensores (47, 49, 50, 51, 54, 354 , 58, 358, 60, 61, 63, 66, 67, 68).
Patentes similares o relacionadas:
 SISTEMA DE DESMOLDEO AUTOMATICO, del 1 de Febrero de 2009, de AIRBUS ESPAA S.L.: Un sistema de desmoldeo automático de módulos de moldeo situados en un útil de curado , que comprende:#un robot programable que comprende un […]
SISTEMA DE DESMOLDEO AUTOMATICO, del 1 de Febrero de 2009, de AIRBUS ESPAA S.L.: Un sistema de desmoldeo automático de módulos de moldeo situados en un útil de curado , que comprende:#un robot programable que comprende un […]
 DISPOSITIVO PARA SEPARAR Y TRANSPORTAR UNA PARTE DOSIFICADA DE MATERIAL EN UNA INSTALACIÓN PARA CONFORMAR ARTÍCULOS MEDIANTE MOLDEO POR COMPRESIÓN Y MÉTODO QUE USA ESTE DISPOSITIVO, del 17 de Marzo de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina para moldear por compresión material sintético que comprende una mesa giratoria principal que soporta periféricamente, equidistantes […]
DISPOSITIVO PARA SEPARAR Y TRANSPORTAR UNA PARTE DOSIFICADA DE MATERIAL EN UNA INSTALACIÓN PARA CONFORMAR ARTÍCULOS MEDIANTE MOLDEO POR COMPRESIÓN Y MÉTODO QUE USA ESTE DISPOSITIVO, del 17 de Marzo de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina para moldear por compresión material sintético que comprende una mesa giratoria principal que soporta periféricamente, equidistantes […]
 APARATO PARA CORTAR CARGAS DE MOLDE EN UNA MÁQUINA DE MOLDEO POR COMPRESIÓN, del 15 de Marzo de 2011, de REXAM CLOSURE SYSTEMS INC.: Aparato para cortar cargas de molde, de plástico fundido que sale de un orificio , a lo largo de un eje del orificio, que incluye: un sistema […]
APARATO PARA CORTAR CARGAS DE MOLDE EN UNA MÁQUINA DE MOLDEO POR COMPRESIÓN, del 15 de Marzo de 2011, de REXAM CLOSURE SYSTEMS INC.: Aparato para cortar cargas de molde, de plástico fundido que sale de un orificio , a lo largo de un eje del orificio, que incluye: un sistema […]
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]