PIEZA CONSTRUCTIVA, PROCEDIMIENTO DE FABRICACION DE UNA PIEZA CONSTRUCTIVA Y DISPOSITIVO PARA IMPLEMENTAR DICHO PROCEDIMIENTO.
Pieza constructiva, procedimiento de fabricación de dicha pieza constructiva,
y dispositivo para implementar dicho procedimiento.
Pieza (4) constructiva con caras vistas vidriadas, que comprende una mezcla (3) endurecida de áridos y polvo de piedra natural, aglomerante y aditivos, incorporando en al menos una de sus caras vistas (14) al menos una lámina o porción (20) de vidrio. Puede incluir una plancha soporte (5) para aportar mayor resistencia mecánica. El procedimiento de elaboración comprende a) establecer un molde (1) formal y dimensionalmente adecuado; b) colocar en el molde (1) una funda (2) antiadherente; c) colocar al menos una porción (20) de vidrio en alguno de los lados del molde (1) correspondiente a las caras vistas (14) de la pieza (4); d) introducir en el molde (1) la mezcla (3); e) realizar un vibrado; f) retirar la pieza (4) del molde (1) y dejar curar para terminar el endurecimiento; y g) retirar la funda (2) antiadherente. Los medios de elaboración incluyen unmolde (1), vibradores (40) y resistencias de calentamiento (41)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702732.
Solicitante: NAIES,MARIE MICHELE.
Nacionalidad solicitante: Francia.
Dirección: 7, RUE COMANDANT CHARCOT,65000 TARBES.
Inventor/es: NAIES,MARIE MICHELE.
Fecha de Solicitud: 5 de Octubre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 11 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B28B1/087 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por medios que actúan en el molde.
- C04B41/86 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 41/00 Postratamiento de morteros, hormigón, piedra artificial; Tratamiento de la piedra natural (vidriados distintos a los vidirados en frio C03C 8/00). › Vidriados; Vidriados en frío.
- E04C2/26 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › compuestas de materiales cubiertos por varios de los grupos E04C 2/04, E04C 2/08, E04C 2/10, o de materiales cubiertos por uno de estos grupos con un material no especificado en uno de estos grupos.
Clasificación PCT:
- B28B1/087 B28B 1/00 […] › por medios que actúan en el molde.
- C04B41/86 C04B 41/00 […] › Vidriados; Vidriados en frío.
- E04C2/26 E04C 2/00 […] › compuestas de materiales cubiertos por varios de los grupos E04C 2/04, E04C 2/08, E04C 2/10, o de materiales cubiertos por uno de estos grupos con un material no especificado en uno de estos grupos.
Fragmento de la descripción:
Pieza constructiva, procedimiento de fabricación de una pieza constructiva y dispositivo para implementar dicho procedimiento.
Objeto de la invención
La presente invención se refiere a un procedimiento de fabricación de piezas constructivas con caras vistas vidriadas y a la pieza constructiva de caras vidriadas obtenida según dicho procedimiento.
Las piezas obtenidas pueden consistir en losas o placas para revestimientos de paredes, suelos o techos; tableros de encimera de cocina; tejas, paramentos o paneles; y en general en piezas de cualquier uso.
Antecedentes de la invención
Se conocen diversos procesos para obtener piezas por moldeo, basadas en el endurecimiento de una mezcla consistente en polvo y áridos de piedra natural, aglomerante y aditivos.
Por ejemplo, el documento ES2267322 describe un procedimiento de moldeo de elementos constructivos con un polímero sintético termoestable, que comprende la utilización de un molde; revistiéndolo en primer lugar con una lámina de plástico; vertiendo una mezcla consistente en polvo y áridos de piedra natural, aglomerante a base de resina epoxi y aditivos (catalizadores y colorantes); colocando a continuación un soporte de polímero termoplástico; y aplicando vibrado, y opcionalmente prensando, para homogeneizar la mezcla; desmoldeando a continuación sin esperar a que termine el curado, gracias a la lámina de plástico y a unas partes móviles del molde, para culminar el curado de la pieza una vez extraída, y retirar entonces la lámina de plástico.
La pieza obtenida por este procedimiento tiene un aspecto similar a la piedra natural y un coste inferior, ya que por un lado aprovecha productos de desecho de la cantera (polvos y áridos) y por el otro optimiza el tiempo de utilización del molde gracias a la utilización de la lámina de plástico. Además las piezas obtenidas tienen una buena resistencia mecánica gracias a la incorporación del soporte de polímero termoplástico.
Este procedimiento tiene el inconveniente de que únicamente ofrece un acabado de apariencia pétrea en las piezas obtenidas, y que solo puede variar mediante la utilización de diferentes tintes o fundas con relieves, por lo que el producto obtenido es muy concreto y limitado.
Descripción de la invención
El procedimiento de fabricación de piezas constructivas de la invención sirve de una manera óptima para obtener piezas constructivas individuales con caras vistas vidriadas, esto es, que tienen láminas o porciones de vidrio. Estas piezas se elaboran a base de una materia prima consistente en una mezcla de áridos y polvo de piedra natural, aglomerante y aditivos, y de las propias porciones o láminas de vidrio.
De acuerdo con la invención, el procedimiento comprende las siguientes etapas:
- Establecer un molde formal y dimensionalmente adecuado para la pieza a obtener.
- Colocar en el interior del molde una funda o lámina antiadherente.
- Colocar a continuación de la funda una o más porciones o láminas de vidrio en las zonas correspondientes a una o ambas caras vistas.
- Introducir en el molde una mezcla de áridos y polvo de piedra natural, aglomerante y aditivos.
- Realizar un vibrado
- Retirar la pieza del molde y dejar curar para terminar el endurecimiento.
- Retirar la funda antiadherente, obteniendo la pieza terminada, cuya cara o caras vistas aparecerán vidriadas en su totalidad o en parte, al integrar las porciones o láminas de vidrio.
Opcionalmente, en función de la resistencia mecánica requerida para la pieza, se puede introducir en el molde un refuerzo, antes o después del vertido de la mezcla, pero siempre antes de su endurecimiento. Dicho refuerzo puede consistir en una malla o una plancha soporte, preferentemente a base de material sintético polimérico termoestable (por ejemplo poliolefinas). Dicha plancha soporte quedará integrada en la mezcla endurecida.
El moldeo se puede hacer por colada, o en condiciones de presión forzada para facilitar la eliminación de burbujas en la mezcla. En este segundo caso interviene preferentemente el pisón de una prensa, aplicado en la parte abierta superior del molde.
Del mismo modo la invención prevé que el vibrado se pueda realizar en condiciones de calentamiento del molde, ya que así la mezcla es más fluida y se eliminan mejor las burbujas.
El curado se realiza preferentemente al aire, con la intervención de medios de caldeo para conseguir una temperatura que acorte al máximo el tiempo de curado sin perjudicar las características mecánicas de la pieza terminada.
La pieza puede moldearse en fábrica o directamente en el emplazamiento elegido, utilizando unos moldes transportables y colocables en el emplazamiento definitivo, desmoldeando un paramento o división una vez endurecida la mezcla.
En cuanto al aglomerante utilizado, usualmente se tratará de oxicloruro de magnesio, o de cualquier polímero termoestable, como resina epoxi, y los aditivos incluirán colorantes así como componentes que provoquen el endurecimiento del aglomerante.
La pieza constructiva obtenida comprende una porción constituida por una masa endurecida de una mezcla de áridos y polvo de piedra natural, aglomerante y aditivos, que incorpora en su cara o caras vistas un revestimiento total o parcial de vidrio. Además puede incorporar un refuerzo, tal como una malla o una plancha soporte, en la mezcla endurecida. Puede constituirse en una baldosa, cenefa, zócalo, tablero de encimera, teja o similar o directamente en un panel o paramento.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
Figuras 1a a 1d.- Muestran una secuencia de etapas del moldeo de la pieza, según el procedimiento de la invención, con la intervención de una prensa, sin la incorporación de un panel soporte. Las etapas representadas son: colocación de la funda antiadherente (1a), colocación de las láminas o porciones de vidrio y vertido de la mezcla (1b), vibrado (1c) y retirada de la pieza (1d). Posteriormente a la culminación del curado, aunque no se representa en las figuras, se procede a retirar la funda.
Figuras 2a a 2d.- Muestran una secuencia de etapas del moldeo de la pieza, según el procedimiento de la invención, con la intervención de una prensa, con la incorporación de un panel soporte. Las etapas representadas son: colocación de la funda antiadherente (2a), colocación de las láminas o porciones de vidrio y de la plancha soporte (2b), vibrado (2c) y retirada de la pieza (2d). Posteriormente a la culminación del curado, aunque no se representa en las figuras, se procede a retirar la funda.
Figuras 3 y 3a.- Muestran sendas vistas en sección de dos variantes de la pieza de la invención.
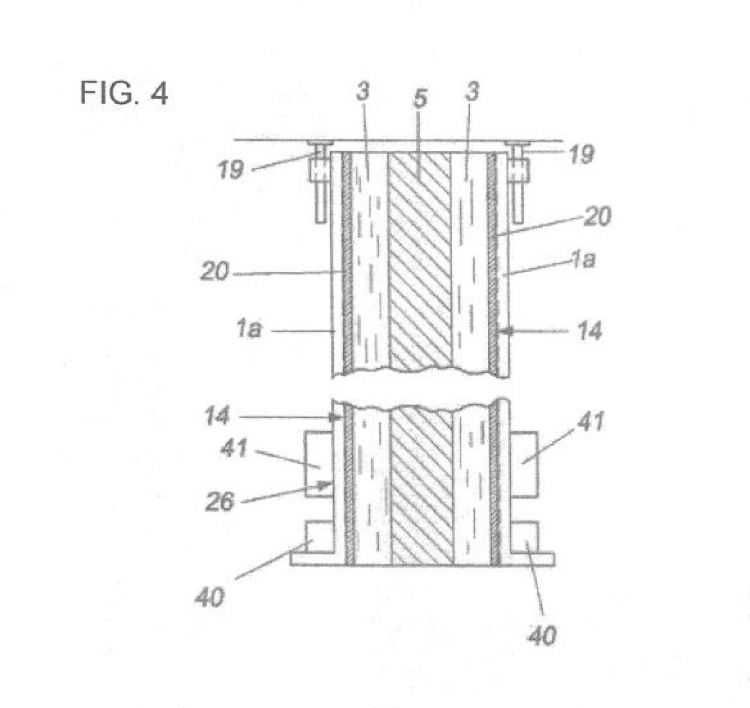
Figura 4.- Muestra una vista de la realización de una pieza de la invención "in situ", constituyéndose un tabique vidriado por ambas caras.
Figura 5.- Muestra una vista de la realización de una pieza de la invención "in situ", constituyéndose un tabique vidriado por una sola cara.
Realización preferente de la invención
El procedimiento de la invención comprende:
- Establecer un molde (1) formal y dimensionalmente adecuado.
- Colocar en el interior del molde una funda (2) antiadherente.
- Colocar a continuación de la funda (2) una o más porciones o láminas de vidrio (20) en las zonas correspondientes a algunas o todas sus caras vistas (14), que se desea revestir o decorar.
- Introducir en el molde (1) una mezcla (3) de áridos y polvo de piedra natural, aglomerante y aditivos.
- Realizar un vibrado para eliminar burbujas y compactar la mezcla.
- Retirar la pieza (4) obtenida del molde (1) junto con la funda (2), y dejar curar para terminar el endurecimiento.
- Retirar la funda (2) antiadherente, obteniendo la pieza (4) terminada.
La funda (2) antiadherente, que puede verse en las figuras 1 y 1a colocada en el molde (1), se materializa preferentemente en plástico o vidrio, mientras que el aglomerante utilizado...
Reivindicaciones:
1. Pieza (4) constructiva de caras vistas vidriadas, tal como una baldosa, cenefa, zócalo, tablero de encimera, teja o similar; caracterizada porque comprende una porción constituida por una mezcla (3) endurecida de áridos y polvo de piedra natural, aglomerante y aditivos, que incorpora en, al menos, una cara vista (14), una o más porciones o láminas de vidrio (10).
2. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 1 caracterizada porque adicionalmente incorpora un refuerzo en la mezcla (3) endurecida.
3. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 2 caracterizada porque el refuerzo consiste en una malla.
4. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 2 caracterizada porque el refuerzo consiste en una plancha soporte (5) de material sintético polimérico termoestable.
5. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 4 caracterizada porque el material sintético polimérico termoestable consiste en un material olefínico.
6. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 1 caracterizada porque los aglomerantes están seleccionados entre:
Oxicloruro de magnesio, y
cualquier polímero termoestable.
7. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 6 caracterizada porque el polímero termoestable consiste en resina epoxi.
8. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 6 caracterizada porque cuando el aglomerante consiste en oxicloruro de magnesio, los aditivos consisten en colorantes y en una mezcla de poliamida básica y silanos en similares proporciones en peso.
9. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 6 caracterizada porque cuando el aglomerante consiste en un polímero termoestable, los aditivos consisten en colorantes, activadores de catálisis de polimerización y endurecimiento (catalizadores).
10. Pieza (4) constructiva de caras vistas vidriadas según reivindicación 1 caracterizada porque las porciones o láminas de vidrio están mateadas, espejadas, estriadas y/o tintadas.
11. Procedimiento de fabricación de la pieza constructiva descrita en las reivindicaciones 1 a 10, caracterizado porque comprende:
establecer un molde (1) formal y dimensionalmente adecuado,
colocar en el interior del molde (1) una funda (2) antiadherente,
colocar a continuación de la funda, al menos, una porción (20) o lámina de vidrio en las zonas correspondientes a algunas o todas sus caras vistas (14),
introducir en el molde (1) una mezcla (3) de áridos y polvo de piedra natural, aglomerante y aditivos,
realizar un vibrado,
retirar la pieza del molde (1) y dejar curar para terminar el endurecimiento, y retirar la funda (2) antiadherente,
12. Procedimiento de fabricación de una pieza constructiva según reivindicación 11 caracterizado porque la funda (2) antiadherente se materializa en un material seleccionado entre:
plástico, y
vidrio.
13. Procedimiento de fabricación de una pieza constructiva según reivindicación 12 caracterizado porque el material plástico constitutivo de la funda (2) antiadherente se materializa en un material seleccionado entre:
Polipropileno,
Polietileno,
PVC, y
Politetrafluoroetileno.
14. Procedimiento de fabricación de una pieza constructiva según reivindicación 11 caracterizado porque adicionalmente comprende incluir en la mezcla (3), antes de su endurecimiento, un refuerzo que queda incorporado a la pieza terminada.
15. Procedimiento de fabricación de una pieza constructiva según reivindicación 14 caracterizado porque el refuerzo consiste en una malla.
16. Procedimiento de fabricación de una pieza constructiva según reivindicación 14 caracterizado porque el refuerzo consiste en una plancha soporte (5) de material sintético polimérico termoestable.
17. Procedimiento de fabricación de una pieza constructiva según reivindicación 16 caracterizado porque el material sintético polimérico termoestable comprende poliolefinas.
18. Procedimiento de fabricación de una pieza constructiva según reivindicación 14 caracterizado porque la introducción del refuerzo en el molde (1) se realiza antes de la introducción de la mezcla (3).
19. Procedimiento de fabricación de una pieza constructiva según reivindicación 16 caracterizado porque la plancha soporte (5) se dispone centrada respecto a la mezcla (3) vertida en el molde (1), para generar una pieza (4a) con un alma consistente en la plancha soporte (5) y dos caras vistas (14) vidriadas.
20. Procedimiento de fabricación de una pieza constructiva según reivindicación 16 caracterizado porque la plancha soporte (5) se dispone en el interior del molde en oposición a las porciones o láminas de vidrio (20) para quedar integrado en la cara opuesta a la cara vista (14) de la pieza.
21. Procedimiento de fabricación de una pieza constructiva según reivindicación 11 caracterizado porque el vibrado se realiza en condiciones de calentamiento del molde (1).
22. Procedimiento de fabricación de una pieza constructiva según reivindicación 21 caracterizado porque las condiciones de calentamiento del molde (1) se establecen mediante resistencias eléctricas (7) aplicadas al mismo.
23. Procedimiento de fabricación de una pieza constructiva según reivindicación 11 caracterizado porque el curado se realiza con la intervención de medios de caldeo.
24. Procedimiento de fabricación de una pieza constructiva según reivindicación 23 caracterizado porque los medios de caldeo establecen una temperatura de curado comprendida entre 40-80 grados centígrados.
25. Procedimiento de fabricación de una pieza constructiva según reivindicación 23 caracterizado porque los medios de caldeo consisten en hornos de caldeo.
26. Procedimiento de fabricación de una pieza constructiva según reivindicación 11 caracterizado porque el vibrado se realiza en condiciones de sobrepresión para cooperar en la eliminación de burbujas y/o en el incremento de las características mecánicas de la pieza (1).
27. Procedimiento de fabricación de una pieza constructiva según reivindicación 26 caracterizado porque las condiciones de sobrepresión se materializan a través de los pisones (8) de unas prensas (9), aplicados sobre partes móviles (10) y/o partes abiertas (11) del molde (1).
28. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 11 caracterizado porque el aglomerante utilizado está seleccionado entre:
Oxicloruro de magnesio, y
cualquier polímero termoestable.
29. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 28 caracterizado porque el polímero termoestable consiste en resina epoxi.
30. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 28 caracterizado porque cuando el aglomerante consiste en oxicloruro de magnesio, la preparación de la mezcla comprende utilizar:
Aditivos.
31. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 30 caracterizado porque los aditivos consisten en poliamida básica y silanos en similares proporciones en peso, y colorantes; estando los aditivos comprendidos en un proporción en peso comprendida entre el 5-10%.
32. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 28 caracterizado porque cuando el aglomerante consiste en un polímero termoestable, la preparación de la mezcla comprende utilizar:
Aditivos
33. Procedimiento de fabricación de piezas constructivas con caras vistas vidriadas según reivindicación 32 caracterizado porque los aditivos consisten en activadores de catálisis de polimerización y endurecimiento (catalizadores), y colorantes en una proporción comprendida entre 10-25% en peso.
34. Dispositivo empleado en el procedimiento de fabricación descrito en las reivindicaciones 11 a 33, caracterizado porque comoprende unos moldes fijables (1a) en el emplazamiento definitivo, adaptados para ser desmoldeandos una vez fraguada la mezcla (3).
35. Dispositivo según reivindicación 34 caracterizado porque los moldes fijables (1a) en el emplazamiento definitivo disponen de unos implementos telescópicos (19) de fijación para adaptarse a las dimensiones disponibles del emplazamiento definitivo.
36. Dispositivo según reivindicación 34 caracterizado porque los moldes fijables (1a) incorporan vibradores (40) y/o resistencias de calentamiento (41).
Patentes similares o relacionadas:
Composición de tinta para recubrimientos cerámicos transparentes brillantes, del 15 de Abril de 2020, de SOCIEDAD ANONIMA MINERA CATALANO-ARAGONESA: Tinta para recubrimientos cerámicos transparentes, preparada por molturación a partir de una composición de esmalte cerámico exenta de frita que comprente borato de cinc con […]
Sistemas y métodos para una baldosa resistente al deslizamiento y fácil de limpiar, del 13 de Noviembre de 2019, de Mohawk Carpet Corporation: Una baldosa cerámica que comprende: un sustrato; y un revestimiento de la superficie que comprende una fórmula de base que comprende un vidriado; caracterizada por que […]
Composiciones que proporcionan apariencia esmerilada para imprimir sobre sustratos de vidrio o cerámica y métodos para su uso, del 4 de Septiembre de 2019, de DIP TECH. LTD: Un método para producir un sustrato que tiene una apariencia esmerilada, comprendiendo el método: aplicar una composición que confiere […]
Mezcla de pigmentos/fritas, del 7 de Agosto de 2019, de MERCK PATENT GMBH: Mezcla de pigmentos/fritas, caracterizada porque la proporción de pigmento de brillo perlado en la mezcla asciende a del 5-95 % en peso y la frita contiene al menos el 5 […]
Objeto cerámico y procedimiento para su fabricación, del 27 de Marzo de 2019, de Duravit Aktiengesellschaft: Objeto cerámico en forma de un objeto sanitario, de cocina o de laboratorio, que comprende un cuerpo base cerámico, así como un esmalte cocido aplicado […]
Esmalte resistente a unión de bloques de cera, cerámica resistente a unión de bloques de cera y procedimiento de preparación de los mismos, del 27 de Febrero de 2019, de BeautyAvenues, LLC: Esmalte resistente a unión de bloques de cera, en el que los componentes comprenden feldespato de potasio, feldespato de litio, carbonato de calcio, […]
ESMALTE CERÁMICO DE ELEVADO TAMAÑO DE PARTÍCULA Y CONTENIDO EN SÓLIDOS, del 5 de Julio de 2018, de TORRECID, S.A.: Esmalte cerámico de elevado tamaño de partícula y contenido en sólidos. La presente invención proporciona un esmalte cerámico con posibilidades […]
Recipiente de porcelana que proporciona la cocción en contacto directo con el fuego, del 22 de Noviembre de 2017, de Kütahya Porselen Sanayi Anonim Sirketi: Un recipiente de porcelana usado mediante el contacto directo con el fuego, caracterizado porque, de dicho recipiente de porcelana, * las materias primas de la fórmula […]