PROCEDIMIENTO PARA ELABORAR UNA SUPERFICIE METALICA SOLDABLE Y PROCEDIMIENTO DE SOLDADURA.
Procedimiento de soldadura para unir eléctricamente dos piezas que presentan una superficie metálica con ayuda de un material de soldadura,
en el que las piezas a unir una con otra se posicionan entre sí, intercalando un material de soldadura en la posición prevista y se tratan previamente juntas en una cámara de plasma con un plasma de baja presión, para generar el cual se utiliza un gas de proceso, compuesto por un hidrocarburo fluorado y un gas residual, realizándose a continuación del tratamiento previo un tratamiento térmico para fundir el material de soldadura
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07015252.
Solicitante: SIEMENS AKTIENGESELLSCHAFT
MESSER GROUP GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: SCHALLER, KARL-HEINZ, TAUCHMANN,JENS, HATZ,GOTTFRIED.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Agosto de 2007.
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B23K1/20C
- B23K31/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la investigación de las propiedades, p. ej. de soldabilidad, de los materiales.
- H05K3/34G
Clasificación PCT:
- B23K1/20 B23K […] › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión, p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
- H05K3/34 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05K CIRCUITOS IMPRESOS; ENCAPSULADOS O DETALLES DE LA CONSTRUCCIÓN DE APARATOS ELECTRICOS; FABRICACION DE CONJUNTOS DE COMPONENTES ELECTRICOS. › H05K 3/00 Aparatos o procedimientos para la fabricación de circuitos impresos. › Conexiones soldadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para elaborar una superficie metálica soldable y procedimiento de soldadura.
La unión de dos o más piezas mediante soldadura es un procedimiento muy difundido por ejemplo en la microelectrónica y la electrónica de potencia. Las superficies de las piezas a unir entre sí, por ejemplo placas de base de material polímero recubiertas de cobre o un material cerámico, los llamados substratos DCB (direct copper bonded substrates, substratos directamente unidos al cobre) y los componentes a unir eléctricamente con los mismos, como chips de silicio, están recubiertos por lo general con una capa de óxido. Esta capa y dado el caso impurezas como grasas o aceites, impiden que se bañen las superficies con material de soldadura, con lo que sin utilizar fundentes y activadores no puede generarse una unión por soldadura fiable. A menudo y pese a la utilización de las citadas sustancias, es necesaria una limpieza previa por ejemplo con hidrógeno, ácidos orgánicos o sometiéndola a un plasma. Incluso cuando mediante una limpieza previa como la indicada se eliminan por completo, además de las impurezas, también una capa de óxido, es necesario pese a ello utilizar fundentes y activadores, porque las superficies desnudas se recubren muy rápidamente de nuevo con una capa de óxido. El fundente reduce durante el calentamiento las capas de óxido existentes sobre las superficies de las dos piezas a unir y del material de soldadura e impide la nueva formación de óxido antes y durante el proceso de soldadura al formar una capa protectora líquida. Los activadores han de infiltrarse y romper las capas de óxido de las piezas a unir. En la electrotecnia se utilizan sobre todo resinas sintéticas o también resinas naturales como colofonia como fundentes y aditivos orgánicos como ácido salicílico y urea como activadores. Durante el proceso de soldadura las resinas absorben metales del material de soldadura y de las piezas a unir, así como substancias del activador, lo cual puede dar lugar a corrientes de fuga, a una inferior resistencia a la tensión en los puntos de soldadura y a problemas de corrosión. Por lo tanto es necesaria por lo general tras la soldadura una etapa de limpieza con la que se eliminen tales residuos.
Básicamente se conoce la elaboración de superficies metálicas soldables tratando las mismas con un plasma o bien un plasma de baja presión, para generar el cual se utiliza un gas de proceso, compuesto por un hidrocarburo fluorado y un gas residual; ver al respecto por ejemplo el documento EP-A2-0 427 020. El documento EP 0 427 020 A2 da a conocer además la combinación de hidrocarburos fluorados (también de hidrocarburo tetrafluorado) con otro gas como nitrógeno y oxígeno (ver la reivindicación 2), así como una gama de presiones para el plasma de 10 a 200 Pa.
Partiendo de ello, la tarea de la invención es proponer procedimientos con los que puedan elaborarse uniones por soldadura sin o al menos con una utilización reducida de fundentes y activadores.
Esta tarea se resuelve mediante un procedimiento de soldadura según la reivindicación 1. Un procedimiento de soldadura para elaborar una unión eléctricamente conductora de dos piezas que presentan una superficie metálica con ayuda de un material de soldadura, ofrece cuando se utiliza el tratamiento antes descrito posibilidades técnicas de proceso totalmente nuevas. En una variante especialmente preferente del procedimiento, se posicionan entre sí las piezas a unir, por ejemplo un substrato DCB y chips de silicio, intercalando un material de soldadura en la posición prevista y, sin realizar a continuación una limpieza previa de las distintas partes a unir con métodos tradicionales, se someten conjuntamente al plasma de baja presión, realizándose a continuación de ello un tratamiento térmico para fundir el material de soldadura. Se ha comprobado sorprendentemente que el plasma desarrolla su acción también en las juntas de separación existentes entre las partes a unir, incluso cuando como material de soldadura se utiliza una pasta, que se aplica sobre una superficie de una de las partes a unir. Un tal procedimiento permite una elaboración continua de uniones por soldadura, en particular de placas de circuitos impresos equipadas con componentes electrónicos o bien substratos DCB.
Se ha comprobado que es especialmente efectivo el tetrafluorocarbono, es decir, el metano totalmente fluorado. Cuando se utiliza este compuesto fluorado, pueden tratarse previamente las superficies de las que hablamos con un reducido tiempo de actuación del plasma de baja presión tal que en una posterior soldadura no sea necesaria la utilización de fundentes y activadores.
El gas de proceso incluye, además del hidrocarburo fluorado, otro gas o mezcla de gases, a continuación denominado gas residual. Preferiblemente se utiliza como gas residual nitrógeno puro, nitrógeno con un contenido en oxígeno de 50 a 10.000 ppm o aire. Preferiblemente se utiliza un plasma con una presión de 10 a 100 Pa.
La invención se describirá ahora más en detalle con referencia a los dibujos adjuntos. Se muestra en:
figura 1 la vista en planta sobre una placa DCB que presenta una matriz (array) de puntos de soldadura,
figura 2 una representación esquemática en sección de una placa DCB, de un componente a unir eléctricamente con la misma y fragmentos de material de soldadura que se utilizan para elaborar la unión,
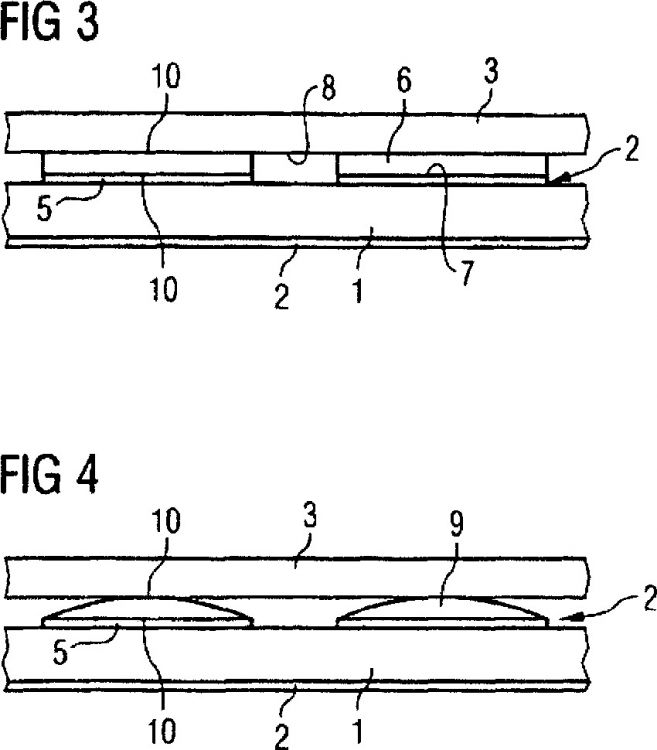
figura 3 una configuración correspondiente a la figura 2, pero estando apoyados los fragmentos de material de soldadura y el componente sobre la placa DCB,
figura 4 una configuración correspondiente a la figura 3, pero encontrándose el material de soldadura en forma de pasta.
La figura 1 muestra, como ejemplo de un substrato a equipar con componentes eléctricos o electrónicos 2, una placa de base 1. La placa de base 1, por ejemplo un substrato DCB de un material eléctricamente aislante y que puede cargarse térmicamente, como óxido de aluminio, está dotada por uno o por ambos lados de una capa de cobre 3. Sobre el lado de la placa de base 1 a equipar con componentes 2, por ejemplo tiristores, forma la capa de cobre una matriz 4 de 3x3 puntos de soldadura 5, por ejemplo cuadrados. La soldadura de un componente 2 a una matriz 4 se realiza en el caso de substratos insensibles al calor por ejemplo tal que sobre la placa de base 1 o bien sobre la matriz de puntos de soldadura 4 se posicionan componentes 2, intercalando material de soldadura y a continuación tiene lugar un tratamiento térmico, en el que se funde el material de soldadura. El tratamiento de las superficies 7, 8 a soldar entre sí de los componentes 2 o bien de los puntos de soldadura 5 puede realizarse tal que resulte un funcionamiento batch (por lotes) o bien un funcionamiento continuo. En el primer caso citado se someten las partes a unir, carga a carga, en una etapa de procesamiento separada, a un plasma de baja presión. El gas de proceso utilizado para su generación es una mezcla de hidrocarburo fluorado con forma de gas, en particular tetrafluormetano y otro gas o mezcla de gases, que a continuación se denominará gas residual. El gas residual existente es nitrógeno puro, un nitrógeno que presenta un oxígeno residual de 50 ppm hasta 10000 ppm o bien aire.
Las moléculas del hidrocarburo fluorado y del gas residual se llevan, acoplando un campo electromagnético de alta frecuencia, a estados de elevada excitación. En una cámara de plasma con una presión de aprox. 10 Pa a 100 Pa, actúa el plasma sobre las superficies de las piezas a unir que se encuentran en la cámara. Entonces reaccionan las moléculas de gas con alto grado de excitación con las partículas de suciedad y recubrimientos de óxido existentes sobre las superficies, transformándose los mismos por ejemplo mediante reacciones radicales y eliminándose así de las superficies. Resultan entonces superficies limpias y libres de óxidos, que pueden bañarse por completo con material de soldadura. A ello se añade otro efecto, que sólo es posible en base al procesamiento carga a carga, precisamente una pasivación de las superficies que impide la nueva oxidación. Los fundamentos fisicoquímicos de este efecto aún no están claros. Tal como pudo comprobarse mediante ensayos, el mismo no se basa en la formación de un recubrimiento cerrado, que cubre las superficies y que impide el paso a su través del oxígeno del aire. En la prueba realizada con tetrafluorometano se logró una duración de la pasivación de varios días. Dentro de este espacio de tiempo debe realizarse entonces...
Reivindicaciones:
1. Procedimiento de soldadura para unir eléctricamente dos piezas que presentan una superficie metálica con ayuda de un material de soldadura, en el que las piezas a unir una con otra se posicionan entre sí, intercalando un material de soldadura en la posición prevista y se tratan previamente juntas en una cámara de plasma con un plasma de baja presión, para generar el cual se utiliza un gas de proceso, compuesto por un hidrocarburo fluorado y un gas residual, realizándose a continuación del tratamiento previo un tratamiento térmico para fundir el material de soldadura.
2. Procedimiento según la reivindicación 1,
en el que las piezas a unir son una placa de base (1) y componentes eléctricos o electrónicos (3).
3. Procedimiento según la reivindicación 1 ó 2,
en el que el plasma es tetrafluorocarbono.
4. Procedimiento según una de las reivindicaciones precedentes,
en el que el gas residual es nitrógeno puro.
5. Procedimiento según una de las reivindicaciones 1 a 3,
en el que el gas residual es nitrógeno con un contenido en oxígeno de 50 a 10000 ppm.
6. Procedimiento según una de las reivindicaciones 1 a 3,
en el que el gas residual es aire.
7. Procedimiento según una de las reivindicaciones precedentes,
en el que el plasma presenta una presión de 10 a 100 Pa.
8. Procedimiento según una de las reivindicaciones precedentes,
en el que como material de soldadura se utiliza una pasta.
9. Procedimiento según una de las reivindicaciones precedentes,
en el que el como material de soldadura se utilizan fragmentos de un material de soldadura sólido.
Patentes similares o relacionadas:
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Procedimiento y aparato para la inspección de unión de materiales, del 2 de Octubre de 2019, de Comau LLC: Un procedimiento para realizar secuencialmente una pluralidad de operaciones de unión, comprendiendo el procedimiento: posicionar un dispositivo […]
Procedimiento y dispositivo para termosoldar un elemento de soldadura con una pieza de trabajo metálica, del 22 de Mayo de 2019, de Bolzenschweißtechnik Heinz Soyer GmbH: Procedimiento para termosoldar un elemento de soldadura , en particular, un perno, con una pieza de trabajo metálica mediante un arco eléctrico , […]
Placa de prueba para aprobar parámetros de soldadura de acero o metal; método para aprobar parámetros de soldadura de acero y metal utilizando dicha placa de prueba, del 17 de Abril de 2019, de BAE SYSTEMS PLC: Placa de prueba para aprobar parámetros de soldadura de alto límite elástico 100 (HY100) utilizando un consumible de soldadura sub-adaptado, […]
Dispositivo y procedimiento para supervisar, en particular para regular, un proceso de corte, del 13 de Febrero de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Dispositivo para supervisar, en particular para regular, un proceso de corte en una pieza de trabajo , el cual comprende: un elemento […]
Método, dispositivo, programa y soporte de registro legible por ordenador para análisis de fallos de sección soldada por puntos, del 5 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de análisis de fractura para una porción soldada por puntos que comprende las etapas de: calcular un valor de carga máxima permisible, el valor de carga máxima […]
Herramienta de calibración y método para un sistema de soldadura, del 6 de Noviembre de 2018, de ILLINOIS TOOL WORKS INC.: Una herramienta de calibración que comprende: una punta de calibración ; un primer marcador dispuesto a una primera distancia […]
EQUIPO DE INSPECCIÓN DE SOLDADURA, del 6 de Febrero de 2017, de UNIVERSIDAD DE SALAMANCA: Equipo de inspección de soldadura para inspección de cordones de soldadura en tuberías que permite obtener datos más fiables y evita el desplazamiento del […]