Procedimiento y aparato para la inspección de unión de materiales.
Un procedimiento para realizar secuencialmente una pluralidad de operaciones de unión,
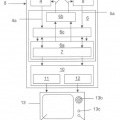
comprendiendo el procedimiento: posicionar un dispositivo automatizado (100) para formar una junta mecánica (60) en una pieza de trabajo (W);
formar una junta (60) en la pieza de trabajo (W) con el dispositivo automatizado (100);
escanear la pieza de trabajo (W) para generar datos que indican la geometría de superficie de la pieza de trabajo (W) en una ubicación que incluye la junta (60);
identificar una o más características geométricas de la geometría de superficie, las características geométricas indican la calidad de la junta; y
si las características geométricas identificadas están dentro de los umbrales de especificación predeterminados respectivos, reposicionar el dispositivo automatizado para formar una junta mecánica posterior en la pieza de trabajo,
en el que el escaneo de la pieza de trabajo incluye:
proyectar una línea de luz (120) a través de la pieza de trabajo (W) en la ubicación que incluye la junta (60); y
detectar un contorno (122) de la línea de luz (120), en el que la geometría de superficie se indica mediante el contorno, estando dicho procedimiento caracterizado porque:
- la junta (60) está formada con un sujetador (16) que tiene una cabeza (18),
- la identificación de una o más características geométricas de la geometría de superficie incluye:
identificar la presencia de la junta (60) en función de un diferencial de altura (H) dentro del contorno (122),
identificar la altura (H) de la cabeza sobre la superficie (52) de la pieza de trabajo (W) que rodea la cabeza (18) en función de un diferencial de altura dentro del contorno (122).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2014/024497.
Solicitante: Comau LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 21000 TELEGRAPH ROAD SOUTHFIELD, MI 48033 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KILIBARDA,VELIBOR, WANG,HE, KINSELLA,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Procedimientos de remachado.
- B21J15/28 B21J 15/00 […] › Dispositivos de control especialmente adaptados a las máquinas de remachar, no limitados a alguno de los subgrupos precedentes.
- B21L1/04 B21 […] › B21L FABRICACION DE CADENAS METÁLICAS (fabricación de cadenas o eslabones de cadenas por colada B22D 25/02; cadenas en sí F16G). › B21L 1/00 Fabricación de cadenas o de eslabones de cadenas por curvado de barras, hilos o cintas para formar eslabones de forma ovalada o de otra forma simples (B21L 3/00, B21L 7/00 tienen prioridad). › por curvadura y empalme de las extremidades de las piezas con o sin elementos de unión separados.
- B23K31/12 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la investigación de las propiedades, p. ej. de soldabilidad, de los materiales.
- B23P19/06 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 19/00 Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25). › Máquinas para colocar o retirar los tornillos o las tuercas.
- B24B19/03 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para trabajar con muela ranuras en piezas de vidrio, p. ej. ranuras decorativas.
- B24B9/10 B24B […] › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › de placas de vidrio.
- G01B11/25 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › mediante la proyección de un patrón, p. ej.franjas de Moiré, sobre el objeto (G01B 11/255 tiene prioridad).
- G01N21/95 G01 […] › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 21/00 Investigación o análisis de los materiales por la utilización de medios ópticos, es decir, utilizando rayos infrarrojos, visibles o ultravioletas (G01N 3/00 - G01N 19/00 tienen prioridad). › caracterizada por el material o la forma del objeto que se va a examinar (G01N 21/89 - G01N 21/91, G01N 21/94 tiene prioridad).
PDF original: ES-2763835_T3.pdf
Patentes similares o relacionadas:
Método para la configuración del mandril de una remachadora para elementos de remache ciegos y remachadora, del 27 de Mayo de 2020, de HONSEL Distribution GmbH & Co: Método para la configuración de una remachadora manual , accionada por un accionamiento eléctrico , para la colocación de elementos de remache ciegos , presentando la […]
Procedimiento para la unión de al menos dos componentes, del 29 de Abril de 2020, de DAIMLER AG: Procedimiento para la unión de un primer componente al menos a un segundo componente mediante al menos un elemento de ensamblaje que se inserta […]
Remachadora manual y método para su configuración, del 6 de Noviembre de 2019, de VVG-Befestigungstechnik GmbH & Co. KG: Método para la configuración de una remachadora manual provista de un accionamiento eléctrico para colocar elementos de remache ciego en un taladro de alojamiento […]
Procedimiento y dispositivo para colocar un tornillo, del 9 de Octubre de 2019, de Weber Schraubautomaten GmbH: Procedimiento para colocar un tornillo especialmente un tornillo formador de agujero por fluencia, en el que se acciona el tornillo […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Método de control de calidad incorporado al proceso durante un ensamblaje de taladrado-llenado, del 1 de Julio de 2019, de THE BOEING COMPANY: Un método para ensamblar una estructura , comprendiendo dicho método: localizar una posición en un apilamiento vertical de ensamblaje donde debe instalarse un […]
Sistema de instalación de un elemento de sujeción inteligente, del 2 de Octubre de 2018, de THE BOEING COMPANY: Un método de instalación de un elemento de sujeción que comprende: proporcionar dos componentes ; identificar una ubicación para instalar un elemento de sujeción […]
 UN METODO DE VERIFICACION DINAMICA DE UN PROCESO DE REMACHADO CON REMACHES CIEGOS REALIZADO CON UN APARATO DE REMACHADO AUTOMATICO, Y DISPOSITIVO VERIFICADOR PARA REALIZAR LA VERIFICACION, del 13 de Junio de 2011, de AIRBUS OPERATIONS, S.L: Un método de verificación dinámica de un proceso de remachado con remaches ciegos realizado con un aparato de remachado automático, y dispositivo verificador para […]
UN METODO DE VERIFICACION DINAMICA DE UN PROCESO DE REMACHADO CON REMACHES CIEGOS REALIZADO CON UN APARATO DE REMACHADO AUTOMATICO, Y DISPOSITIVO VERIFICADOR PARA REALIZAR LA VERIFICACION, del 13 de Junio de 2011, de AIRBUS OPERATIONS, S.L: Un método de verificación dinámica de un proceso de remachado con remaches ciegos realizado con un aparato de remachado automático, y dispositivo verificador para […]