Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado.
Procedimiento de cierre de un embalaje tubular (100) y de control de la estanqueidad de su extremo soldado (110),
después de su llenado hasta un nivel de llenado, en concreto por un producto estéril, caracterizado porque comprende las etapas que consisten en:
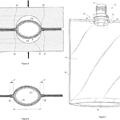
i. realizar una primera soldadura del extremo del tubo después del pinzamiento de los labios, de manera que se cree una zona soldada que comprenda una zona (612) gofrada y un talón (611) sensiblemente rectangular que se extiende por toda la anchura del del tubo y cuyo extremo inferior es tangente al nivel de llenado;
ii. medir (510) el espesor de dicho talón (611) en la longitud del extremo soldado (610) mediante dos perfilómetros (350, 360) colocados a uno y otro lado de dicho talón (611, 611a, 611b) del embalaje tubular;
iii. detectar (520) una variación de espesor del talón (611, 611a, 611b) según una dirección paralela a la longitud de la soldadura;
iv. obtener un límite (535) de variación aceptable del espesor de la parte medida;
v. si la variación del espesor detectada durante la etapa (iii) es superior al límite de variación aceptable (532), desechar el embalaje tubular.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E17188216.
Solicitante: PIERRE FABRE DERMO-COSMETIQUE.
Nacionalidad solicitante: Francia.
Dirección: 45, PLACE ABEL GANCE 92100 BOULOGNE-BILLANCOURT FRANCIA.
Inventor/es: MOULIN,Philippe.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K101/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Objetos tubulares o huecos.
- B23K101/06 B23K 101/00 […] › Tubos.
- B23K31/12 B23K […] › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la investigación de las propiedades, p. ej. de soldabilidad, de los materiales.
- B29C65/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- G01B11/06 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para la medida del espesor.
PDF original: ES-2817547_T3.pdf
Patentes similares o relacionadas:
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
PROCEDIMIENTO PARA REEMPLAZAR UN ABRASIBLE EN EL CÁRTER DE SOPLANTE DE UN TURBORREACTOR, del 7 de Febrero de 2012, de SNECMA: Procedimiento para cambiar un abrasible en el cárter de soplante de un turborreactor, comprendiendo el turborreactor una parte rotatoria de eje geométrico […]