PROCEDIMIENTO PARA EL MECANIZADO DE UNA SUPERFICIE ESTRUCTURADA.
Procedimiento para el mecanizado de una superficie estructurada de una herramienta de estampado,
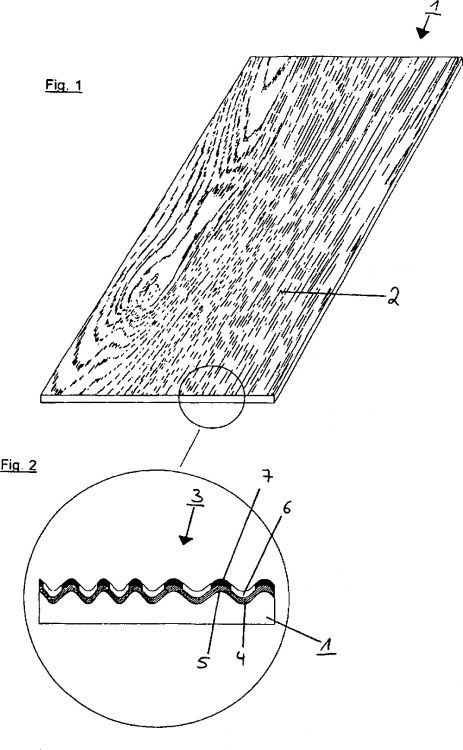
en el que la superficie se provee completamente de un primer revestimiento metálico (6), caracterizado porque sobre el primer revestimiento (6) se dispone en zonas predeterminadas al menos otro revestimiento metálico (7), diferenciándose el grado de brillo entre el primer revestimiento (6) y el otro revestimiento (7)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07023647.
Solicitante: HUECK ENGRAVING GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: HEIMHOLTZSTRASSE 9 41747 VIERSEN ALEMANIA.
Inventor/es: ESPE, ROLF, THOLEN,BERTHOLD, REICHERT,JORDI.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Diciembre de 2007.
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B44B5/02D
- B44C1/22J
- B44C3/02B
- C23C18/16B2
Clasificación PCT:
- C23C18/16 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 18/00 Revestimiento químico por descomposición ya sea de compuestos líquidos, o bien de soluciones de los compuestos que constituyen el revestimiento, no quedando productos de reacción del material de la superficie en el revestimiento; Deposición por contacto. › por reducción o por sustitución, p. ej. deposición sin corriente eléctrica (C23C 18/54 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para el mecanizado de una superficie estructurada.
La invención se refiere a un procedimiento para el mecanizado de una superficie estructurada de una herramienta de estampado, en el que la superficie se provee completamente de un primer revestimiento metálico.
En el revestimiento de planchas de material derivado de la madera con resinas duroplásticas se intenta reproducir superficies naturales de la forma más realista posible. Entre las resinas duroplásticas usadas se encuentran las resinas de melanina, fenol o melanina/urea. La configuración superficial, por ejemplo, de las películas de resina de melanina se lleva a cabo bajo presión y temperatura en instalaciones hidráulicas de prensado en caliente. Como elemento portador de la superficie se usa, por ejemplo, una chapa de prensado estructurada y metálica como herramienta de estampado, por ejemplo, una chapa de acero. Con el fin de mejorar la resistencia al desgaste y la capacidad de separación de la superficie metálica, las herramientas de estampado se proveen adicionalmente de un revestimiento. Durante el proceso de prensado, la resina de melanina se vuelve liquida bajo presión y temperatura y tiene lugar otra policondensación. El tiempo de prensado y la temperatura determinan el grado de reticulación de las resinas de melanina y la calidad de su superficie. Al finalizar el tiempo de prensado, la resina de melanina ha obtenido el grado deseado de reticulación y ha pasado a la fase sólida. En este proceso, la superficie de resina de melanina asume de forma también realista la superficie de la herramienta de estampado.
Según el estado de la técnica se fabrican herramientas de estampado en forma de chapas de prensado y cintas continuas a partir de chapas de acero que mediante un mecanizado correspondiente logran una estructura superficial. A tal efecto, una chapa tratada previamente se provee de una matriz que se aplica, por ejemplo, mediante un procedimiento de serigrafía, de modo que a continuación se puede grabar al aguafuerte la chapa para obtener una estructura superficial. Las chapas usadas aquí presentan un formato muy grande, de modo que se depende de un mecanizado muy exacto y en especial de un mecanizado conforme al recubrimiento, necesitándose, por tanto, varios pasos de trabajo. En este caso, todas las zonas, que deben formar posteriormente la estructura superficial en relieve, se cubren con la máscara, de modo que la superficie se graba al aguafuerte sólo en las zonas, en la que puede actuar directamente el aguafuerte. Las zonas mordidas forman los valles perfilados de la estructura deseada, limpiándose la superficie y eliminándose especialmente la máscara después de finalizar el proceso de grabado al aguafuerte.
Alternativamente existe la posibilidad de aplicar primero una capa fotográfica que se somete a continuación a una exposición para someter las chapas de prensado o cintas continuas a un proceso de aclarado después del revelado final de la capa fotográfica, de modo que sólo se conservan los elementos de la capa fotográfica que forman la máscara para el proceso posterior de grabado al aguafuerte. La reproducibilidad de las máscaras fabricadas por esta vía es muy difícil y problemática, porque el negativo o el positivo usado para la exposición de la capa sensible a la luz se ha de situar siempre con exactitud en la misma posición relativamente respecto a la estructuración existente, si se debe realizar, por ejemplo, más de un proceso de exposición y grabado al aguafuerte, para aplicar así estructuras tridimensionales complicadas sobre la superficie de la chapa de prensado o de la cinta continua. En este sentido se ha de tener en cuenta también que se trata de chapas de prensado con un formato extremadamente grande, de modo que las diferencias mínimas pueden provocar desplazamientos considerables de las estructuras. Por tanto, la reproducibilidad de la aplicación de la máscara implica dificultades considerables especialmente en el procedimiento de fotografía para la obtención de una alta exactitud de la imagen. Las dificultades pueden aumentar si se debe obtener una estructura tridimensional mediante varios procesos consecutivos de exposición y grabado al aguafuerte y si se han de aplicar para esto varias máscaras, teniendo lugar un proceso de grabado al aguafuerte entre cada aplicación de máscara. Por tanto, debido al posicionamiento exacto y a la cantidad necesaria de máscaras correspondientes resulta muy trabajosa y costosa la fabricación de las chapas de prensado o cintas continuas. La resolución, posible de obtener, depende además en gran medida del procedimiento usado. Asimismo, se necesita una cantidad considerable de pasos de trabajo que requieren en especial una manipulación trabajosa debido al tamaño de las chapas de prensado o cintas continuas.
Del estado de la técnica se conoce también la fabricación de una máscara, en vez de mediante un procedimiento de serigrafía, mediante una aplicación de cera que es resistente químicamente a los productos usados de grabado al aguafuerte y, por tanto, posibilita un grabado al aguafuerte en las zonas, en las que la superficie no está cubierta con la cera. En este procedimiento, un cabezal de pulverización, que proyecta la cera sobre la superficie, se desplaza a lo largo de un eje X y Y para aplicar la estructura deseada. Sin embargo, en el caso de una aplicación de cera ha resultado desventajoso que la cera sólo se puede volver a eliminar con mucha dificultad de la superficie y es muy costosa. Aunque con este procedimiento se pudo obtener un enorme avance, la práctica ha demostrado, sin embargo, que la eliminación de la capa de cera es muy problemática, porque la cera no se puede eliminar con un tratamiento químico y, por tanto, la limpieza de las chapas después del proceso de grabado al aguafuerte es extremadamente difícil y sólo se puede ejecutar, por ejemplo, con un dispositivo limpiador de alta presión.
Por la razón mencionada arriba se ha pasado a aplicar la máscara mediante una técnica de impresión digitalizada directamente sobre la chapa de prensado o cinta continua o a someter parcialmente una capa fotográfica existente a una exposición para poder ejecutar a continuación el grabado al aguafuerte después de realizarse la limpieza. La ventaja especial de la técnica de impresión digitalizada radica en que mediante el uso de ficheros idénticos se puede registrar la estructura de manera muy exacta y, por tanto, se pueden llevar a cabo exactamente de manera consecutiva varios procesos de grabado al aguafuerte para obtener, por ejemplo, una estructura profunda.
Del documento DE10224128A1 se conoce un procedimiento para la aplicación de revestimientos sobre superficies, comprendiendo el dispositivo usado una cabeza de tobera que presenta al menos una tobera controlable mediante una señal de control. En este caso, el procedimiento prevé alternativamente el movimiento de la superficie que se debe revestir o el movimiento de la cabeza de tobera. Sobre la superficie se aplica un material fluido de revestimiento a través de la tobera, estando previsto un revestimiento selectivo de zonas seleccionadas con materiales líquidos o gaseosos que también pueden ser, por ejemplo, viscosos. A modo de ejemplo se menciona entre otros el uso de barnices UV. El procedimiento se puede usar entre otros para el grabado al aguafuerte de superficies, aplicándose reactivos químicos sobre la superficie.
Después de estructurarse las superficies, las chapas de prensado y cintas continuas se someten a varios procesos de limpieza y se pueden recubrir adicionalmente con una capa de níquel que se ennoblece a continuación mediante otros revestimientos metálicos de modo que la superficie obtiene un grado de brillo deseado y una dureza superficial necesaria. Este grado de brillo es responsable de que después de realizado el prensado de los materiales, que se van a mecanizar, con ayuda de las chapas de prensado o de las cintas continuas, la estructura prensada obtenga diferentes tonos y reflejos de color.
Partiendo de este estado de la técnica, la presente invención tiene el objetivo de seguir aumentado la posibilidad de configuración de la estructura superficial y de adaptar en gran medida la superficie de resina artificial a una superficie barnizada de madera auténtica.
Para conseguir el objetivo del procedimiento está previsto según la invención que sobre el primer revestimiento se disponga en zonas predeterminadas al menos otro revestimiento metálico, diferenciándose el grado de brillo entre el primer revestimiento y el otro revestimiento. Otras configuraciones ventajosas del procedimiento se derivan de...
Reivindicaciones:
1. Procedimiento para el mecanizado de una superficie estructurada de una herramienta de estampado, en el que la superficie se provee completamente de un primer revestimiento metálico (6), caracterizado porque sobre el primer revestimiento (6) se dispone en zonas predeterminadas al menos otro revestimiento metálico (7), diferenciándose el grado de brillo entre el primer revestimiento (6) y el otro revestimiento (7).
2. Procedimiento según la reivindicación 1, caracterizado porque sobre el primer revestimiento (6) se aplica parcialmente una capa de protección.
3. Procedimiento según la reivindicación 2, caracterizado porque la capa de protección se aplica mediante una técnica de impresión digital.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los revestimientos (6, 7) se producen mediante cromado.
5. Procedimiento según una de las reivindicaciones 2 a 4, caracterizado porque para la capa de protección se usa un material resistente al ácido crómico.
6. Procedimiento según una de las reivindicaciones 2 a 5, caracterizado porque la capa de protección se quema en el primer revestimiento (6).
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la superficie estructurada se activa antes de aplicarse los revestimientos (6, 7).
8. Procedimiento para el mecanizado de una superficie de una herramienta de estampado, que presenta los siguientes pasos:
- aplicación de una primera máscara sobre la superficie mediante una técnica de impresión digital,
- mecanizado químico de la superficie, provista de la máscara, para la obtención de una estructura superficial,
- nueva aplicación de una segunda máscara exacta sobre la superficie mecanizada químicamente mediante una técnica de impresión digital,
- nuevo mecanizado químico de la superficie provista de la segunda máscara,
- pulido de la superficie mecanizada químicamente,
- activación de la superficie pulida,
- limpieza de la superficie activada,
- cromado de la superficie limpiada,
- nueva aplicación de una tercera máscara exacta sobre la superficie cromada y
- nuevo cromado de la superficie cromada que está provista de la máscara,
presentando los revestimientos (6, 7), producidos mediante los cromados, de la superficie estructurada un grado de brillo diferente.
9. Procedimiento para el mecanizado de una superficie de una herramienta de estampado, que presenta los siguientes pasos:
- aplicación de una primera máscara sobre la superficie mediante una técnica de impresión digital para la estructuración precisa,
- mecanizado químico de la superficie, provista de la máscara, para la obtención de una estructura superficial,
- aplicación de una segunda máscara exacta sobre la superficie mediante una técnica de impresión digital para la estructuración de los poros,
- mecanizado químico de la superficie, provista de la máscara, para la obtención de una estructura superficial,
- nueva aplicación de una tercera máscara exacta sobre la superficie mecanizada químicamente mediante una técnica de impresión digital,
- nuevo mecanizado químico de la superficie provista de la tercera máscara,
- pulido de la superficie mecanizada químicamente,
- activación de la superficie pulida,
- limpieza de la superficie activada,
- cromado de la superficie limpiada,
- nueva aplicación de una cuarta máscara exacta sobre la superficie cromada y
- nuevo cromado de la superficie cromada que está provista de la máscara,
presentando los revestimientos (6, 7), producidos mediante los cromados, de la superficie estructurada un grado de brillo diferente.
10. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la primera, la segunda y la tercera máscara, así como la capa de protección se aplican exactamente con ayuda de una técnica de impresión digitalizada.
11. Herramienta de estampado con al menos una superficie estructurada, caracterizada porque sobre toda la superficie estructurada está dispuesto un revestimiento metálico (6) hecho de un primer material y sobre éste está dispuesto parcialmente un revestimiento metálico (7) hecho de un segundo material, diferenciándose el grado de brillo de los revestimientos (6, 7).
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA CHAPA DE ESTAMPADO CON ESTRUCTURA TRIDIMENSIONAL PARA LA FABRICACIÓN DE DOCUMENTOS POR MEDIO DE LA PRENSA DE LAMINACIÓN DE CALOR-FRÍO, del 10 de Noviembre de 2011, de AUSTRIA CARD PLASTIKKARTEN UND AUSWEISSYSTEME GMBH: Procedimiento para la fabricación de una chapa de estampado para una prensa de laminación de calor-frío con estructuras tridimensionales, […]
 ESTAMPADOR DE PIEZAS, del 18 de Junio de 2010, de PHD, INC.: ESTAMPADOR DE PIEZAS PARA APLICAR MARCAS DE IDENTIFICACION, TALES COMO CODIGOS NUMERICOS, ALFABETICOS, LOGOTIPOS U OTROS, QUE INCLUYE UN PAR DE MORDAZAS […]
ESTAMPADOR DE PIEZAS, del 18 de Junio de 2010, de PHD, INC.: ESTAMPADOR DE PIEZAS PARA APLICAR MARCAS DE IDENTIFICACION, TALES COMO CODIGOS NUMERICOS, ALFABETICOS, LOGOTIPOS U OTROS, QUE INCLUYE UN PAR DE MORDAZAS […]
 MATRIZ DE EMBUTIR CARACTERES PARA PLACAS DE MATRICULA PERFECCIONADA, del 4 de Junio de 2010, de INDUSTRIAS SAMAR'T. S.A.: Matriz de embutir caracteres para placas de matrícula perfeccionada, constituida por dos cuerpos, uno macho y otro hembra ; en que el resalte de la parte macho […]
MATRIZ DE EMBUTIR CARACTERES PARA PLACAS DE MATRICULA PERFECCIONADA, del 4 de Junio de 2010, de INDUSTRIAS SAMAR'T. S.A.: Matriz de embutir caracteres para placas de matrícula perfeccionada, constituida por dos cuerpos, uno macho y otro hembra ; en que el resalte de la parte macho […]
 MATRIZ DE EMBUTIR CARACTERES PARA PLACAS DE MATRICULA PERFECCIONADA, del 1 de Enero de 2009, de INDUSTRIAS SAMAR'T. S.A.: Matriz de embutir caracteres para placas de matrícula perfeccionada, constituida por dos cuerpos, macho con resalte y hembra con surcos en coincidencia, independientes, […]
MATRIZ DE EMBUTIR CARACTERES PARA PLACAS DE MATRICULA PERFECCIONADA, del 1 de Enero de 2009, de INDUSTRIAS SAMAR'T. S.A.: Matriz de embutir caracteres para placas de matrícula perfeccionada, constituida por dos cuerpos, macho con resalte y hembra con surcos en coincidencia, independientes, […]
PROCEDIMIENTO PARA EL PROCESAMIENTO DE PRECISIÓN DE SUSTRATOS Y SU USO, del 7 de Septiembre de 2011, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V. ALBERT-LUDWIGS-UNIVERSITAT FREIBURG: Procedimiento para la microestructuración, dopado y al menos aplicación por zonas de una capa de nucleación simultáneos de sustratos, en el que se conduce un haz láser […]
METODO PARA RECUBRIR TUBOS, del 8 de Abril de 2010, de OUTOKUMPU OYJ: Un método para recubrir la superficie interna de un tubo hecho de cobre o aleación de cobre con una capa de estaño, método de acuerdo con el […]
PROCEDIMIENTO DE APLICACION DE UN METAL SOBRE PAPEL, del 17 de Noviembre de 2009, de LINEA TERGI, LTD.: Un procedimiento para la aplicación de un primer metal sobre papel, comprendiendo dicho procedimiento las etapas de: a. aplicación de al menos una imprimación […]
PROCEDIMIENTO PARA LA APLICACION DE UN METAL SOBRE UN SUSTRATO, del 17 de Noviembre de 2009, de LINEA TERGI, LTD.: Un procedimiento para la aplicación de un primer metal sobre un sustrato, comprendiendo dicho procedimiento las etapas de: a. aplicación de al menos una imprimación […]